







 本文介绍了ELINK注塑机数据采集网关,专为解决注塑机设备联网问题而设计,提供统一接口和标准化协议,支持多品牌注塑机,并详细阐述了其数据采集、网络设置、接线和消息转换功能。
本文介绍了ELINK注塑机数据采集网关,专为解决注塑机设备联网问题而设计,提供统一接口和标准化协议,支持多品牌注塑机,并详细阐述了其数据采集、网络设置、接线和消息转换功能。
ELINK注塑机数据采集网关是老马数据标志性产品,是一款专用的注塑机数据采集网关,旨在解决当前注塑机设备联网数据采集痛点,注塑机品牌繁多,设备无接口,或者协议不统一,有线网络施工难度大的问题,帮助客户快捷迅速采集到注塑机数据。
ELINK注塑机数据采集网关提供统一的标准化协议,所有机型使用统一标准变量命名,数据单位问题也已经处理,应用只需要对接一次,无需考虑机型问题,单位问题,客户即可自由选择ELINK注塑机数据采集网关已经适配的任意设备,提供wifi,4g,方便施工,可远程维护。
ELINK注塑机数据采集网关包括ELINK102和ELINK301,ELINK102适用串口注塑机控制器通信设备,ELINK301适用网口注塑机控制器通信设备,参数表一样,通过MQTT协议推送采集的数据,也提供opc ua服务
- ELINK102

- ELINK301

1 网关兼容注塑机控制器品牌
| 控制器品牌 | 控制器型号 | ELINK型号 |
|---|---|---|
| 弘讯 | 5530/5531/TECH580(双色,双色立式,三色,三色立式) | EL301 |
| 弘讯 | TECH1/TECH2/AK580/A380/AK668/CP6K/CP7K/PILOT3 | EL102 |
| 震雄 | Ai01/Ai02/Ai11/Ai12/CPC03/CPC06/CPC07/CPC09/MPC6/MPC7 | EL102 |
| 宝捷信 | PS860/PS660/PS560/MS300/MS500/MS700/ML系列/MK系列 | EL102 |
| 伊士通 | IA621/A501/A701/A921/IV3100/IV3200/HTAO7Y | EL102 |
| 科强 | T6F3/T6F5/A6T5/TECHTOP3/T6H3/TECHTOP5 | EL102 |
| 盟立 | 9118 MX1 MK300/500/380/580 | EL301 |
| 麦格米特 | MCP6000,MPC303,MPC600 | EL102 |
| KEBA | 1075/CP051/CP052/CP053/CP054 | EL301 |
| 东芝 | V7/V8/V9/TS1000 | EL301 |
| 日精 | (目前仅spc) | EL301 |
| 日钢jsw | J100ADS /AD (仅spc) | EL301 |
| 发那科 | ROBOSHOTα-iA(仅spc) | EL301 |
