






 文章详细描述了一个机械手的控制系统设计,该系统利用PLC进行控制,实现了包括上升、下降、旋转、抓取等复杂动作的自动化流程。通过行程开关进行位置感应,确保动作精确。设计包括启动、自动和手动模式,并提供了具体的步骤和动作顺序。
文章详细描述了一个机械手的控制系统设计,该系统利用PLC进行控制,实现了包括上升、下降、旋转、抓取等复杂动作的自动化流程。通过行程开关进行位置感应,确保动作精确。设计包括启动、自动和手动模式,并提供了具体的步骤和动作顺序。
- 课题概述:
机械手的概述:
机械手是在机械化、自动化生产过程中发展起来的一种新型装置。近年来,随着电子技术特别是电子计算机的广泛应用,机器人的研制和生产已成为高技术领域内迅速发展起来的一门新兴技术,它更加促进了机械手的发展,使得机械手能更好地实现与机械化和自动化的有机结合。
机械手虽然目前还不如人手那样灵活,但它具有能不断重复工作和劳动、不知疲劳、不怕危险、抓举重物的力量比人手大等特点,因此,机械手已受到许多部门的重视,并越来越广泛地得到了应用。
机械手通常应用于动作复杂的场合来代替人的反复的操作,从而节省人的劳动,普通继电器由于其体积和接口等各方面限制,经常被应用于动作简单的电气及流水线控制,而PLC以其可靠性高、抗干扰能力强;控制系统构成简单、通用性强; 编程简单、使用、维护方便;组合方便、功能强、应用范围广; 体积小、重量轻、功耗低等有点被广泛应用于类似机械手的控制动作复杂的场合,本设计正是以 PLC 控制为基础从而实现机械手的各种动作。
例如:
