







■切割工艺介绍
•切割机理介绍
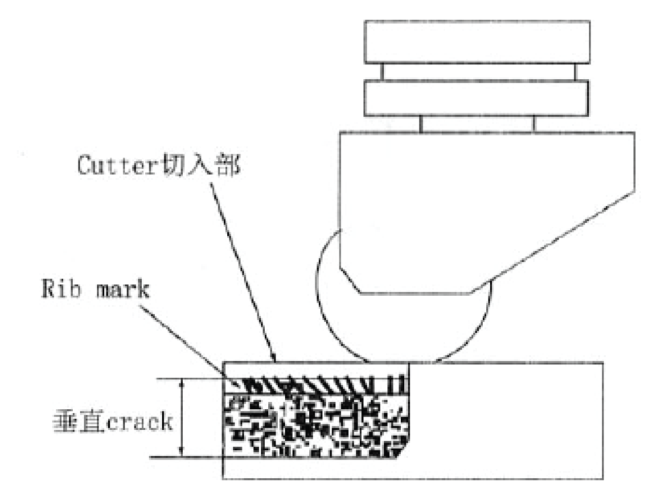
-切割是以硬度比玻璃高的工具,在玻璃表面施加压力行走,使玻璃产生线状crack。
-目的是将组合热压完成之大片基板组,切割成最终尺寸之cell
•切割品质
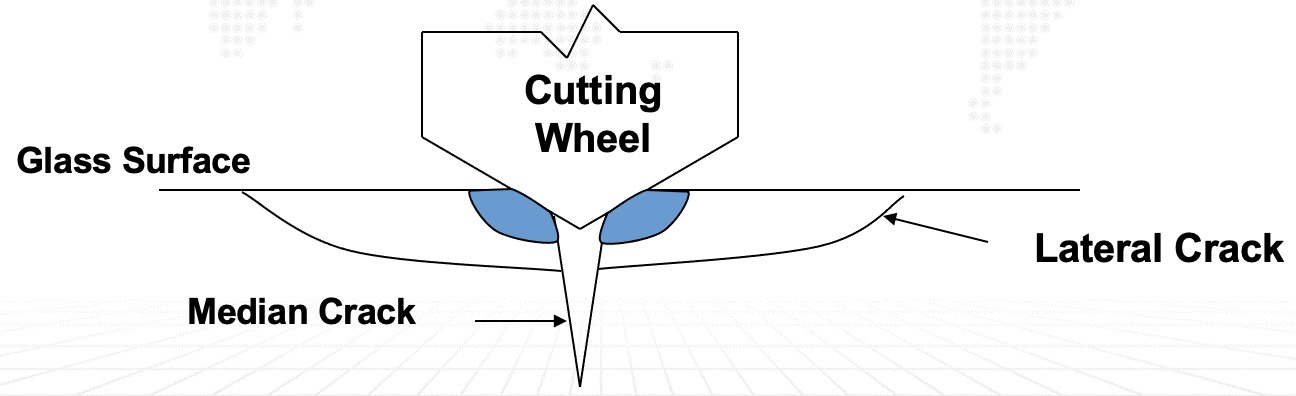
-好的切割要具备
1.Median Crack要深
2.Lateral Crack要浅
-刀压是影响垂直裂纹(Median Crack)和水平裂纹(Lateral Crack)的重要因素
-刀齿的齿深及角度对切割质量影响重大
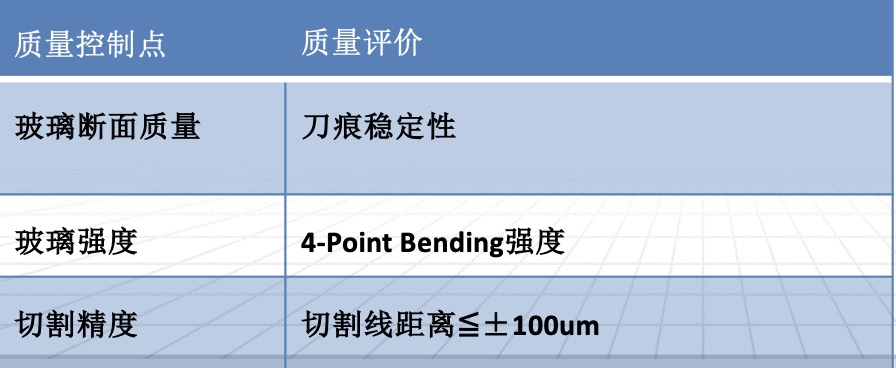
■切割质量评价及工艺参数探讨
•切割工艺参数的质量评价
•切割工艺参数探讨
--目前常常使用两种规格的齿轮刀具角度分别为120和130
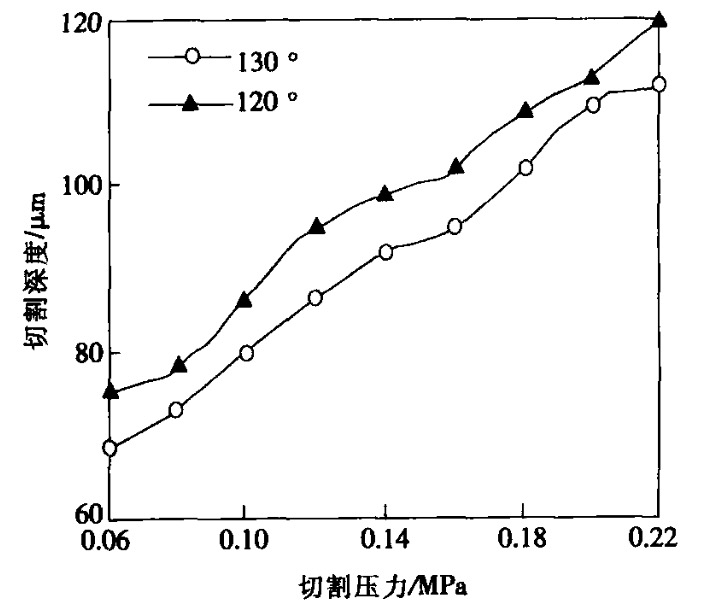
1.不同角度的切割刀轮切割压力对纵向裂纹的影响