| 长飞亚 | 需要开通opc 协议 | EL301 |
| 东华贝加莱 | 需要开通modbusTcp协议 | EL301 |
| 住友 | 需要开通socket协议/em77协议 | EL301 |
| 亚启 | 需要开通opc ua协议 | EL301 |
| 恩格尔 | 需要开通EM63或者EM77 协议 | EL301 |
2 采集数据列表
所有控制器使用统一变量命名,温度,注射,熔胶,开合模等段数以实际为准。
2.1 过程数据
过程数据spc,也叫生产监测数据,是生产一模产品的关键监测变量,生产一模会推送一条
Mqtt 主题: Mqtt前缀/deviceId/spc
消息
{
"devId": "xrlht-05",
"topic": "spc",
"time": "2023-11-03 14:09:21",
"timestamp": 1698991761000,
"Data": {
"CNT": 1,
"CYCN": 1273,
"ECYCT": 21.67,
"EFCHT": 5.34,
"EIPM": 88,
"EIPSE": 7.9,
"EIPSMIN": 5.6,
"EIPT": 1.66,
"EISS": 26.2,
"EIVM": 43,
"EMOS": 229.2,
"EOT": 34,
"EPLSPM": 53,
"EPLST": 1.15,
"ESIPP": 87,
"ESIPS": 6,
"ESIPT": 0.66,
"ET1": 274,
"ET2": 265,
"ET3": 260,
"ET4": 250,
"ET5": 245,
"ET6": 0,
"ET7": 0
}
}
| 变量 | 字典 | 注释 |
|---|---|---|
| 模数 | CYCN | Cycle number |
| 周期时间 | ECYCT | cycle time |
| 射出起点 | EISS | inj stroke start |
| 最大射速 | EIVM | inj V max |
| 最大射压 | EIPM | inj speed max |
| 转保压时间 | ESIPT | Switch Inj pack time |
| 转保压压力 | ESIPP | Switch Inj pack press |
| 转保压位置 | ESIPS | Switch Inj pack stroke |
| 射出时间 | EIPT | Inj time |
| 射出终点位置 | EIPSE | E inj stroke end |
| 储料时间 | EPLST | Plast time |
| 储料终点 | EPLSSE | PLast stroke end |
| 最大储料压力 | EPLSPM | Plast press max |
| 生产温度 | ET10 |
2.2 温度(实时数据)
