







初入数据采集行业的小生,这两年大家都在搞设备数据采集,都在说大数据,这些数据采集上来到底有啥用,怎么用,对企业有啥好处?现在还没个定论,工厂的自动化和信息化有啥区别?有没有递进关系,先自动化后再数据化?还是可以同时进行? 以下是瞎白话,不对也别喷,欢迎指出,共同交流
最开始的时候,我们也整不明白,但是先把数据采集上来再说,其实目前来看,设备的数据采集对于MES ERP 来说是非常小的一部分,但是又是不可或缺的一部分,往往做这一部分的大多是软件公司,对设备陌生,不知如何下手,下面听我细细道来
首先先获取数据,采集主要的还是通信协议问题,搞这个还是有点门槛,需要懂点设备知识,懂点编程知识,懂点现场工艺就可以试试了
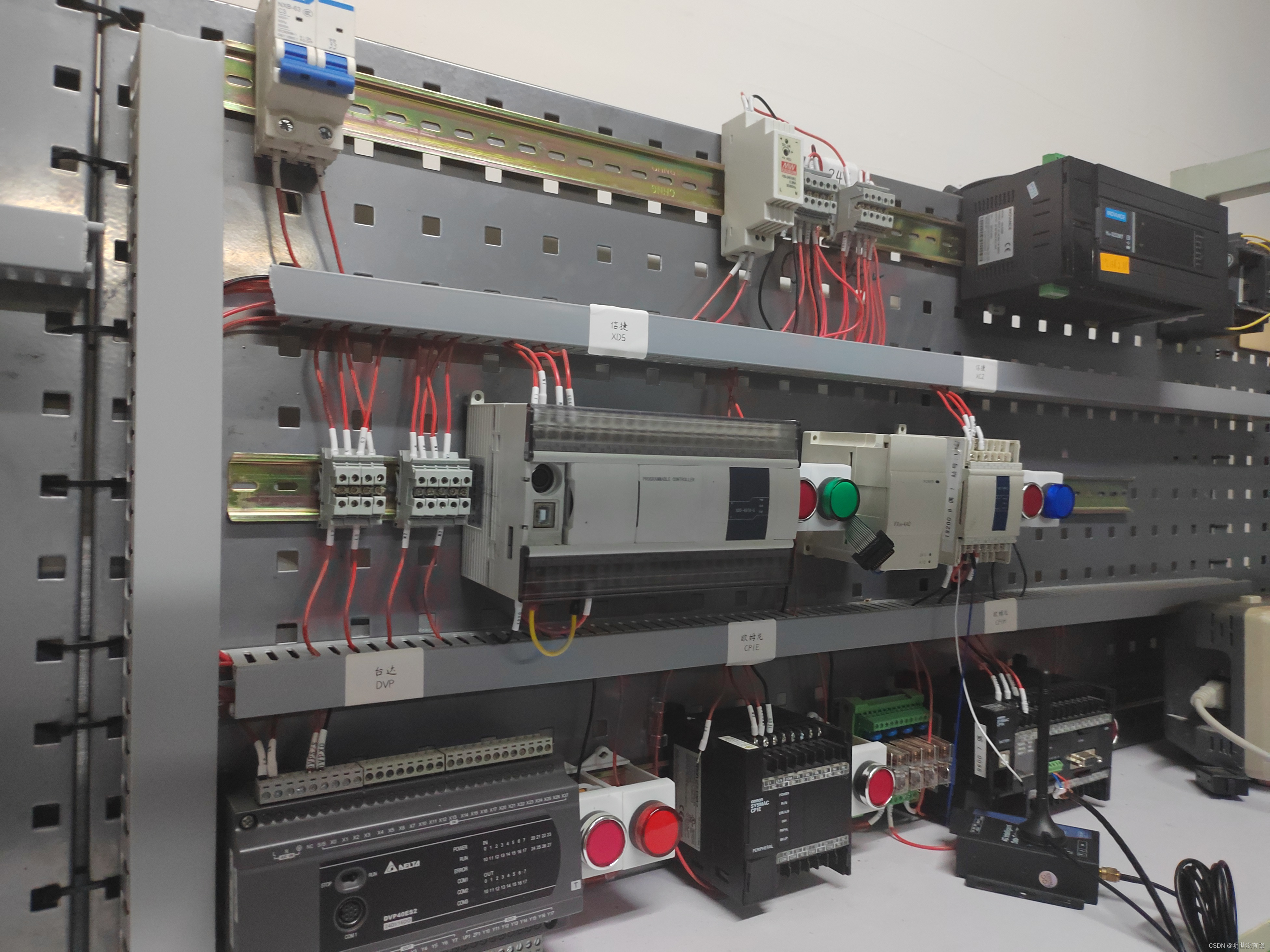
一、PLC 设备:
PLC 设备,通信来讲比较简单,原因是资料较多,采集模块某宝上有很多卖的,不建议自己开发,但是有很工控行业的大佬就是用上位机 类似于组态王这种,和PLC通讯,把里面的数据映射出来,再把数据通过数据库转出去,但是这种局限性比较大,大工厂局域网,设备较多可以用这种方式,再说只是大佬用这种方式,但是真正的大佬谁又愿意这样做呢,更多的还是倾向于模块采集,基本上的场景都能使用,主要是操作简单,不需要去写语言,不存在局限性的问题,现在很多采集模块通过MQTT直接可以对接第三方平台,不需要特别设置,非常方便。PLC采集它的难点在于 通信端口是否被占用,PLC 程序是否被加密以及我们采集的信息设备厂家能否提供点位地址等,这些也都有第三方手段采集来说相对简单。

