






 本文详细介绍了西门子1500PLC机器人焊接程序,包括其组成(如TP1500触摸屏、CPU1516F-3PN/DPPLC等)、功能特点(如结构清晰的编程、Profinet通讯与智能模块的协作)及与其它设备的连接方式,展示了高效自动化控制在现代工业生产中的应用。
本文详细介绍了西门子1500PLC机器人焊接程序,包括其组成(如TP1500触摸屏、CPU1516F-3PN/DPPLC等)、功能特点(如结构清晰的编程、Profinet通讯与智能模块的协作)及与其它设备的连接方式,展示了高效自动化控制在现代工业生产中的应用。
西门子1500PLC机器人焊接程序(西门子PLC+西门子触摸屏)
触摸屏:TP1500 精智面板
PLC:CPU 1516F-3 PN/DP
程序:梯形图+SCL
PS:注释详细
1台西门子1500PLC程序
2台西门子触摸屏TP1500程序
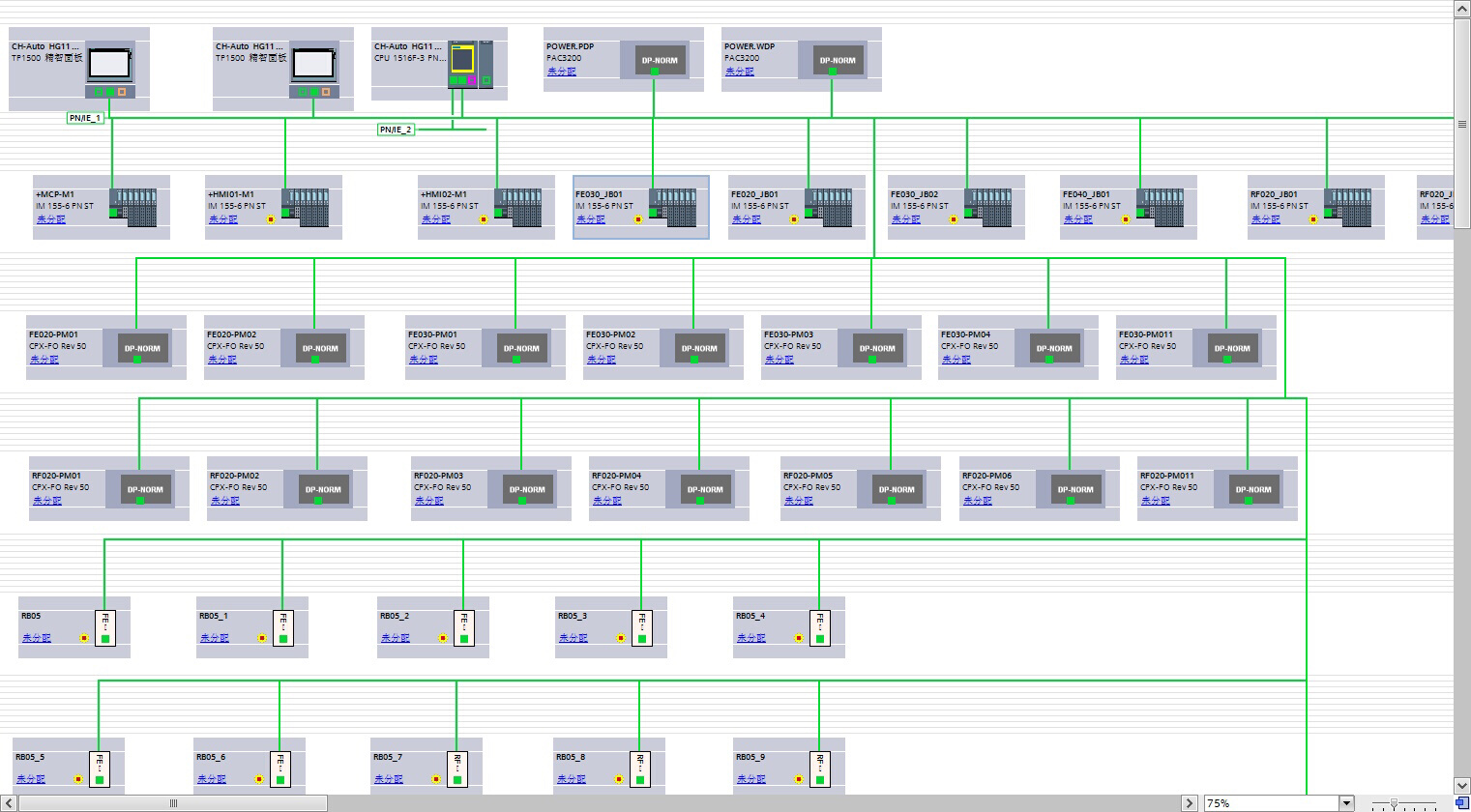
9个智能远程终端ET200SP Profinet连接
15个Festo智能模块Profinet通讯
10台Fanuc发那科机器人Profinet通讯
