






三菱PLC项目案例学习之PLC控制伺服或步进电机带动丝运行案例。
器件:三菱FX1SPLC,威纶通触摸屏,48步进驱动器,伺服电机,丝杆滑台等。
控制方式:PLC发脉冲给步进驱动器控制步进电机带动丝杆滑台同步运行。
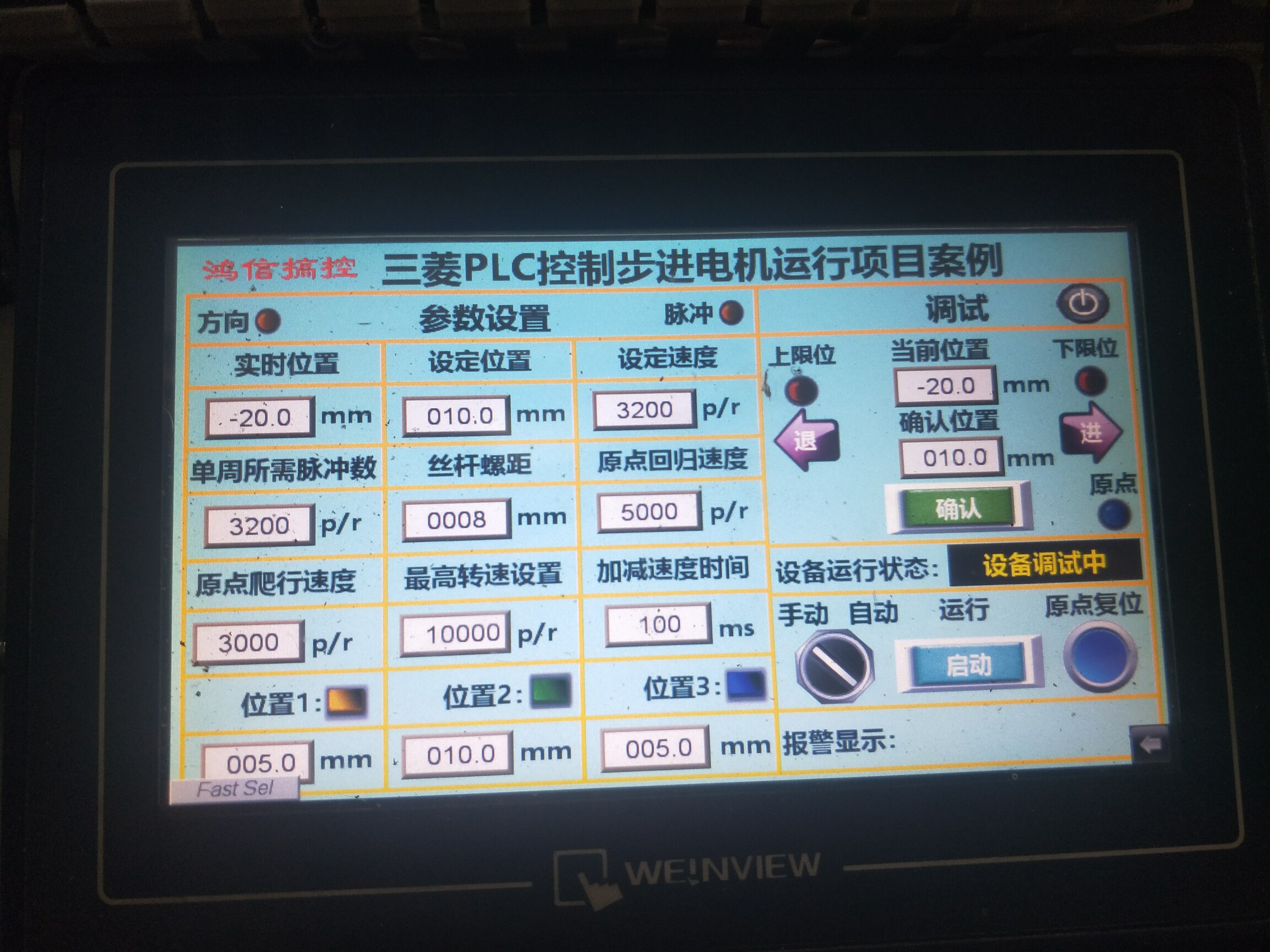
功能:学到:丝杆实际行走的距离转化成工程量脉冲个数的程序编写计算,fx1sPLC没有浮点数运算指令可以通过触摸屏和PLC程序处理同样可以实现浮点数功能,原点回归ZRN指令在上限位和下限位时程序处理编写,加减速时间设定,最大速度设置,手动调试程序,自动3段变速位置运行加自动原点回归程序,实时位置显示,报警程序等。
说明:是程序,PLC发脉冲控制步进电机带动丝杆滑台同步运行的编程方式,非硬件。
程序有详细注释,步进驱动器有参数设置说明,接线图等,一应俱全,此案例可以直接应用到项目中去。
有没有硬件不重要,重要的是编程思路和框架,框架学会了,用其它PLC没问题。
YID:7150609312624921
鸿信搞控
三菱PLC项目案例学习之PLC控制伺服或步进电机带动丝运行案例
引言:
在工业自动化领域,PLC(可编程逻辑控制器)被广泛应用于各种控制系统中。其中,PLC控制伺服或步进电机带动丝杆滑台同步运行是一种常见的应用场景。本文将围绕三菱PLC项目案例展开,探讨PLC控制伺服或步进电机带动丝运行的编程方式、功能实现以及应用场景。
一、器件介绍:
在这个项目案例中,我们使用的主要器件包括三菱FX1SPLC、威纶通触摸屏、48步进驱动器、伺服电机、丝杆滑台等。这些器件共同协作,实现了精准的丝杆滑台运动控制。
二、控制方式:
本案例中,我们通过PLC发脉冲控制步进驱动器,从而控制步进电机带动丝杆滑台同步运行。PLC通过编写程序,将实际行走的丝杆距离转化成工程量脉冲个数,并将这些脉冲发送给步进驱动器。