三菱:FX系列,目前最常用的是FX3U,FX5U,Q系列,当然别的也可以通讯,FX3U下载口是RS422,8针圆孔的,这个大部分容易被占用,加BD模块或者ADP通讯模块,也可以加第三方一进二出系列的扩展模块,网口系列就不多说了,直接加交换机口可以通讯了
西门子:全系列基本上都是网口,被占用的话直接加交换机,有两种可能是串口,但是问题不大,走的西门子ppi协议,可以直接采集
台达,信捷,永宏,都是通过通讯口直接采集的,如果被占用的话,目前也很多第三方一进二出的扩展模块
截止目前采集的基本问题就是通讯口被占用,点表不能提供,但是都有解决办法,目前很多国内的PLC,国产仿三菱的,通讯口非常多,不存在不够用的问题
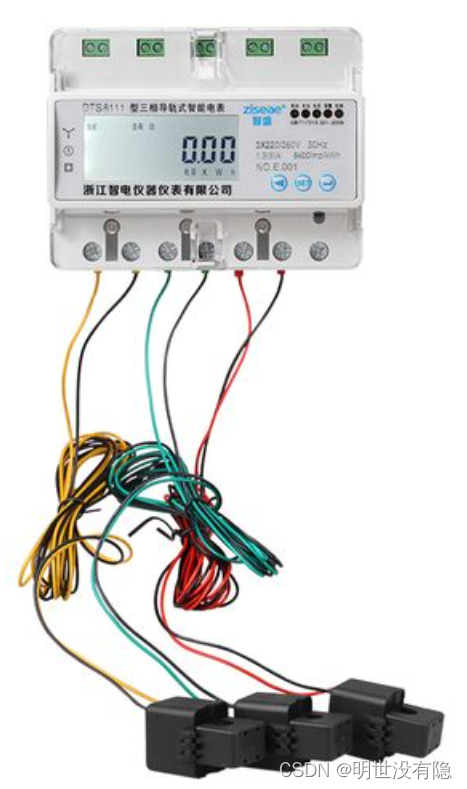
二、电气仪表
说起仪表,目前最常采集的是气表(油,液,气)通用的,特殊的除外,腐蚀性的除外,电表,水表等,温控仪表,可编程分段式电表啊等
气表协议:模拟量通讯,RS485通讯,高端点的还有HART协议
电表:通用的modbus协议,和DTL645协议
水表:通用协议就是modbus协议,CJ/T 188水表协议,
以上协议开放程度都比较高,公开协议,采集下来难度不到。

三、CNC设备:
CNC 设备采集比起PLC 难度要高很多首先是很多系统没有通信协议,这个就很麻烦,现在常见的 系统 发那科、西门子、三菱、哈斯、海德汉、马扎克、兄弟、等系统 只有发那科提供了开发用的SDK,其他系统资料都是较少,但是也不是没有解决方案
下面进行总结一下:
发那科 :使用官方提供SDK 进行开发
西门子:1.开通 OPCUA 授权后进行开发 2.使用S7 底层协议 不进行授权也可以进行采集开发
三菱:常见的系统是M70 M80 官方也是提供了开发包,而且也已经有人写出了Demo 开发起来也是比较容易。
哈斯:开发比较容易,一个串口助手就搞定了。
海德汉:1.开通18号授权 使用官方SDK 开发。2.直接采集PLC 采集设备状态
兄弟机:1.针对兄弟机可以使用官方提供dll 进行开发,2.使用官方提供的报文采集
马扎克:1.开通MTConnect 协议采集2.使用二次开发包进行采集
以上的采集方法大部分都是使用的C# 编程进行的采集,官方提供的SDK 很多也是只能运行再Windows 平台上,如果是局域网采集 采集安装再服务器上当然也没啥问题,相对也比较麻烦,但是如果使用采集盒子采集相对来说就比较简单了,RAM式的架构就能采集下来,某宝上也有比较成熟的盒子,可以直接采集。
四、注塑机

国内注塑机行业的大佬海天注塑机,占据了国内的注塑行业的半壁江山甚至是全球的半壁江山,一个海天注塑机就分了好多的种类的控制器,老点的弘讯,现在用的较多的科强,几百吨以上用的是科霸,每种都有对应的采集方式,目前国内也有几家是能搞定海天的采集
其实国内的还有很多品牌的注塑机,比如震雄,住友,伊之密,富强鑫等等,太多了
目前国内没有几家能全部搞定的,所以说采集之路还是很长,还得继续努力
五、机器手
机器人,机械手采集,比如ABB、安川、库卡、川崎、发那科、松下、那智、国内的有广数、汇川等,目前都是通过以太网通讯的,都有成熟且落地的解决方案。

目前工业领域的设备太多,只列取了九牛一毛中的0.1毛,欢迎各位大牛指导。
















 1019
1019











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











