







摘 要
激光切割雕刻机是集激光技术、机床、自动化控制为一体的高集成度的现代化设备,作为高新技术集合体,与传统的机加工方式相比,激光切割雕刻机加工的工件精度高、且刀头不接触工件,所以在提高材料利用率的同时,危险性较传统机床也更低。在一些特定领域,采用激光加工技术可以降低产品成本,提高企业效益。所以对制造业来说,激光切割是一种重要的加工方式。
关键词:光、机、电一体化; 激光切割控制系统; 二氧化碳激光
1 激光切割机所能实现的两种功能及特点
1.1 激光切割
采用激光切割技术切割金属板材时,由于对板材无作用力,且热形变很小,所以适合切割精度要求较高的零件。

图2.1激光切割薄钢板示意图

图2.2激光切割样品图
激光切割术的加工原理是用凸透镜将激光器发出的激光束聚焦在工件表面上产生的高温使工件表面融化或气化,在由激光头处喷出的辅助气体将残留物吹走从而达到切割工件的目的。
激光切割技术具有以下优点:
1、在加工精度要求较高的工件时,加工效果较好。
2、切缝窄:激光束经过聚焦镜聚焦后,加工部位的温度瞬间升至上千摄氏度,工件材料瞬间融化或气化,蒸发后形成切缝。由于焦点小,加工速度快,切缝的宽度往往能达到0.3mm以内。
3、切割面完整:由于激光在切割工件时,刀头并不直接作用于工件表面,无切削力作用,所以能做到切割面无毛刺。
4、加工速度快:直线切割速度可达700mm/s,相比线切割,激光切割的速度明显更快。
5、工件加工质量好:刀头与工件无接触,不划伤工件,加工速度快切面受热形变量小,加工精度高,基本一次成型,不需要重复加工。
6、可加工材料广泛:激光可根据激光器种类的不同可以对钢板、铝合金板、木板、布料、皮革和有机玻璃等进行加工。
7、节约成本:加工零件时,相比于冲压加工,激光切割不需要配套模具,无须修理模具,降低了生产成本,适合钣金件的加工。
8、缩短产品制造周期:新产品研发时,随时会改动,激光切割技术可在电脑端随时改,随时加工,极大的节约了时间。
2 导轨的选择
直线导轨的种类有三种:1、滚轮直线导轨2、圆柱直线导轨3、滚珠直线导轨。在数控机床中选择合适的导轨来支撑和引导运动部件是十分重要的。[[[7] 陈树明.激光切割技术现状及发展[J].济南:锻压机械,2002.2:3-5]]其中,滚珠直线导轨由于具有诸多特点,在数控机床研发领域得到的大量运用。
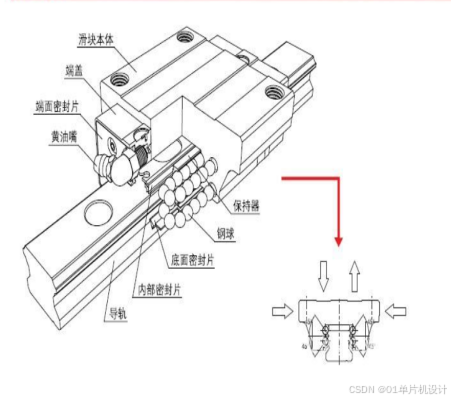
图5.1滚动直线导轨结构图
滚珠直线导轨自1970年出现以来, 逐步改进迭代进而形成了一种具有结构简单、摩擦力小、定位精度高及精度保持性好等优点的滚动支承机构。它的特性主要有;摩擦特性:滚珠直线导轨副的摩擦因数一般控制在0.002 到0.005之间,而滑动导轨则要高出50倍左右。在速度变化时,摩擦力因数稳定,采用滚珠直线导轨的机床运动速度更快也更加灵活,在高速运作下仍十分平稳,所以特别适合激光切割机这种高精度加工机床。
