









刀具刃口形状
常见的如下几种,其中常见如下图,根据使用情况,不同的刀刃有不同的侧重。其中蛤刃常用于砍,而凹磨的刃口更适合削。原理可参考总体来说**厚的钢材可以承受更大的冲击,薄的钢材更方便切割。**为了兼顾这两个方面出现了刀背很厚和开V后进行开刃的操作方式。
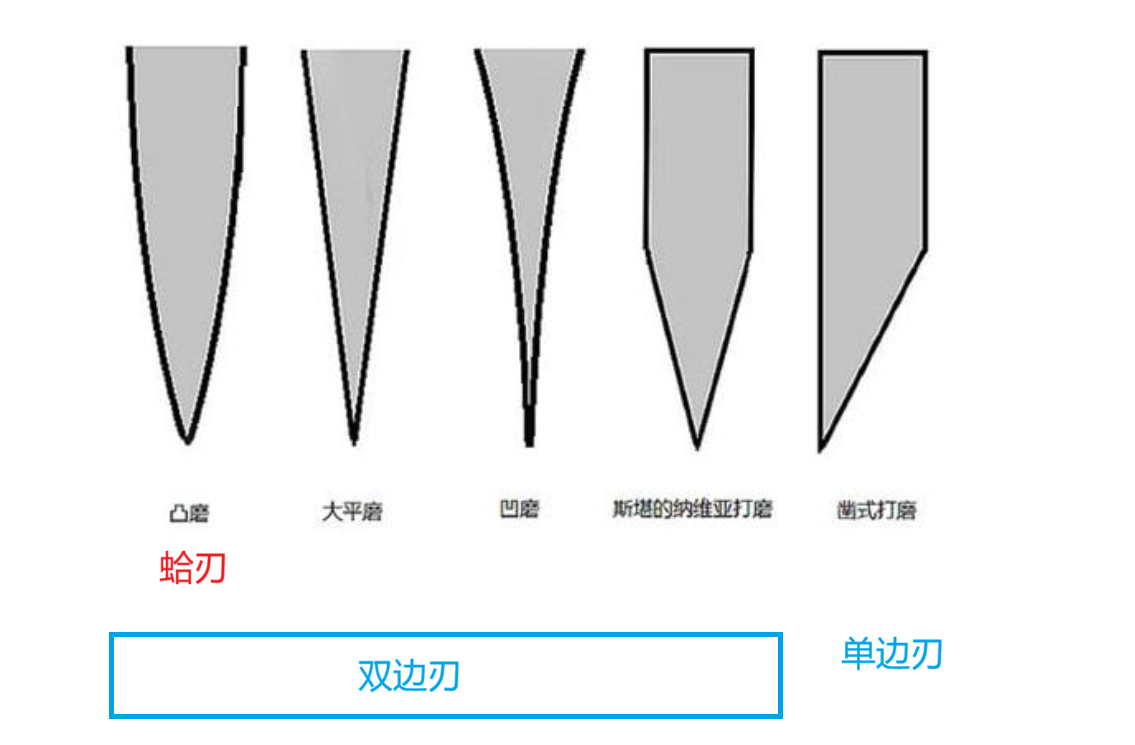
有些刀具的整体不是完全的刀刃,有些部分是锯子的形状,锯齿部分主要为了切割藤曼等难以砍切的柔性藤曼等。

刀具开V
图片来源参考,
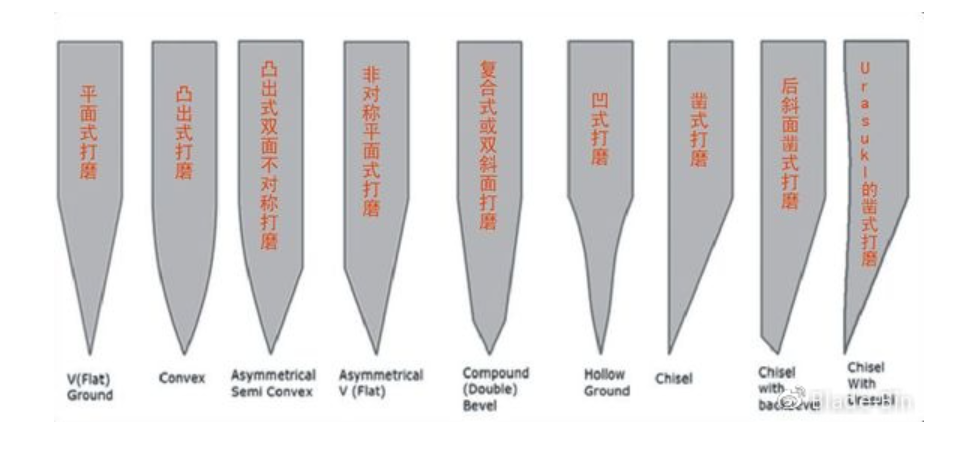
以下面的开刃方式为例,为了保持切割和砍尽量的兼容,刀刃加宽,在刀身部分渐薄处理。而开v就是这个渐薄的过程,如果想要更好的切削感,开v还可能使用凹式打磨,就是开V的平面向里凹。