实时数据包括温度,操作模数,生产状态,定时推送,默认20s,可以自定义修改
Mqtt 主题:Mqtt前缀/deviceId/realtime
消息
{
"devId" : "xrlht-05",
"topic" : "realtime",
"time" : "2023-11-03 14:11:54",
"timestamp" : 1698991914000,
"Data" : {
"OPM" : 3,
"STS" : 2,
"OT" : 34,
"T1" : 273,
"T2" : 265,
"T3" : 260,
"T4" : 250,
"T5" : 245,
"T6" : 0,
"T7" : 0
}
}
| 变量 | 字典 | 注释 |
|---|---|---|
| 运行模式 | OPM | Operate Mode |
| 0:手动 | ||
| 1:半自动 | ||
| 2:电眼自动 | ||
| 3:时间自动 | ||
| 4:调模使用 | ||
| 状态 | STS | 1:待机 2:生产 |
| 温度 | T1 …T10 | |
| 油温 | OT |
2.3 工艺数据
工艺数据是调机参数,事件触发,有工艺员调机,参数变化才会推送,推送所有工艺
简写P 压力,V 速度,S位置 Mqtt 主题: Mqtt前缀/deviceId/tech
所有工艺整体变化推送,以下是部分消息
{
"devId": "xrlht-05",
"topic": "tech",
"time": "2023-11-03 11:21:16",
"timestamp": 1698981670000,
"Data": {
"TS1": 275,
"TS2": 265,
"TS3": 260,
"TS4": 250,
"TS5": 245,
"TS6": 25,
"TS7": 25,
"IS1": 18,
"IS2": 13,
"IS3": 10,
"IS4": 8,
"IS5": 6,
"IP1": 90,
"IP2": 95,
"IP3": 95
......
}
}
| 变量 | 字典 | 注释 |
|---|---|---|
| 设定温度 | TS1 …TS10 | 一段到十段 |
| 注射压力 | IP1 … IP10 | |
| 注射速度 | IV1 … IV10 | |
| 注射位置 | IS1 … IS10 | |
| 注射时间 | IT1 … IT10 | |
| 注射按时间 | ITUSE | 1时间注射,0 位置注射 |
| 注射按位置 | ISUSE | 1 位置注射,0 时间注射 |
| 保压切换时间 | IPT | |
| 保压切换位置 | IPS | |
| 保压切换压力 | IPP | |
| 保压压力 | PP1 … PP10 | |
| 保压速度 | PV1 … PV10 | |
| 保压时间 | PT1 … PT10 | |