3台G120变频器Profinet通讯
2台智能电能管理仪表PAC3200
4个GRAPH顺控程序
图尔克RFID总线模组通讯
和MES系统通讯,西门子安全模块
程序经典,结构清晰,SCL算法,堆栈,梯形图
ID:648675977967811
两百岁熊孩子



西门子1500PLC机器人焊接程序(西门子PLC+西门子触摸屏)
引言
在现代工业生产中,自动化控制系统起到了至关重要的作用。西门子1500PLC机器人焊接程序是一种高效、可靠的自动化控制系统,它结合了西门子PLC和西门子触摸屏的优势,具有精确的控制能力和灵活的操作界面。本文将围绕西门子1500PLC机器人焊接程序展开,介绍其组成部分、功能特点以及与其他设备的通讯方式。
一、组成部分
西门子1500PLC机器人焊接程序由以下几个主要组成部分构成:
-
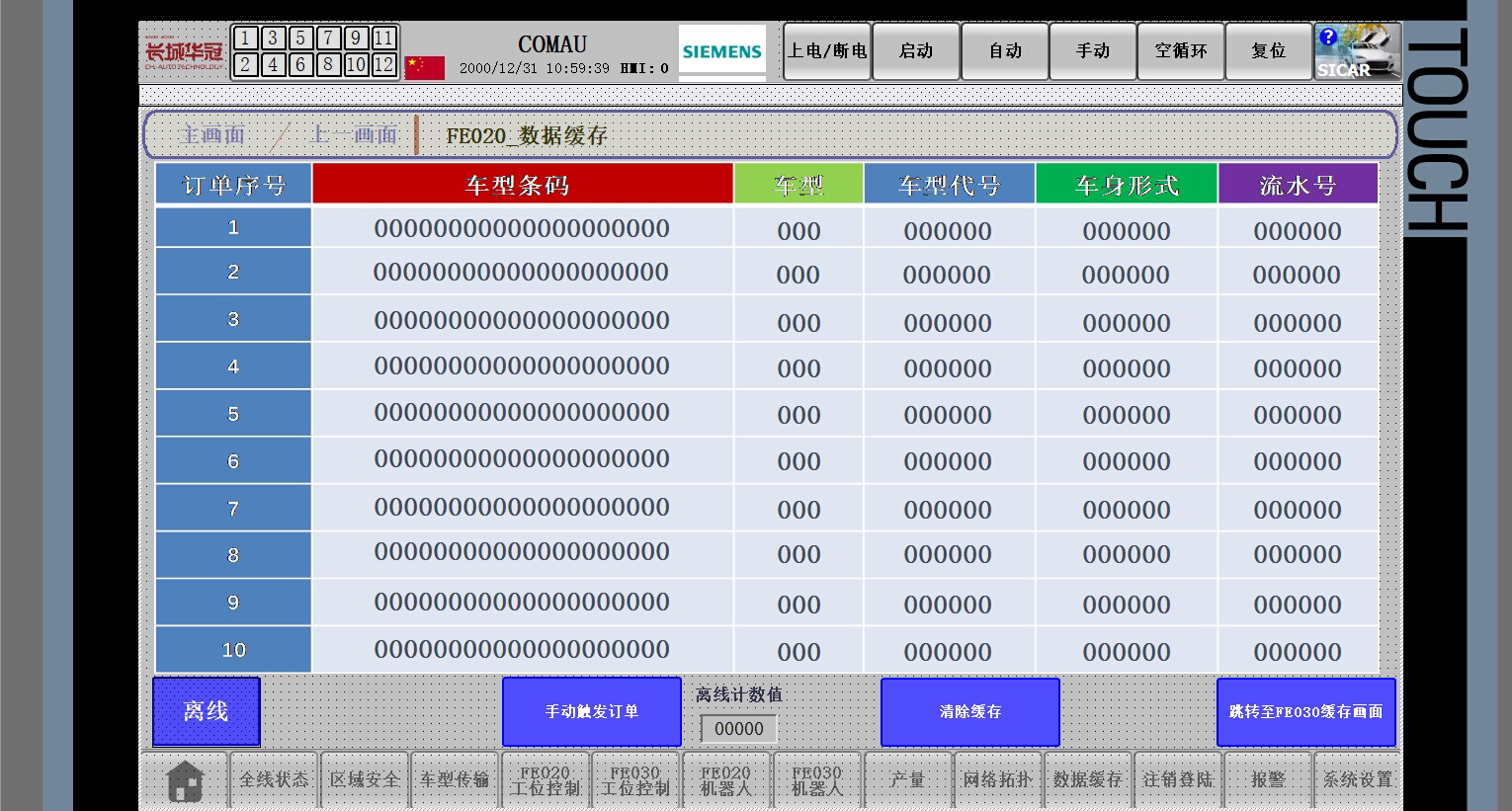
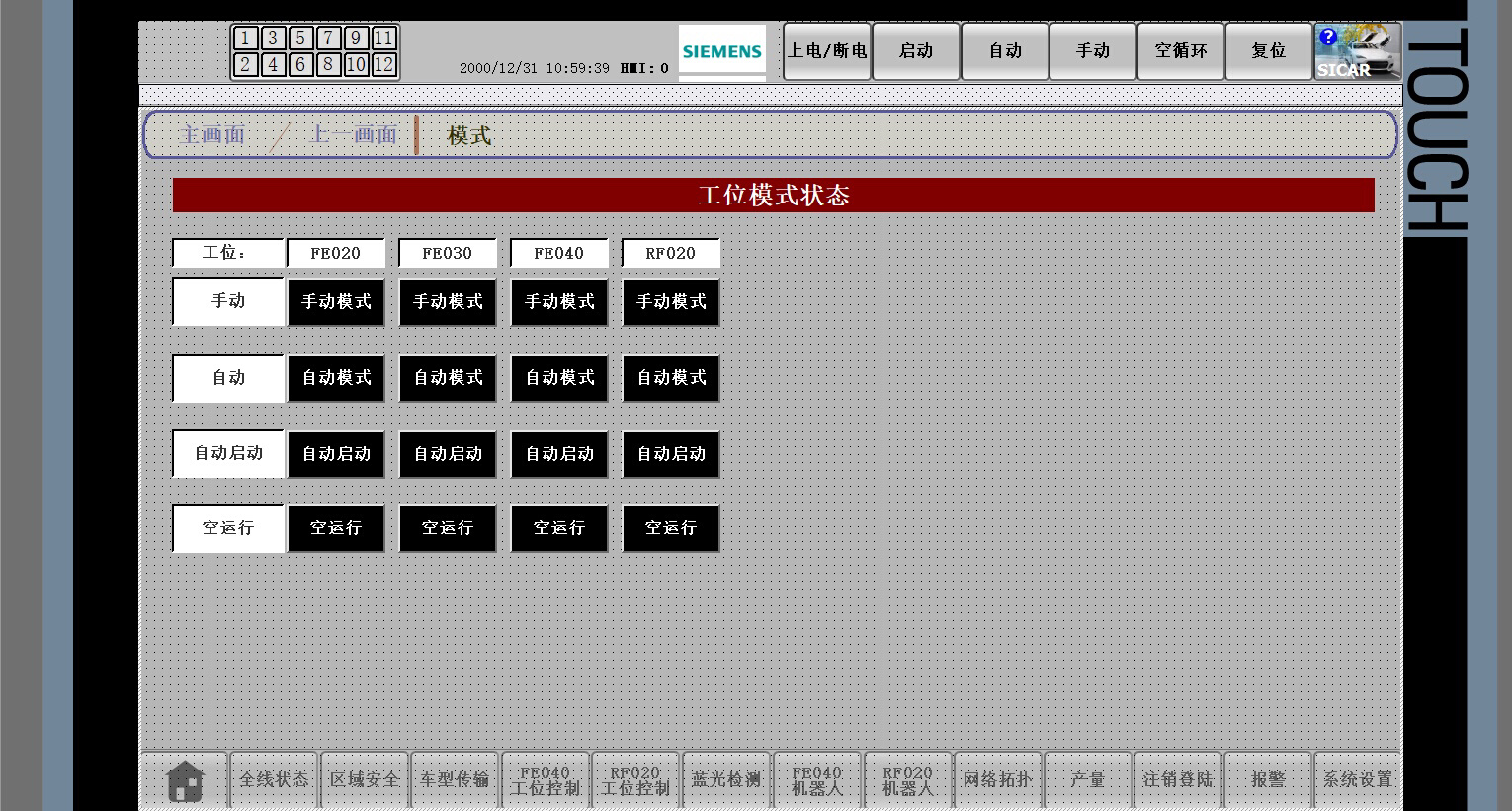
西门子触摸屏TP1500程序:触摸屏作为人机界面,负责显示控制界面和接收操作指令,使操作者能够直观地监控和控制机器人焊接过程。