三、功能实现:
在这个案例中,我们可以学到以下功能的实现方法:
- 丝杆实际行走距离与脉冲个数的转化:由于三菱FX1SPLC没有浮点数运算指令,我们可以通过触摸屏和PLC程序处理来实现浮点数功能。
- 原点回归程序编写:在上限位和下限位时,编写程序实现原点回归。
- 加减速时间设定和最大速度设置:通过编写程序,实现丝杆滑台的加减速和最大速度设定,实现运动的平滑进行。
- 手动调试程序:通过编写手动调试程序,方便对丝杆滑台进行手动控制和调试。
- 自动3段变速位置运行加自动原点回归程序:编写程序实现丝杆滑台按照设定的三段变速位置进行运行,并在完成后自动进行原点回归。
- 实时位置显示和报警程序:通过编写程序,实现丝杆滑台实时位置的显示和报警功能,确保运行的安全性。
四、案例应用:
本案例提供了详细注释的程序、步进驱动器的参数设置说明以及接线图等资料。这些资料可以直接应用到实际项目中,无论是否具备相同的硬件设备,编程思路和框架都是通用的。只要掌握了本案例中的编程方法和控制原理,即可顺利应用到其他PLC设备上。
结论:
通过本案例的学习,我们了解了PLC控制伺服或步进电机带动丝运行的编程方式,以及实现的各种功能。掌握了这些知识和技巧,我们可以根据实际需求进行灵活应用,实现精准的运动控制。无论是在自动化设备制造、工业生产线控制还是其他领域,PLC在控制伺服或步进电机带动丝运行方面都具有广阔的应用前景。
【相关代码,程序地址】:http://lanzoup.cn/609312624921.html


















 8915
8915

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