| 储前射退距离/位置 | SBS1 | |
| 储前射退时间 | SBT1 | |
| 储料限时 | PLLT | |
| 储料转速 | PLV1 … PLV10 | |
| 储料压力 | PLP1 … PLP10 | |
| 储料背压 | PLBP1 … PLBP10 | |
| 储料位置 | PLS1 … PLS10 | |
| 射退速度 | SBV2 | |
| 射退压力 | SBP2 | |
| 射退距离/位置 | SBS2 | |
| 射退时间 | SBT2 | |
| 冷却时间 | CT | |
| 合模速度 | MCV1 … MCV10 | |
| 合模压力 | MCP1 … MCP10 | |
| 合模位置 | MCS1 … MCS10 | 弘讯控制器显示不一致,有曲轴校准关系 |
| 开模速度 | MOV1 … MOV10 | |
| 开模压力 | MOP1 … MOP10 | |
| 开模位置 | MOS1 … MOS10 | 弘讯控制器显示不一致,有曲轴校准关系 |
| 顶进延迟时间 | EFDT | |
| 顶进速度 | EFV1 … EFV3 | |
| 顶进压力 | EFP1 … EFP3 | |
| 顶进位置终点 | EFS1 … EFS3 | |
| 顶退延迟时间 | EBDT | |
| 顶退速度 | EBV1 … EBV3 | |
| 顶退压力 | EBP1 … EBP3 | |
| 顶退位置终点 | EBS1 … EBS3 | |
| 中子模式 | CP1M…CP4M | Core pull mode,0 不用,1 中子,2 绞牙 |
| 中子进位置 | CPI1S…CPI4S | |
| 中子进压力 | CPI1P…CPI4P | |
| 中子进速度 | CPI1V…CPI4V | |
| 中子进时间 | CPI1T…CPI4T | |
| 中子退位置 | CPO1S…CPO4S | |
| 中子退压力 | CPO1P…CPO4P | |
| 中子退速度 | CPO1V…CPO4V | |
| 中子退时间 | CPO1T…CPO4T | |
| 座进压力 | CFP1…CFP2 | |
| 座进速度 | CFV1…CFV2 | |
| 座进位置 | CFS1…CFS2 | |
| 座进时间 | CFT1…CFT2 | |
| 座退压力 | CBP1 | |
| 座退速度 | CBV1 | |
| 座退位置 | CBS1 | |
| 座退时间 | CBT1 | |
| 座退延迟时间 | CBDT1 |
2.4 操作日志
操作日志是调机日志,事件触发,有工艺员调机,参数变化才会推送,只推送变化的参数
Mqtt 主题: Mqtt前缀/deviceId/opLog
varId: 变量id
lastValue:修改前的值
value:修改后的值 例如SIPS(注射保压切换时间)从37改为37.5 会推送一条如下消息
{