(1)机床加工工件的装卸,特别是在自动化车床、组合机床上使用较为普遍。
(2)在装配作业中应用广泛,在电子行业中它可以用来装配印制电路板,在机械行业中它可
以用来组装零部件。
(3)可在劳动条件差,单调重复易子疲劳的工作环境工作,以代替人的劳动。
(4)可在危险场合下工作,如军工品的装卸、危险品及有害物的搬运等。
(5)宇宙及海洋的开发。
(6)军事工程及生物医学方面的研究和试验。
机械手的工作方式:
机械手电气控制系统,除了有多工步特点之外,还要求有自动控制和手动控制等操作方式。工作方式的选择可以很方便地在操作面板上表示出来。当旋钮打向回原点时,系统自动地回到左上角位置待命。当旋钮打向自动时,系统自动完成各工步操作,且循环动作。当旋钮打向手动时,每一工步都要按下该工步按钮才能实现。本设计按要求只设计出单步和连续控制。
- 设计任务与要求:
1、机械手在原始位置,按下启动按钮,传送带 B 开始运行,机械手从右下向位置开始上升。2、机械手上升到上限行程开关位置,压动行程开关后,上升动作结束,机械手开始左旋。3、机械手左旋到左限行程开关位置,压动行程开关后,左旋动作结束,机械手开始下降。4、机械手下降到下限行程开关位置,启动行程开关后下降动作结束,传送带 A 启动。5、传送带 A向机械手下方向前进一个物品的距离后停止机械手开始抓物。6、机械手抓物,由手指上的行程开关控制抓紧程度,抓住结束后,机械手开始上升。7、机械手上升到上限行程开关位置,压动行程开关后,上升运动结束,机械手开始右旋。8、机械手右旋到右限行程开关位置,压动行程开关后,右旋动作结束,机械手开始下降。9、机械手下降到下限行程开关位置压动行程开关后,下降动作结束,机械手开始放下手中物品。10、机械手放物经过一个适当的延时,放物结束,一个工作循环完毕。