运动特性:
由于滚珠直线导轨副的摩擦力极小,在采用施加预加载荷的方法来消除滑块和导轨之间的间隙,提高整体运动精度。
寿命特性:
在滑动导轨中,由于金属间的摩擦力作用,经过一段时间的使用后,精度难以维持。相反,滚珠直线导轨由于采用滚珠进行支撑,与导轨的接触面小,磨损较小,故能长期维持精度。由于使用的润滑油也很少,这使得在机床的的养护变得容易,避免了灰尘沾上油污后造成的设备精度下降。
承载特性:
滚珠直线导轨具有较好的承载性能,可以承受承受多个方向的力矩,具有很强的适用性。
驱动特性:
由于滚动直线导轨摩擦阻力小,所以可使动力机构小型化,降低设备功耗,提高机床效率。
互换特性:
传统的滑动导轨出现精度下降时,必须对导轨面进行刮研,繁琐切成本较高。而滚珠导轨具有互换性,在出现故障时,只需更换滑块或导轨或整个滚珠直线导轨即可。
经济特性
滚珠直线导轨成本低廉,高精度的滚珠直线导轨在几十到上百元不等。另外,滚珠直线导轨具有的互换性,采购十分方便。
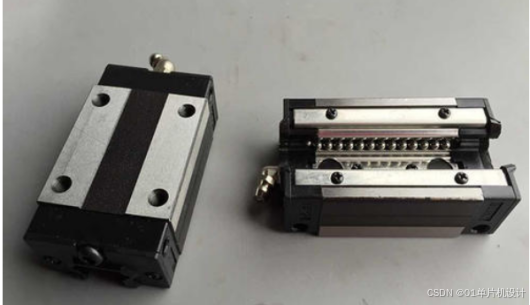
图5.2滚珠直线导轨的滑块实物图
3 控制系统设计
3.1 机床控制系统总体方案
由电脑端将所要加工的图形导入操作系统后,激光切割机的运动控制卡输出电信号控制步进电机驱动器驱动步进电机工作,带动激光头按设计路径行走达到切割待加工材料的目的。
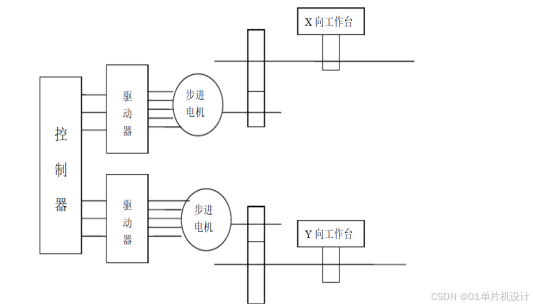
图11.1系统总体原理图
3.2 激光切割机控制系统选择
激光切割雕刻机是集激光技术、机床、自动化控制为一体的高度集成的现代化设备,它的科技含量很高,与传统的机加工相比,激光切割雕刻机的加工精度更高、且刀头不接触工件,所以在提高材料利用率的同时,危险性较传统机床更低。
属于板卡控制系统,也可集成至电脑端,利用软件控制模拟信号传输,属于完全开元系统。
2、泊楚系统
泊楚系统是针对激光设备研发而开发的一系列激光切割机系统,是针对2000W以下小功率激光切割机开发的非闭环开元系统,操作简单、界面整洁、支持多种图片格式、价格较低、功能多样,在900W以内的小功率激光切割机上,是当前最合适的配置。
3、德国PA8000系统
多用于五轴或多轴数控机床,功能比较丰富,操作较灵活。
4 结 论
在本次的激光切割机毕业设计中,我基本完成了对数控激光切割机的设计。我做的工作如下:将实习期间积累的知识与各类激光切割机设计研发的书籍资料相结合,完成了对激光切割机组成部分的构思、机械结构的设计、主要设计参数的计算、零部件的选型和数控系统的选择等内容。并且,对激光切割机的主体外壳及零部件进行了三维建模和装配。本次设计的激光切割机是以运动控制卡为控制核心,以步进电机为驱动电机,以激光管和激光头为执行元件的一个数控加工系统。