"devId" : "5",
"time" : "2022-12-09 12:09:48",
"timestamp" : 1670558986000,
"Data" : {
"varId" : "SIPS",
"value" : 37.5,
"lastValue" : 37,
"modifyTime" : "2022-12-09 12:09:46"
}
}
2.5 警报记录 (目前只支持弘讯AK系统,TECH系列, 盟立9118)
警报记录是事件触发,有报警产生或者结束才会推送
Mqtt 主题: Mqtt前缀/deviceId/wm
wmId 警报id
wmMsg:警报内容
wmTime:警报时间
例如:安全门未关警报出现会推送一条如下消息:
{
"devId" : "6",
"time" : "2022-12-09 16:42:23",
"timestamp" : 1670575342000,
"Data" : {
"wmId" : 2,
"wmMsg" : "安全门未关",
"wmTime" : "2022-12-09 16:42:22"
}
}
警报消失会推送一条如下消息:
{
"devId" : "6",
"time" : "2022-12-09 16:42:23",
"timestamp" : 1670575342000,
"Data" : {
"wmId" : 0,
"wmMsg" : "",
"wmTime" : "2022-12-09 16:42:22"
}
}
3 ELINK注塑机数据采集网关设置
ELINK注塑机数据采集网关所有设置均在web页面操作。
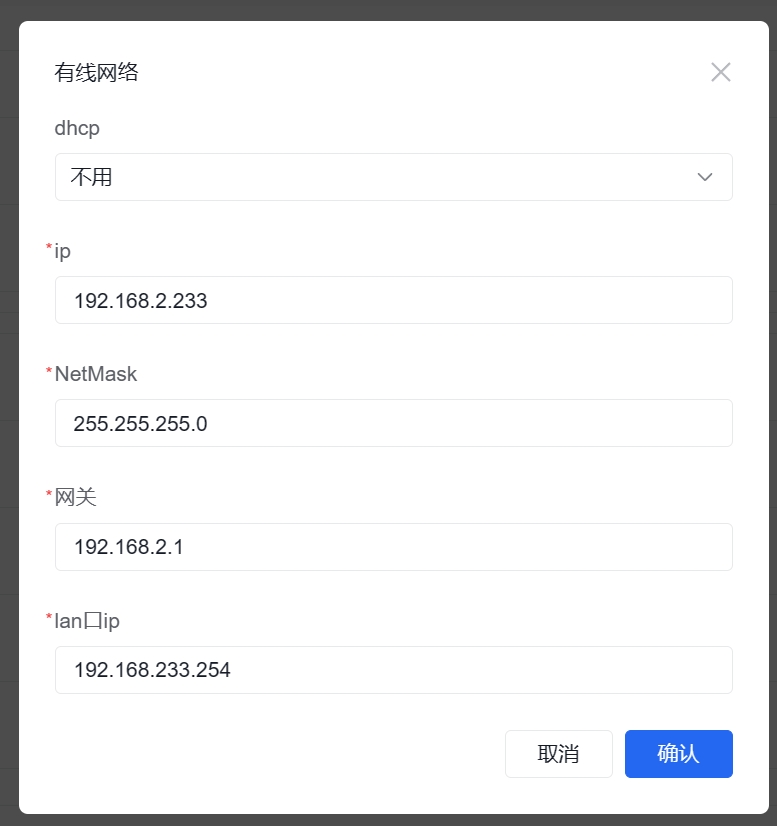
3.1 网络设置
用默认ip 192.168.1.233 登录后首先需要设定网络,4g,wifi,或者有线网络。
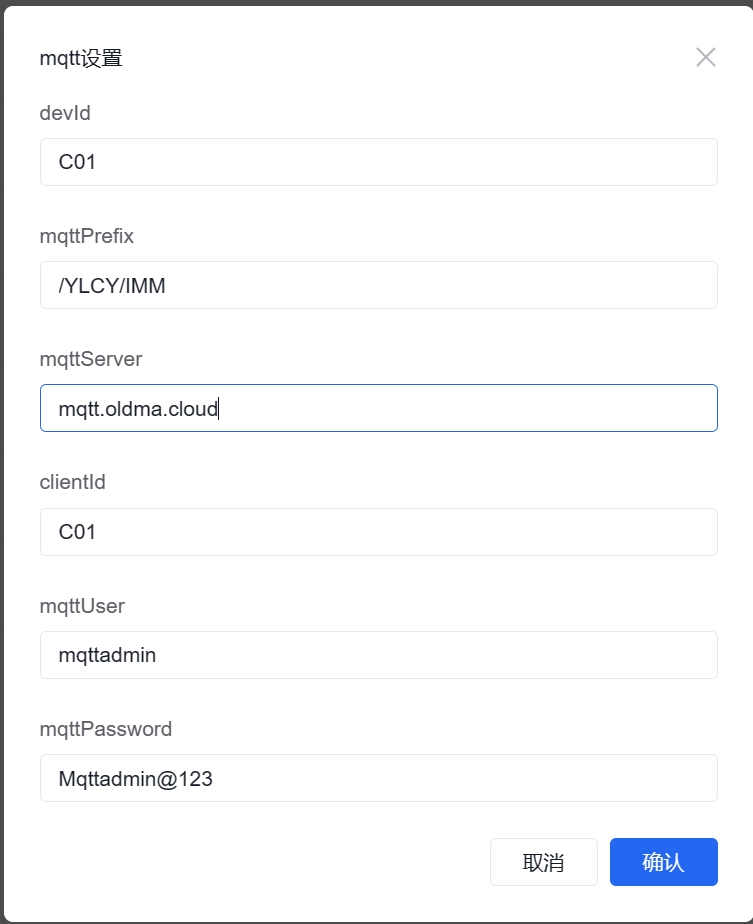
3.2 mqtt设置
设置ELINK注塑机数据采集网关数据推送的mqtt 服务器,设备ID等。
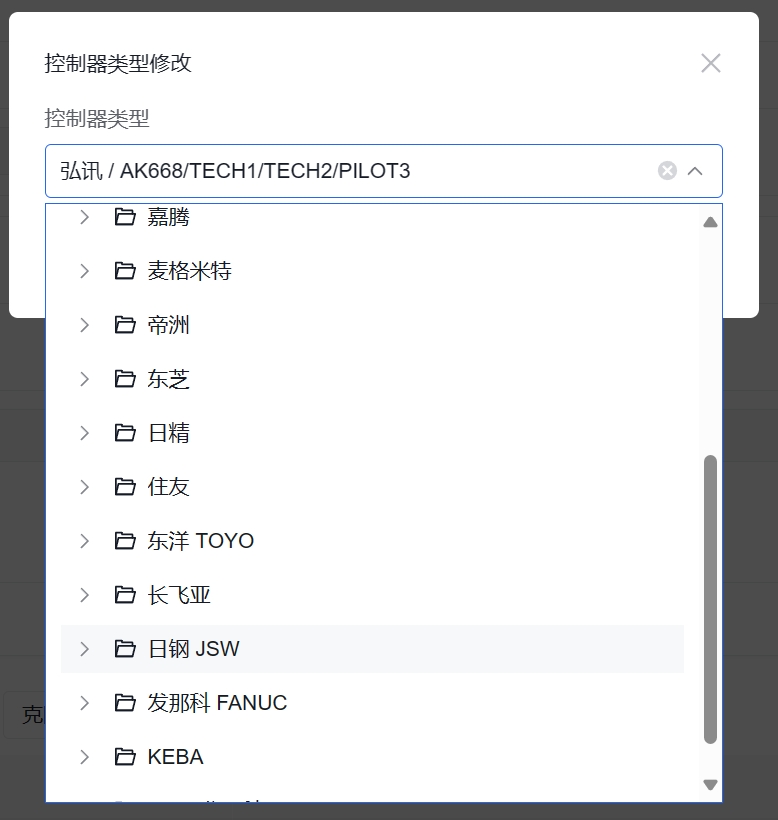
3.3 注塑机控制系统机型选择
下拉框选择ELINK注塑机数据采集网关接入的机型
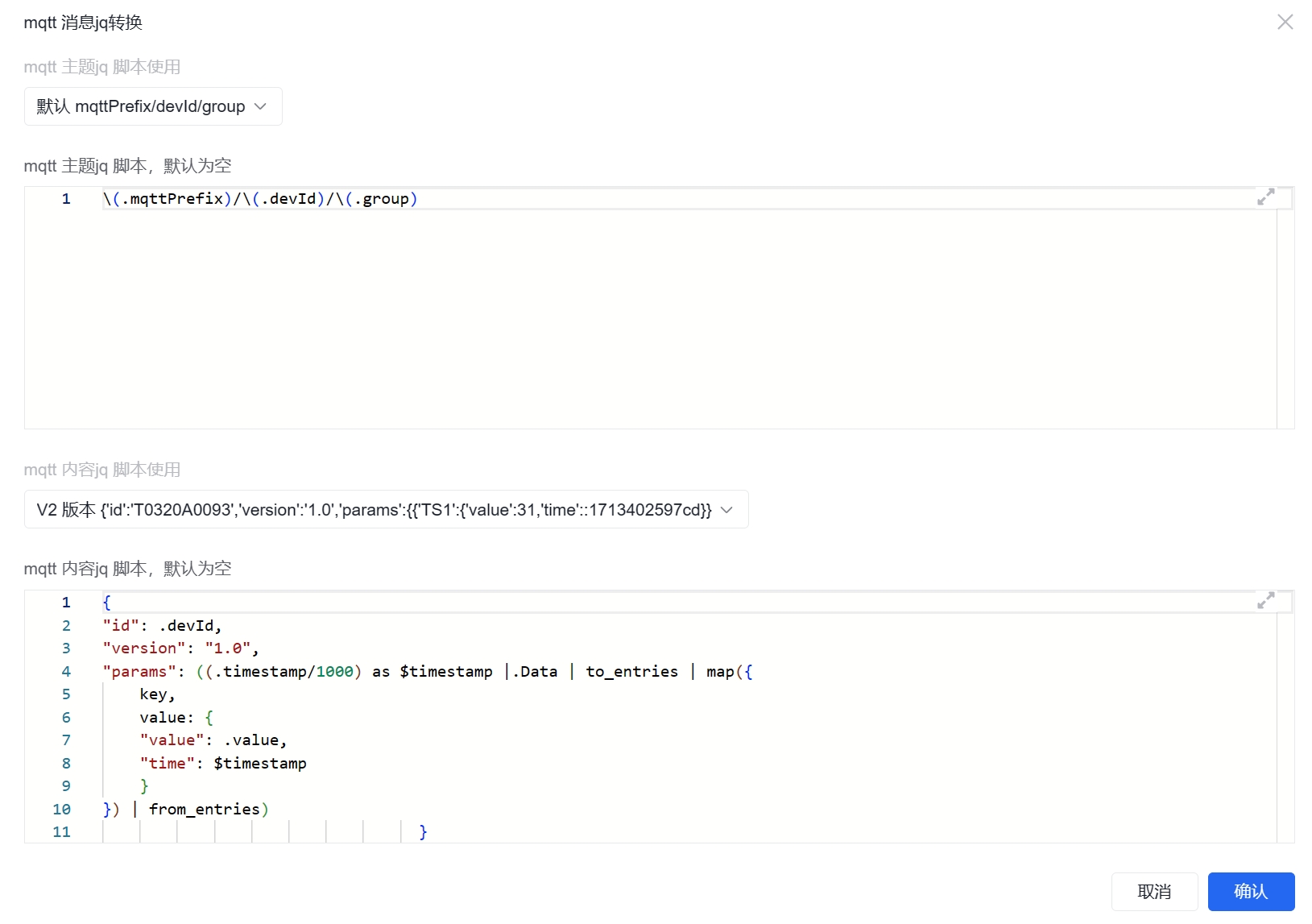
3.4 mqtt 消息主题重写
ELINK注塑机数据采集网有强大的消息转换能力,支持jq脚本转换,可以实现任意json消息格式和主题
4 ELINK注塑机数据采集网关接线
控制器类型不一样,接线方式,配线有所差异,以下是常见型号接线示意图

版权所有 老马数据 oldma.cloud

















 1601
1601

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