三、方案设计:
系统总组成图或功能图、软件流程图
1、PLC的I/O地址分配表
| 输入设备 | 输入点编号 | 输出设备 | 输出点编号 |
| 启动按钮 | X0 | 传送带A电动机 | Y1 |
| 左限行程开关 | X1 | 传送带B电动机 | Y2 |
| 右限行程开关 | X2 | 上升/下降单作用气缸 | Y3 |
| 上限行程开关 | X3 | 左旋/右旋单作用气缸 | Y4 |
| 下限行程开关 | X4 | 抓紧/松开单作用气缸 | Y5 |
| 推进物品距离检测 | X5 | ||
| 手指松紧度检测行程开关 | X6 |
- PLC 的 I/O 硬件接线图(用电子 CAD 软件画)
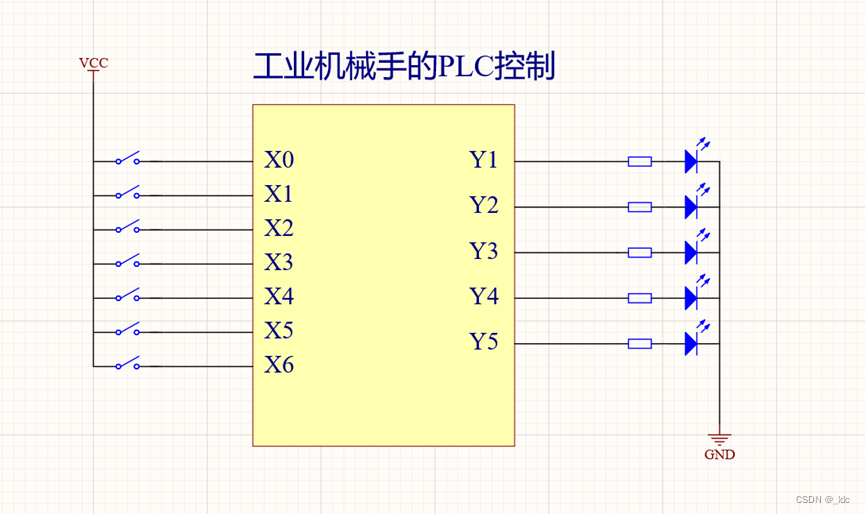
图1 工业机械手的I/O硬件接线图
3、画SFC图(用三菱或西门子编程软件画,截图清晰)

图2工业机械手的SFC图
4、画梯形图(用三菱或西门子编程软件画,截图清晰)

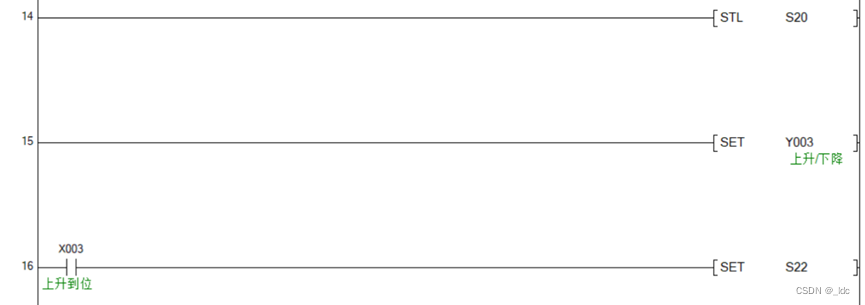

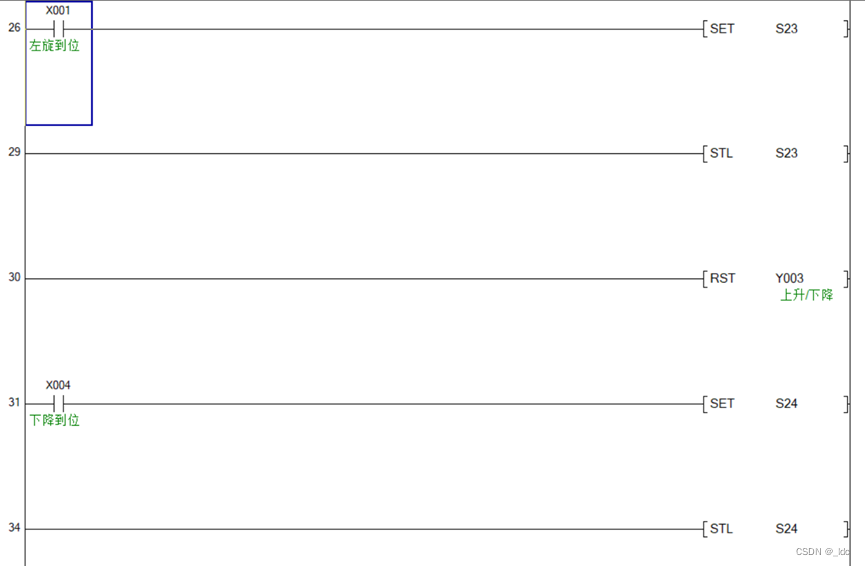
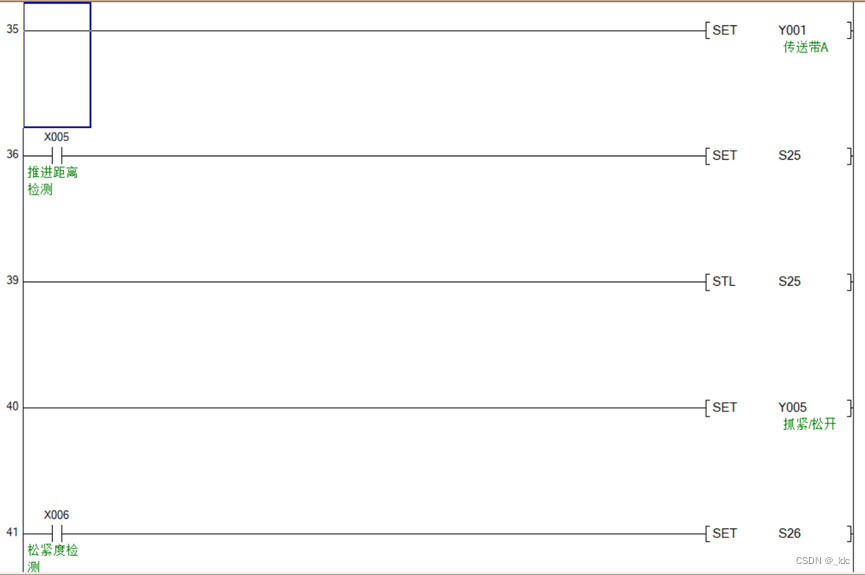
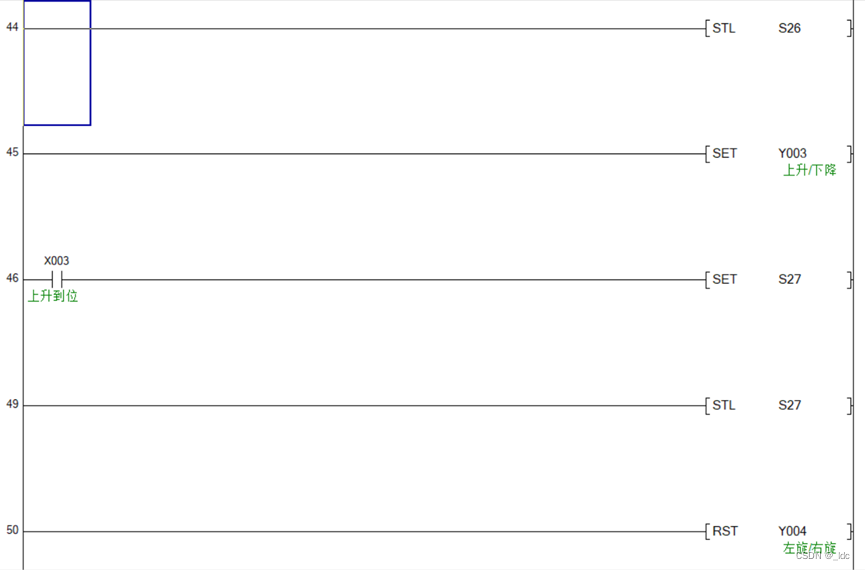
