






基于S7-1200 PLC和Wincc组态的定点机械手臂控制系统
带解释的梯形图程序,接线图原理图图纸,io分配,组态画面
ID:7658670105593708
在现代工业自动化领域,机械手臂控制系统广泛应用于各个领域,为许多生产线的高效运作提供了重要支持。本文将围绕基于S7-1200 PLC和Wincc组态的定点机械手臂控制系统展开讨论,重点介绍其梯形图程序、接线图原理图、io分配和组态画面等方面。
首先,我们来介绍一下S7-1200 PLC和Wincc组态软件。S7-1200 PLC是西门子公司推出的一款高性能、可靠稳定的可编程逻辑控制器,它具有强大的数据处理和逻辑控制能力,可实现对机械手臂的准确控制。而Wincc组态软件是西门子公司开发的一套用于人机界面设计和监控的软件,通过其直观的图形界面,操作人员可以方便地对机械手臂进行监控和控制。
针对基于S7-1200 PLC和Wincc组态的定点机械手臂控制系统,我们首先需要设计梯形图程序。梯形图程序是一种基于逻辑门电路的编程语言,它通过逻辑判断和运算来实现对机械手臂的控制。在本系统中,梯形图程序需要对机械手臂的运动轨迹、速度和力度等进行详细的设定和控制。通过合理的梯形图程序设计,可以确保机械手臂能够准确、高效地完成各项操作任务。