切割速度 300 mm/ s、刀轮下压量0. 14 mm 的条件下 ,对同一种 Corning EA GL E 2000 玻璃 ,分别使用 120 °和 130 °两种不同角度 的刀轮在不同压力下进行切割的结果。可以发 现 ,120 °刀轮的切割深度比 130 °刀轮的要大 5~ 10 μm ,并且刀轮压力越大 ,切割深度也越大 。
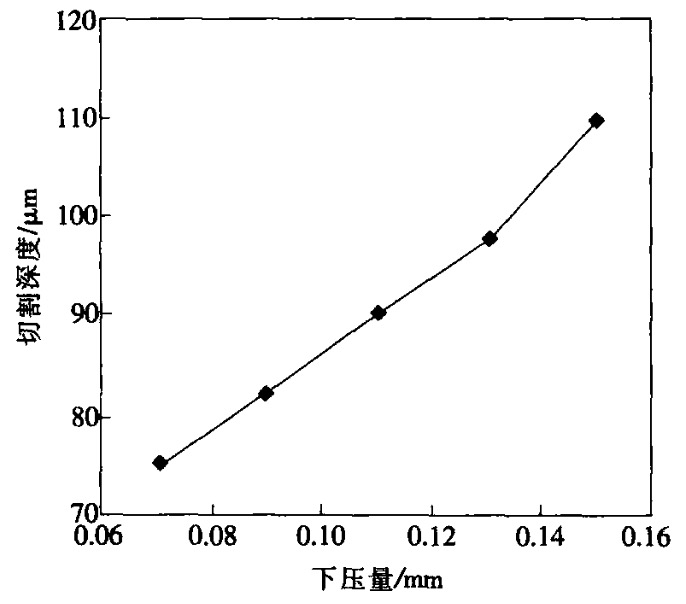
2.刀轮下压量与切割深度的关系
在切割速度为300mm/s,切割压力为0.2Mpa的条件下,使用130°切割刀轮验证刀轮下压量与切割深度的关系
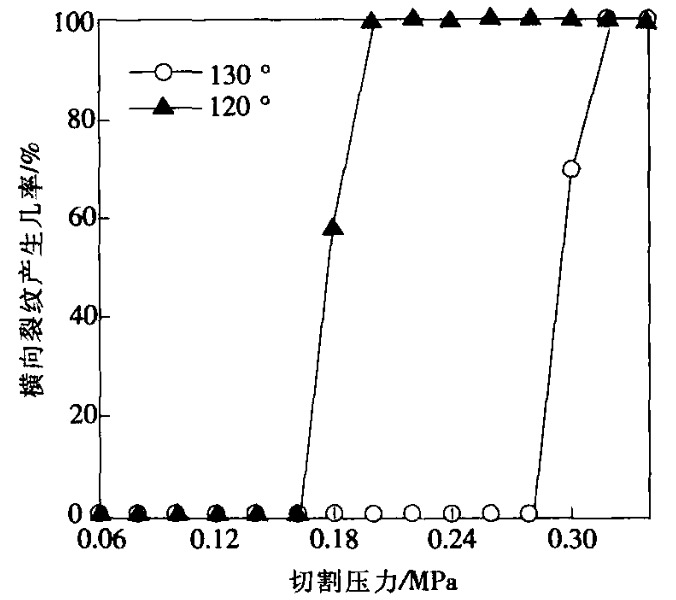
3.不同角度的切割刀轮切割压力对横向裂纹的影响
切割速度 300 mm/ s、刀轮下压量0.14mm的条件下,对于 120 °和 130 °的刀轮分别研究了 刀轮压力与横向裂纹产生几率的关系 。刀轮角度不同 ,产生横向微裂纹临 界压力的值也不同 ,角度越小产生横向裂纹临界 压 力 值 越 低 。