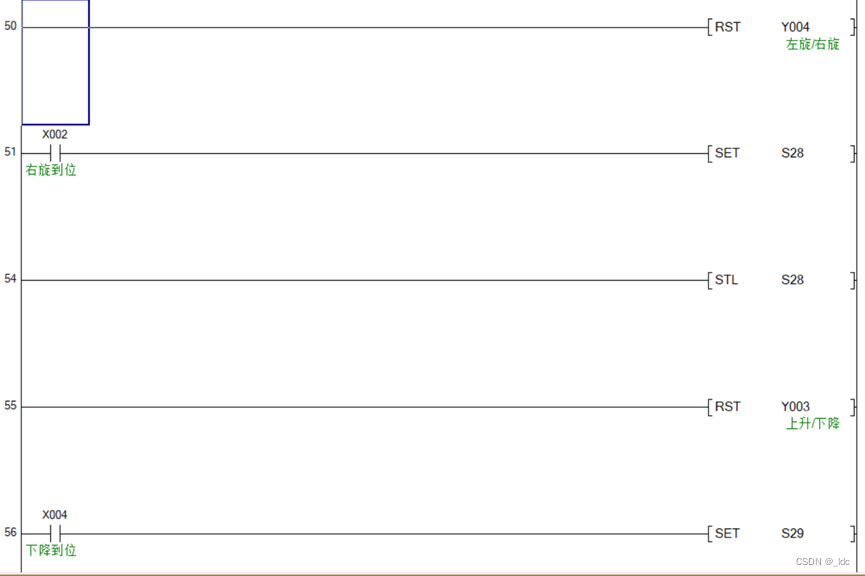
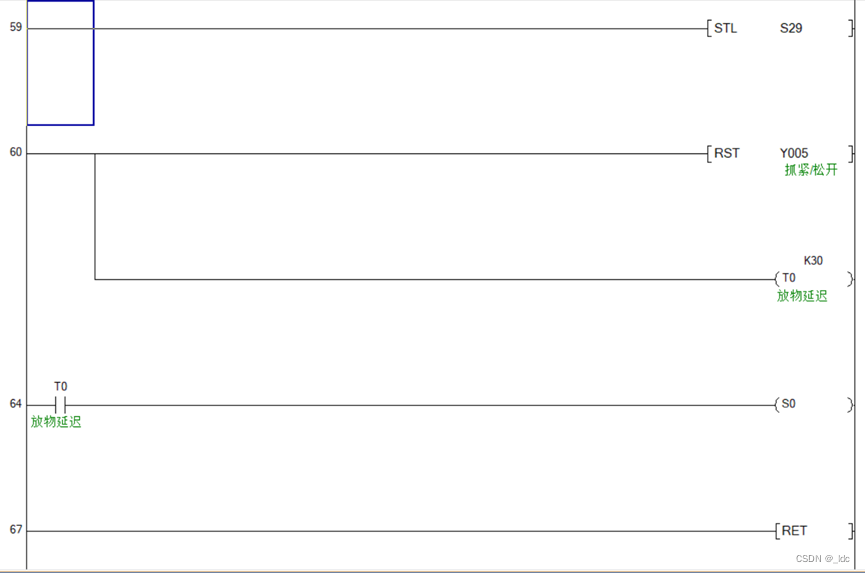

图3 工业机械手的梯形图
5、指令表程序(截图清晰)
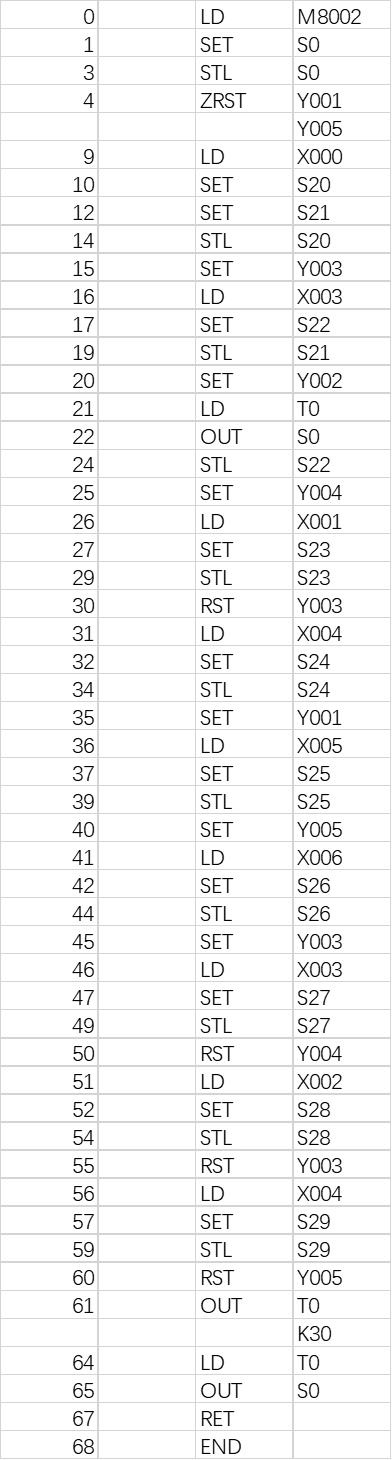
图4 工业机械手的指令表程序
四、上机调试程序:
按下X0表示启动装置, Y2启动传送带B电机,传送带B开始运行,Y3启动上升/下降单作用气缸,机械手开始上升,X3表示机械手上升到上限行程开关位置,压动行程开关后,上升动作结束,Y4启动左旋/右旋单作用气缸,机械手开始左旋。X1表示机械手左旋到左限行程开关位置,压动行程开关后,左旋动作结束,复位Y3机械手开始下降。X4表示机械手下降到下限行程开关位置,启动行程开关后下降动作结束,Y1启动传送带A电机,传送带A启动,传送带A向机械手下方向前进一个物品的距离(X5)后停止,机械手开始抓物(Y5),机械手抓物,由手指上的行程开关X6控制抓紧程度,抓住结束后,机械手开始上升,机械手上升到上限行程开关位置,压动行程开关后,上升运动结束,机械手开始右旋,机械手右旋到右限行程开关位置,压动行程开关后,右旋动作结束,机械手开始下降,机械手下降到下限行程开关位置压动行程开关后,下降动作结束,机械手开始放下手中物品,机械手放物经过一个适当的延时,放物结束,一个工作循环完毕。
五、结论与心得:
通过这次课程设计使我对PLC的设计及应用有了进一步的了解,对PLC产品的有关控制知识有了深刻的认识。通过理论联系实际,进一步提高了观察、分析和解决问题的能力。以便培养成为能够主动适应社会主义现代化建设需要的高素质的复合型人才。运用学习成果,把理论运用于实际,培养了我综合应用可编程控制器设计课程及其他课程的理论知识和应用生产实际知识解决工程实际问题的能力,为今后的学习和工作都打下了坚实的基础。
六、参考文献
[1]唐银,and 刘洋."浅谈工业PLC控制系统设计概述." 企业导报 .15(2012):287. doi:10.19354/j.cnki.42-1616/f.2012.15.202.
[2]秦涛.PLC在工业机械手自动化控制中的应用[J].集成电路应用,2022,39(04):164-165.DOI:10.19339/j.issn.1674-2583.2022.04.069.
[3]金薇.基于PLC的工业机械手控制系统设计[J].数字通信世界,2019(04):257.
[4]李世强,王霞.工业机械手自动化控制系统设计[J].自动化技术与应用,2022,41(10):1-3+14.DOI:10.20033/j.1003-7241.(2022)10-0001-04.
[5]杜凌欣,姚春革,林文钧.基于PLC控制的工业机械手设计[J].内燃机与配件,2019(07):219-221.DOI:10.19475/j.cnki.issn1674-957x.2019.07.113.


















 1万+
1万+

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