其次,我们需要制作接线图原理图。接线图原理图是对整个系统的电气连接进行清晰而详细的展示,它包括了PLC、机械手臂、传感器和执行器等各个组件之间的连接方式和电气参数。通过接线图原理图,工程师可以迅速了解系统的整体结构,并能够进行有效的故障排查和维护工作。
在实际应用中,io分配是一个非常重要的环节。io分配是指将机械手臂所需的输入输出信号与PLC的输入输出模块进行相应的配对工作。通过合理的io分配,可以实现机械手臂对外部环境的感知和控制。在本系统中,io分配需要根据机械手臂的具体功能要求进行精确的配置,确保系统的稳定和可靠性。
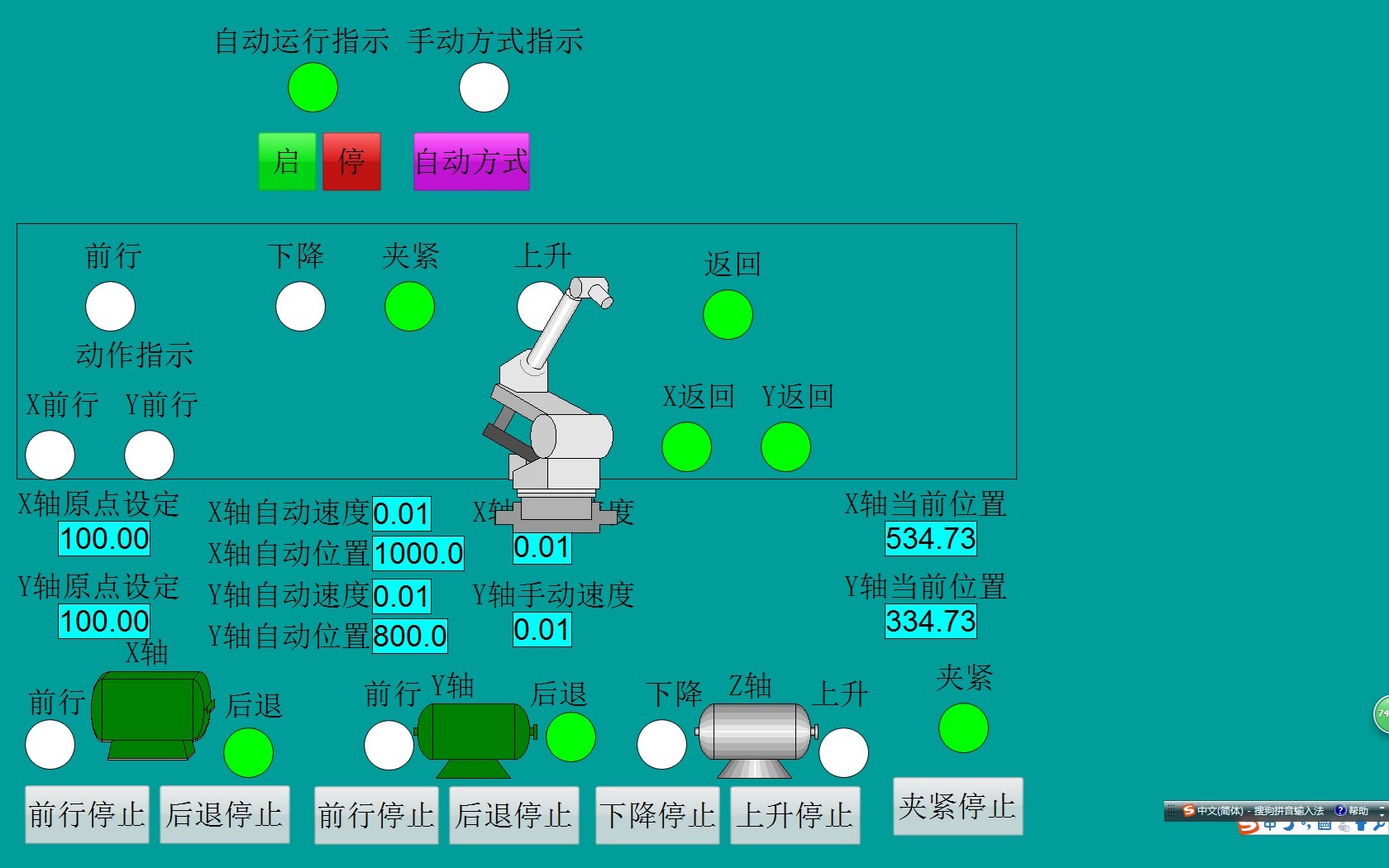
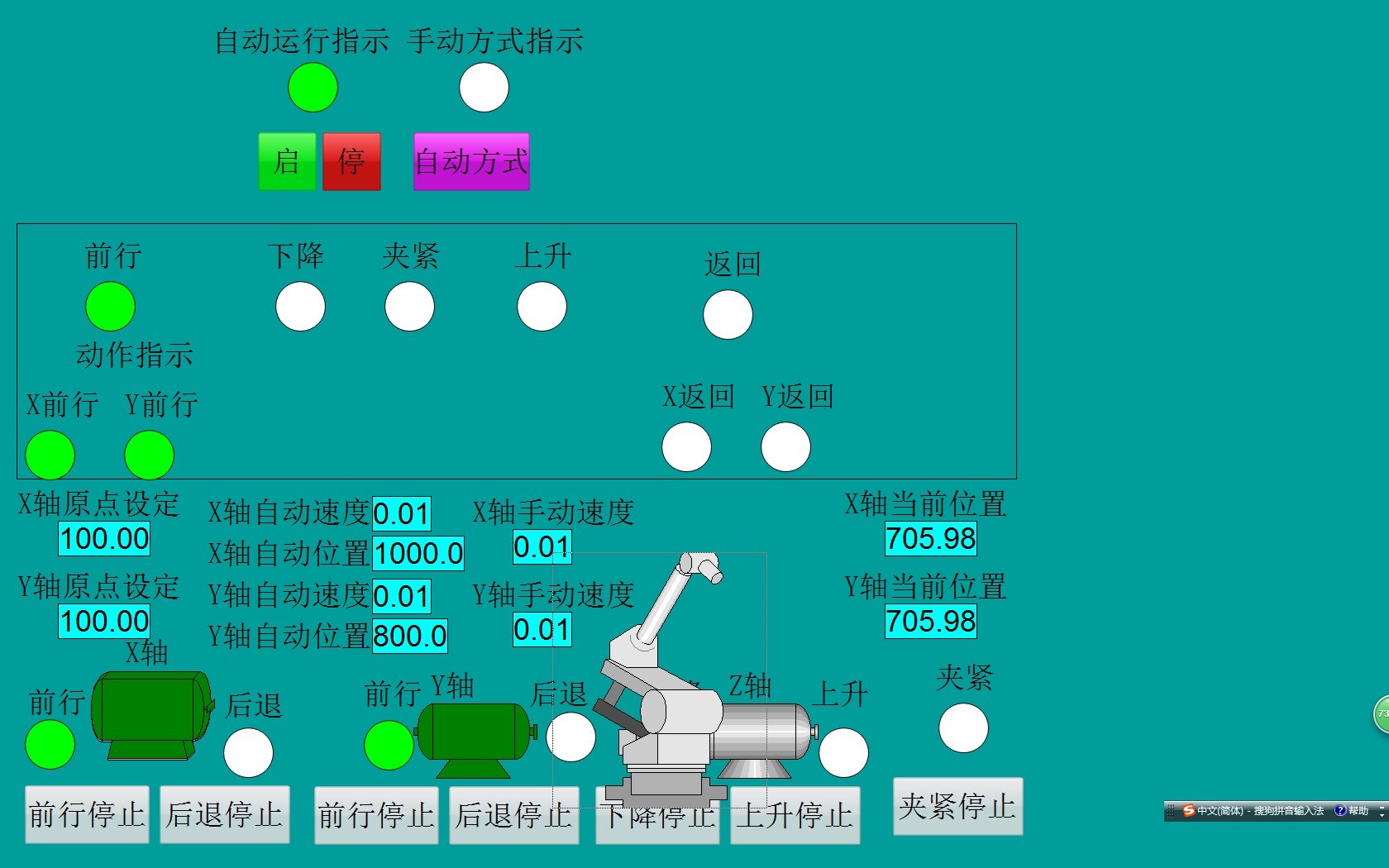
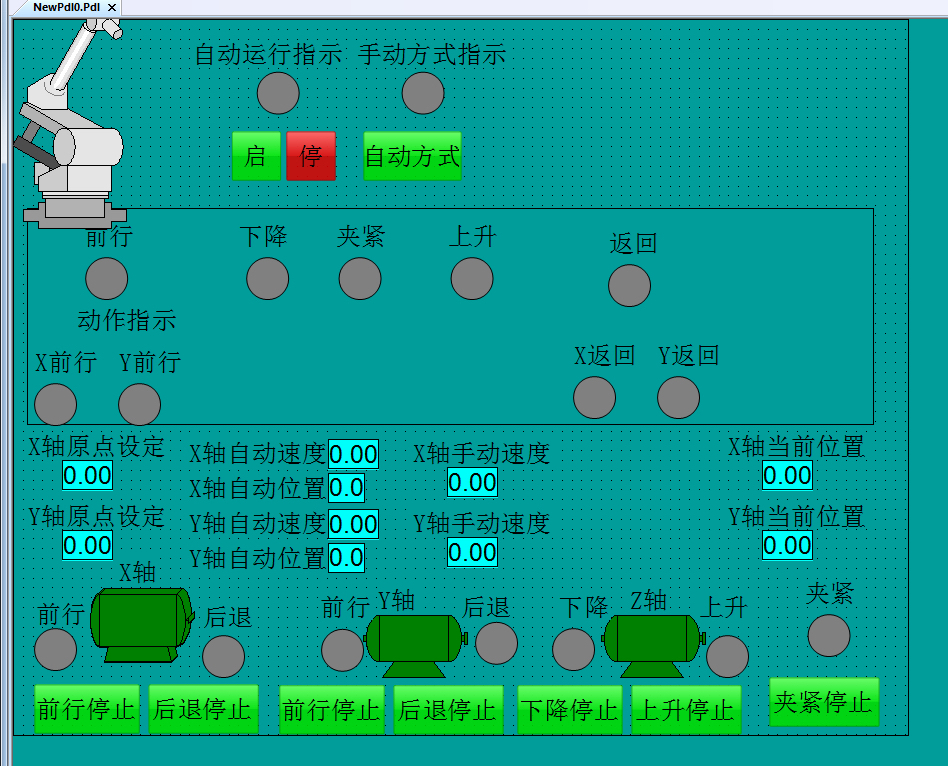
最后,我们需要设计组态画面。组态画面是Wincc组态软件的核心功能之一,它通过直观的图形界面对机械手臂进行监控和控制。通过组态画面,操作人员可以清晰地了解机械手臂的运行状态、实时数据和报警信息,并可以通过交互界面进行相应的控制。在本系统中,组态画面需要根据机械手臂的具体功能和需求进行精心设计,使操作人员能够轻松而高效地操作机械手臂。
总而言之,基于S7-1200 PLC和Wincc组态的定点机械手臂控制系统是一种高效、可靠的自动化解决方案。通过合理的梯形图程序、接线图原理图、io分配和组态画面设计,可以实现对机械手臂的精确控制和高效监控。这种系统可以广泛应用于工业生产线、仓储物流、医疗设备等领域,为企业提供了重要的技术支持和生产效率提升。相信在未来的发展中,基于S7-1200 PLC和Wincc组态的定点机械手臂控制系统将会得到更广泛的应用和推广。
以上相关代码,程序地址:http://wekup.cn/670105593708.html


















 2126
2126

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