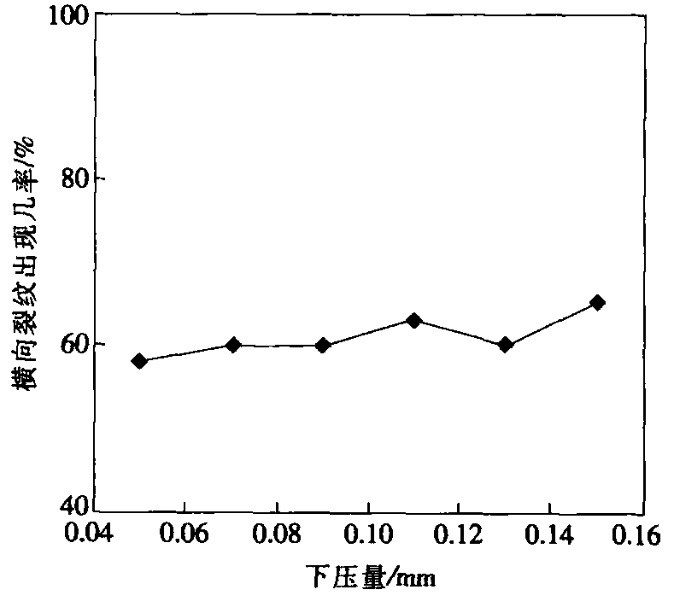
4.刀轮下压量与横向裂纹关系
切割 刀轮的下压量对横向裂纹出现的几率几乎没有影响 ,增大下压量并不会使横向裂纹恶化 ,而减少下 压量也不会明显改善横向裂纹出现的状况
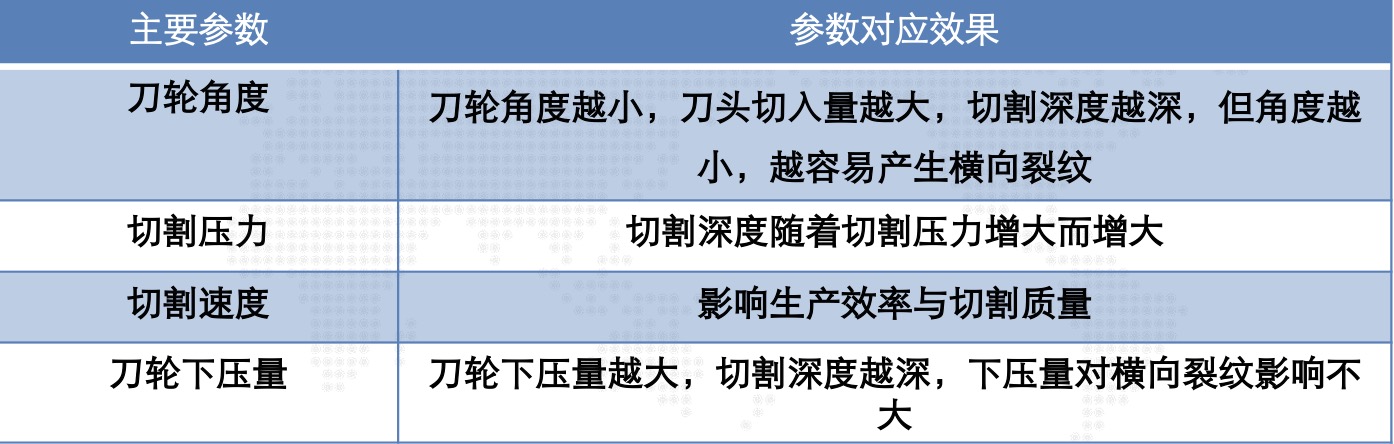
--结论:
(1) 刀轮角度越小 ,切割深度越深 ,越容易产生横向裂纹 ;
(2) 切割下压量越大 ,切割深度越深 ,下压量对横向裂纹几乎没有影响 ;
(3) 存在一个横向裂纹出现的临界压力值 ,并且横向裂纹出现的几率随着压力的增加而急剧 增大(4) 切割深度随着切割压力的增大而增大 ,由 于切割深度可以由加大刀轮的下压量和增大切割 压力来获得 ,因此在刀轮的选择上 ,应首先考虑刀 轮角度对横向微裂纹的影响 。


















 2580
2580

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