-
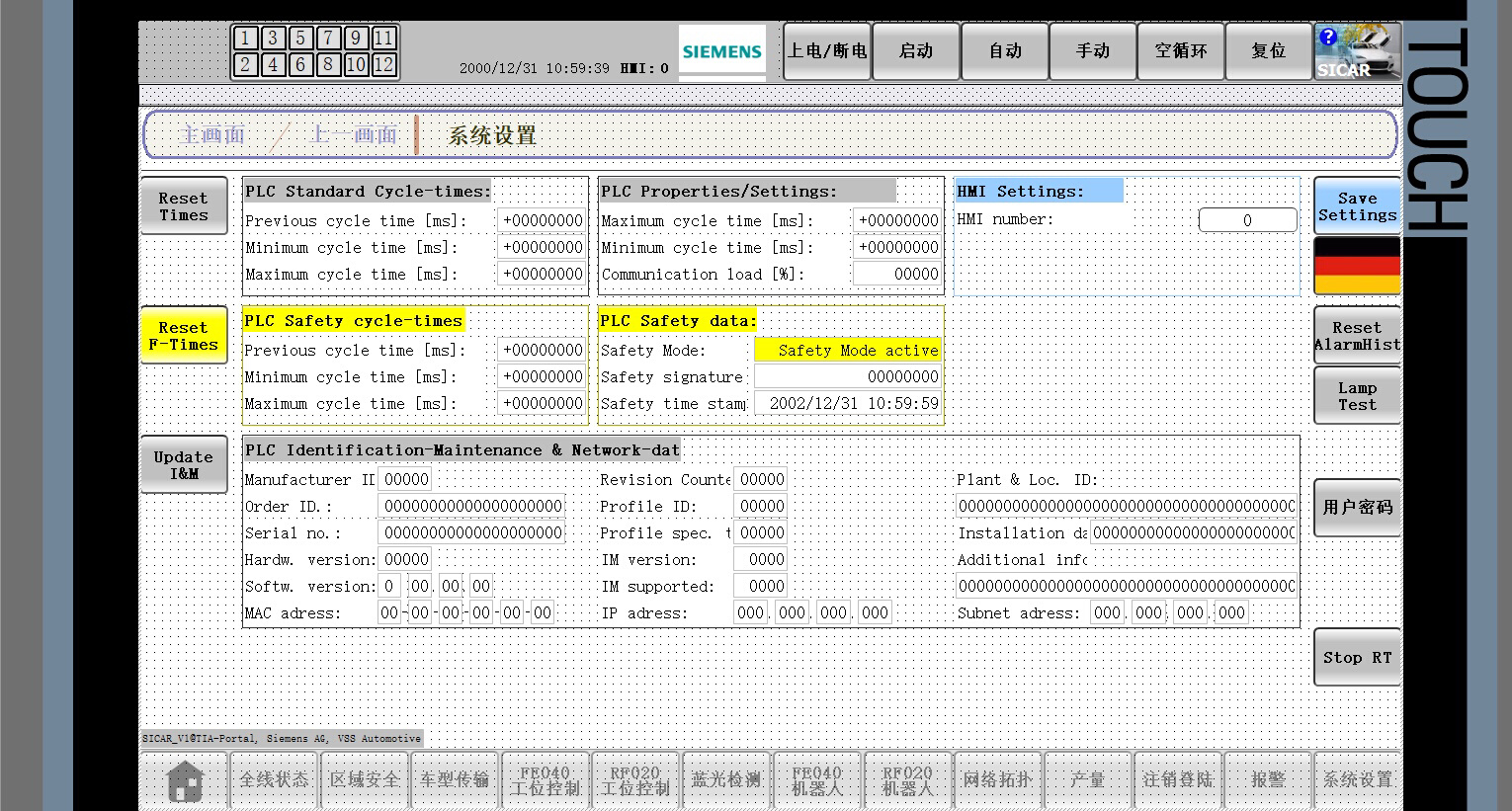
西门子PLC CPU 1516F-3 PN DP:PLC作为控制核心,负责接收触摸屏传来的指令,并根据预设的逻辑和算法进行数据处理和控制输出,实现对机器人焊接过程的精确控制。
-
智能远程终端ET200SP Profinet连接:用于与PLC进行通讯,通过Profinet总线实现数据的传输和控制信号的交互。
-
Festo智能模块Profinet通讯:作为外部设备,负责与机器人进行通讯,通过Profinet通讯接口与PLC交换数据,实现对机器人的控制和监测。
-
Fanuc发那科机器人Profinet通讯:机器人是焊接过程的执行者,通过Profinet通讯接口与PLC进行数据交互,接收来自PLC的控制指令,并将执行结果返回给PLC。
-
G120变频器Profinet通讯:变频器用于控制机器人的运动速度,通过Profinet通讯接口与PLC交换数据,实现对机器人的速度调节。
-
智能电能管理仪表PAC3200:用于对焊接过程中的电能管理和监测,通过与PLC的通讯接口实现与焊接程序的数据交互。