磨刀简单了解(个人尝试)
对于开好v的钢板就很好做开刃处理,实际磨刀过程中,如果使用磨刀石,一般手动磨出的刀基本都是蛤刃。因为在没有辅助工具的作用下,人手动很难保持磨刀角度的固定。而且手动开V 的难度很大,一般都使用机器辅助,但对于较薄的钢板,也可以直接开刃处理。
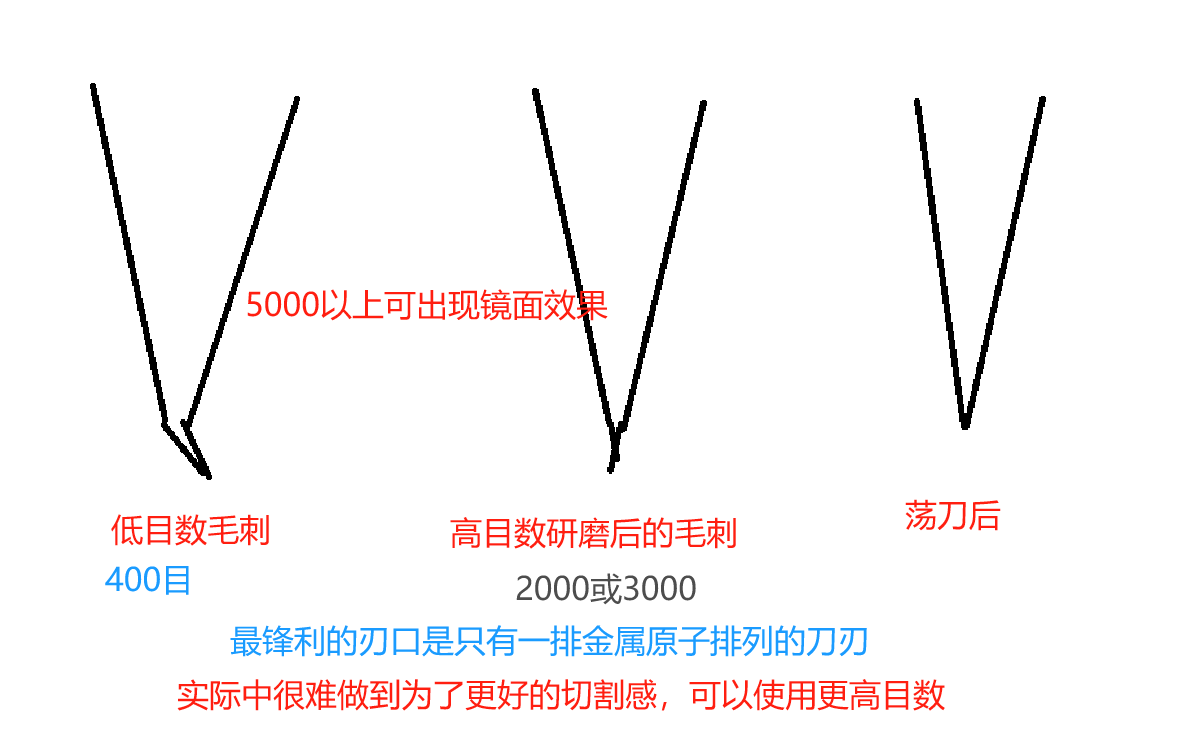
磨刀过程:
第一,首先用较低目数的磨刀石把刃基本磨出来,需要观察刀刃的对称性,直到磨出刃口的毛刺。
第二,使用较高目数的磨刀石对刃口毛刺进行简单研磨,会出现较小毛刺,然后用软的布或皮革进行小毛刺处理的荡刀。
磨刀的材质选择
现在使用的一般分为三类:天然石头,人工石头,金刚石砂带
而人工石头中常见分为:浇筑和烧结
浇筑石头:一般包含:白刚玉,碳化硅,金刚石。不同材料研磨硬度(hrc):白刚玉(65以下)、碳化硅(80以下)、金刚石(95以下)。最大缺点:不能泡水,不然容易开裂。
而烧结石头比较贵(不太了解),一般使用前先泡水处理。


















 1311
1311

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









