






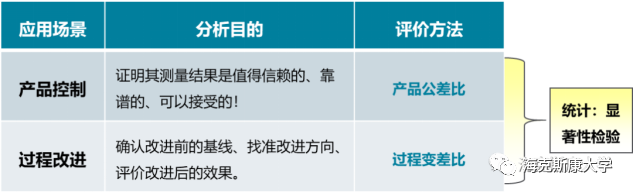
在之前的文章《从量具全生命周期看测量系统分析的应用》我们介绍了测量系统常用的评价方式有三种:过程比、公差比以及统计学上的显著性检验(假设检验方法)。由于显著性检验没有关联到客户&企业实实在在关注的产品规格公差及过程变差大小,仅仅从统计学来评价,很容易掉进统计学的悖论。但遗憾的是在美系的测量系统分析手册第四版,尤其是偏倚和线性评价,弱化了基于实际的过程或公差评价,而重点介绍统计显著性检验方法。
这点让很多人在实际工作当中觉得费解,摸不着头脑!比如说:
①统计显著性评价NG,实际测量系统却可以满足要求。
②检验设备越烂,统计显著性评价结果却越好。
为什么会发生这种啼笑皆非的事情,甚至是悖论?那么,正确地偏倚评价方式又该如何操作?且看下文通过实战案例分享讲解。
1
实战案例
某司新购一台CMM。在安装调试,验收合格之后的某一天,收到他们公司在评价线性偏倚的时候的反馈:
评价方法:假设检验;
评价准则:
① p value ≥ 0.05,不能拒绝原假设;量具不存在显著性偏倚;
② p value < 0.05,拒绝原假设;量具存在显著性偏倚;
评价结果:
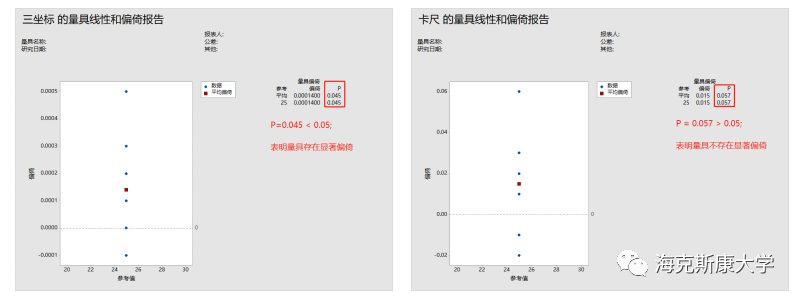
① CMM 的 p value = 0.045 < 0.05;拒绝原假设,存在显著偏倚;
② 老掉牙的游标卡尺 p value = 0.057 > 0.05;不能拒绝原假设,偏倚不显著。
正常人拍脑袋也知道这结果肯定有问题。但是偏倚假设检验的结果就是如此!
2
量具偏倚假设检验评价方法的悖论
我们用原始数据简单的一分析,对比就可以发现:

