







 本文详细介绍了FANUC程序中的M代码,涵盖了M00-M99等一系列辅助功能,从定义、功能到实例,帮助理解机床辅助控制的精髓。
本文详细介绍了FANUC程序中的M代码,涵盖了M00-M99等一系列辅助功能,从定义、功能到实例,帮助理解机床辅助控制的精髓。
本文讲解M代码的基本概念。
- 操作流程
1.1. 基本概念
1.1.1. M代码定义
M代码,在FANUC程序中M代码定义为,辅助功能代码。M代码起到机床的辅助控制作用。
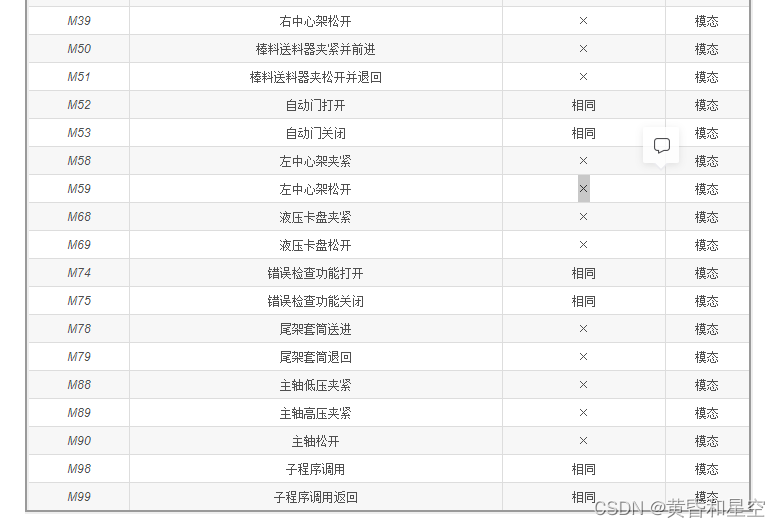
1.1.2. M代码功能
M00 程序停止
M01 条件程序停止
M02 程序结束
M03 主轴正转
M04 主轴反转
M05 主轴停止
M06 刀具交换
M08 冷却开
M09 冷却关 M10 M14 。M08 主轴切削液开
M11 M15主轴切削液停
M18 主轴定向解除
M19 主轴定向
M25 托盘上升
M29 刚性攻丝
M30 程序结束并返回程序头
M31 互锁旁路
M33 主轴定向
M52 自动门打开
M85工件计数器加一个
M98 调用子程序
M99 子程序结束返回/重复执行





















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