-
GRAPH顺控程序:GRAPH顺控程序是针对特定工艺流程的程序,通过与PLC的通讯接口实现对焊接过程中的顺控操作。
-
图尔克RFID总线模组通讯:RFID总线模组用于对焊接过程中的材料和工件进行识别和追踪,通过与PLC的通讯接口实现对焊接程序的数据交互。
-
MES系统通讯:MES系统是企业的生产执行系统,通过与PLC的通讯接口实现对焊接过程的监控和数据分析。
-
西门子安全模块:安全模块用于保证焊接过程的安全性,通过与PLC的通讯接口实现对焊接程序的监测和报警。
二、功能特点
西门子1500PLC机器人焊接程序具有以下几个功能特点:
-
程序经典、结构清晰:通过采用梯形图和SCL算法,使程序的结构清晰可见,易于理解和维护。
-
注释详细:程序中的注释详细记录了各个功能模块的作用和参数,方便操作者进行操作和故障排查。
-
接入多个智能模块:通过Profinet通讯接口,西门子1500PLC机器人焊接程序可以接入多个智能模块,实现对焊接过程中各项参数的控制和监测。
-
多种通讯方式:除与智能模块和机器人的Profinet通讯外,该程序还支持与变频器、电能管理仪表、MES系统的通讯,实现焊接过程中各种设备的数据交互和协同控制。
-
高效灵活的顺控操作:通过GRAPH顺控程序,可以对焊接过程中的顺控操作进行高效灵活的控制,提高生产效率和焊接质量。
-
RFID总线模组的应用:通过RFID总线模组,可以对焊接过程中的材料和工件进行识别和追踪,确保焊接过程的准确性和可追溯性。
三、总结
西门子1500PLC机器人焊接程序是一种集成了西门子PLC和西门子触摸屏的自动化控制系统,它通过多种通讯方式和智能模块的应用,实现对机器人焊接过程的精确控制和监测。该程序具有结构清晰、功能丰富、灵活易用等特点,能够有效提高焊接生产线的效率和质量。同时,通过RFID总线模组和MES系统的应用,实现了对焊接过程的可追溯性和数据分析。西门子1500PLC机器人焊接程序在工业生产中具有广泛的应用前景,为企业的智能制造提供了强有力的支持。
以上相关代码,程序地址:http://coupd.cn/675977967811.html


















 937
937

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