2.1、平均偏倚:Bias-CMM = 0.00014 << Bias-游标卡尺 = 0.015;
2.2、标准差(重复性):Re-CMM= 0.00019 << Re-游标卡尺 = 0.022
很明显,不管从第一感官还是简单数据来说,CMM的平均偏倚和重复性来都远远好于游标卡尺的。但问题是接下来的假设检验结果出现“好的假设检验NG,差的假设检验OK”如此荒诞不经的悖论……
3
量具偏倚假设检验评价方法的悖论根源
为什么会这样?这是因为如果脱离实际谈统计的话,统计结论有时候会骗人。如果我们回到偏倚检验的原理,很明显就可以找到产生悖论的原因。
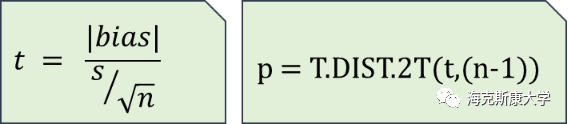
从假设检验t和p值的公式可以清晰得知:
3.1、决定量具偏倚是否显著的参数p-value由统计量 t -value 和 自由度(n-1)决定。
3.2、而t value又是由“平均偏倚”(bias)和均值标准误 [S/SQRT(n)]共同决定。
至此,真相大白。从公式分子分母得角度简单理解就是:决定偏倚假设检验p value不仅仅是“偏倚”自身的大小。它还受量具的重复性(s)和测量次数(n)的影响。
①其它条件不变的情况下,偏倚假设检验p value显著性与平均偏倚成正比也即是:偏倚越大,p value将越小;
②但在实际工作当中,如果量具的重复性不好(假定测量次数固定),将导致p value变大。也就是将会发生上述案例的悖论。
当然,这只是一个结论性的概述,如果想知道为什么会这样?它们之间有什么具体关联?以及如何模拟换算?等等;可以参加海克斯康大学的六西格玛或假设检验的理论培训。
4
量具偏倚假设检验评价图形的欺骗性
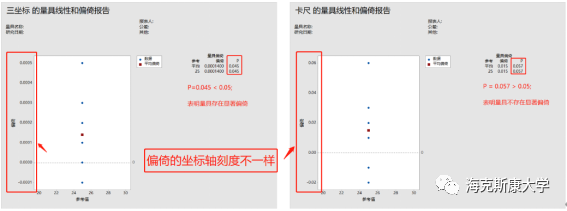
在上面第三小节,简单的概述了量具偏倚假设检验评价方法的悖论根源。实际上对于该案例而言,如果只想简单的识破这个悖论,简单地只看图形就可以。我们之所以在上文没有留意到,是因为软件自动将刻度值调整为最适合的显示方式;但如果仔细观察两者输出图形的偏倚值的坐标轴刻度,很明显能发现问题所在——卡尺的偏倚坐标刻度范围为:“-0.02-0.06”,而CMM的范围为“-0.0001-0.0005”;根本不是一个数量级的比较。如果将坐标轴刻度都改成一样,孰好孰坏一目了然。
软件自动输出图形
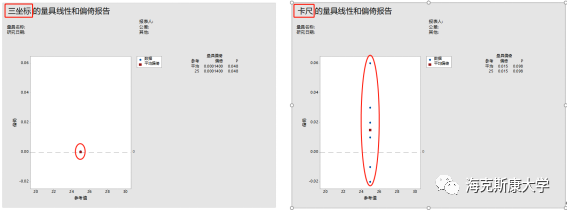
相同坐标轴图形
究其原因,是因为图形具有欺骗性。所以,对于实际工作而言,通常会有不同层次的认知:①数据(含文字信息)、②图形、③统计量,只有当我们将三者结合起来看,就可以很容易识别出各种畸形的结论。对其背后欺骗性及原理有一定了解之后,就可以解释为什么会得出这种畸形的结论。关于统计学和图形的欺骗性,美国统计专家达莱尔·哈夫(Darrell Huff,July 15, 1913 – June 27, 2001), 曾经写过一本书《How to Lie with Statistics》来披露统计学和图形的种种欺骗手段。感兴趣的朋友可以自行去查找、看看。回到本文主题——量具偏倚假设检验评价,我们将在下文详细阐述其正确的评价路径。
注:《How to Lie with Statistics》中文译名《统计陷阱》或《统计数字会撒谎》。
5
量具偏倚假设检验评价的正确路径
通过上面概述的悖论产生机理,哪么在实际工作当中有该如何避免偏倚评价的悖论发生呢?这里给大家分享量具偏倚评价的正确路径。
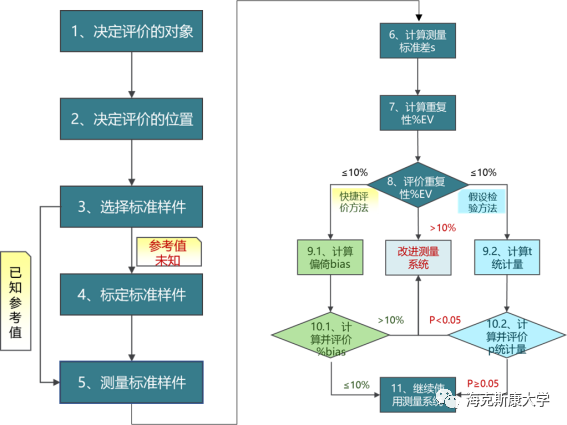
简单来说,可以分为①评价前的准备和②偏倚评价过程。
偏倚评价前的准备
1) 根据测量任务,决定要测量的产品特性及其量具;
2) 可以得知产品规格或过程变差,通常过程变差会小于产品规格要求,后面直接用过程变差替代产品规格。
3) 通常取规格中间位置;如规格宽松,可以规格上、中、下各取其一分析,分开三次单独分析。
4) 根据决定的评价位置选择标准样件。
5) 确定参考值;由第三方、多次无偏测量或更高级别测量设备得出。通常同人/零件/位置/方法,在尽可能短的时间内完成测量。目的是尽可能减少其它变异的影响。每件至少测10次并记录数据。测量次数多少将影响到后面的评价结果,尤其是假设检验评价。
偏倚评价的过程
计算相应统计量,评价要点如下:
1、先评价重复性,再评价偏倚。
2、偏倚的评价方式有两种,一种是快捷评价,另一种是假设检验方法。
3、两种方法评价的方向不一样,应根据分析条件及目的来决定。
4、不管哪种,手工计算太复杂,建议直接使用统计软件;Q-DAS是您的选择!
注:快捷评价方法在MSA手册 第二版还有清晰定义,后面修订不知何故被删除了。
至此,本文告一段落。希望通过案例能够明白统计学、图形都具备欺骗性;不要仅仅从统计学上去找答案,还应当结合实际的分析目的和产品公差比或过程变差比来综合判断。另外就是只有通过正确的、系统的评价路径才能预防各种稀奇古怪的问题发生。当然,哪怕正确地实施了量具的偏倚评价,由于偏倚分析的本质只是位置偏差,并不能够评价散布的变差。后面会对这些一一加以介绍;当然,最好的学习方法还是加入海克斯康大学一起系统、详细地学习成长!

















 3023
3023

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