近年来,国内的激光切割机产品虽在不断迭代,但仍落后于国外厂商,大部分产品依旧采用几年前甚至十几年前的技术。在一些需要设备加工精度较高的领域,仍要耗费大量资金从国外引进激光切割设备。因此,新一代高效率激光器的研发、数控系统的优化和设备的结构优化是我国科研工作者的目标,我国的激光切割机设备的创新研发仍任重道远。
综合设计实际需要,选择泊楚CypTube激光切割控制系统作为控制系统。
11.3泊楚CypTube激光切割控制系统功能介绍
1、支持多种软件输出格式的导入,如CAD、AI等。
2、支持回转体的切割及雕刻。
3、可断点续雕。
4、自动割缝补偿。
5、可根据需求区分内外模。
6、支持自动排版和手工排版功能,可设置加工次序。
7、支持走边框。
8、支持激光切割、激光打孔、激光打标依次进行。
9、强大的材料库功能,可存储工艺参数供下次使用。
10、可从任意位置开始加工。
11、支持远程控制。
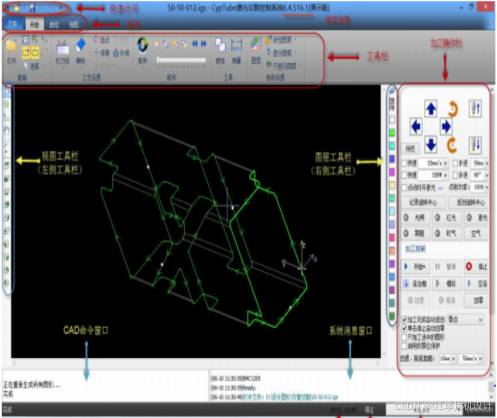
图11.2泊楚激光切割控制系统操作界面图
13激光切割机安全操作注意事项
1、遵守数控机床安全操作规程;
2、激光切割机操机前应参加专业培训,熟悉设备的结构、性能以及操作流程后才可使用设备;
3、穿戴防护用具,调光时眼睛不可与激光束水平,以免灼伤;
4、分清材料是否可以加工,以免加工时发生危险;
5、设备在工作时,加工者不得擅自离开,应当断电或停机,以免发生火灾;
6、机床附近应摆放灭火器;
7、机床加工工件时,周围不可堆放杂物,以防着火;
8、若加工过程中出现异常状况,应立即停机,及时排除故障后才可继续使用;
9、谨防触电;
10、开机后低速开动机床,检查设备是否撞刀或有异响;
11、切割工件前,应先试切,检查设备运行情况;
12、需要使用机床时,应注意机器是否平稳,以免发生机床摇晃碰撞的情况;
13、定期检查、维护、保养。
结 论
在本次的激光切割机毕业设计中,我基本完成了对数控激光切割机的设计。我做的工作如下:将实习期间积累的知识与各类激光切割机设计研发的书籍资料相结合,完成了对激光切割机组成部分的构思、机械结构的设计、主要设计参数的计算、零部件的选型和数控系统的选择等内容。并且,对激光切割机的主体外壳及零部件进行了三维建模和装配。本次设计的激光切割机是以运动控制卡为控制核心,以步进电机为驱动电机,以激光管和激光头为执行元件的一个数控加工系统。
近年来,国内的激光切割机产品虽在不断迭代,但仍落后于国外厂商,大部分产品依旧采用几年前甚至十几年前的技术。在一些需要设备加工精度较高的领域,仍要耗费大量资金从国外引进激光切割设备。因此,新一代高效率激光器的研发、数控系统的优化和设备的结构优化是我国科研工作者的目标,我国的激光切割机设备的创新研发仍任重道远。

















 2703
2703

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









