






With the development of surface assembly technology in the direction of high density and small size, traditional reflow welding process may cause damage to heat-sensitive devices, so a process that can heat welding devices in a specific area is needed. Laser welding is a new welding process, the technology can be local non-contact heating and heating time is very short, can quickly form a reliable solder joint. However, there is still a disturbing phenomenon in the process of laser welding, that is, the random burning of thermal elements around the solder joint. This situation is mainly caused by the laser reflection (LR) of the pad and the ball during the laser jet welding ball bonding process. Therefore, it is necessary to understand the relationship between laser reflectivity and solder.
Experimental design
Zhao et al. (2022) used a 60×60 FR4 coppered plate and a green oil plate. The surface of the plate was cleaned with anhydrous alcohol before the experiment. The solder used is WTO-LF2000 washable SAC305 solder paste. Zhao et al. used low laser power for welding experiments.
Experimental result
When the solder is irradiated with a laser, the laser irradiation interacts with the molten diffusion of SAC305 solder paste to form reflections and produce a dazzling white light. A large amount of heat radiation will heat the surrounding components and burn the components.
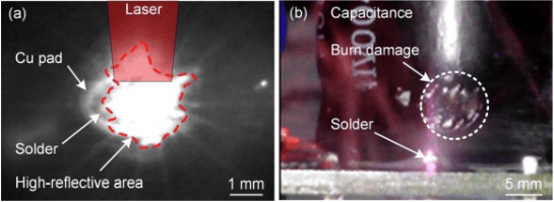
Figure 1. (a) laser reflection and (b) component burnout.
In order to allow a low-power laser to melt the SAC305 solder paste, ceramic heating plates were used to assist solder melting. Ceramic heating plates first heat the solder paste to 200°C, then laser light and gradually melt the solder paste. The laser reflection during laser welding can be basically divided into five stages. The initial phase (0-0.3s) is characterized by low laser reflection and rapid solder heating. In this stage, the laser reflection slowly increases from 23% to 28%, the solder absorbs a lot of heat, and the temperature rapidly rises from 200 ° C to 249 ° C. The second stage (0.3-0.4s) is the moment of rapid rise of laser reflection and the temperature is maintained at 247-249 ° C. The third stage (0.4-0.7s) is characterized by reduced laser reflection. Laser reflection increases again in the fourth stage (0.7-2.3s). Due to the inertial effect, the temperature first rose to 257°C and dropped to 220 °C due to the increasing laser reflection. The laser reflection remained basically stable in the final stage (2.3-5.0s), and the temperature was about 225 ° C.
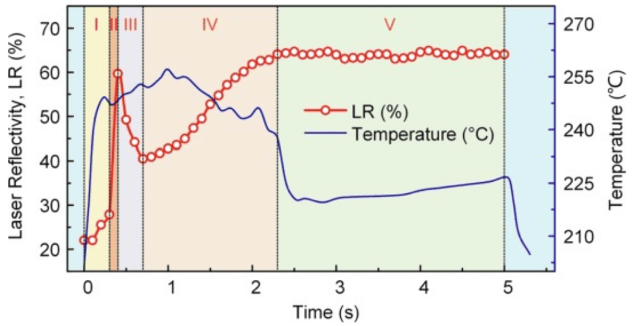
Figure 2. Laser reflection and temperature change during laser welding.
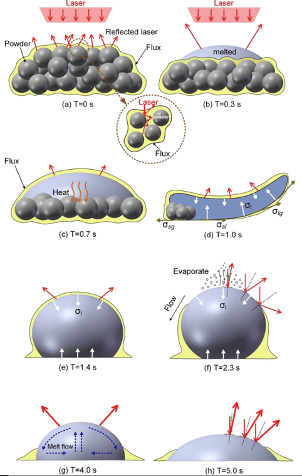
Figure 3. Solder wetting and laser reflection changes.
In the initial stage, the laser is irradiated on the solder paste and is reflected and absorbed by SAC305 powder several times. The laser reflection is determined by the solder paste itself. As the irradiation continues, some areas melt, causing the laser to reflect off the liquid and the laser reflection to slowly increase. With the increase of solder melting degree, the laser reflection increases greatly. However, due to the short duration, it will not cause damage to components. In the third stage, heat is transmitted downward due to the temperature difference between the high-temperature liquid at the top and the unmelted powder at the bottom. At the same time, the molten solder on the upper layer needs to absorb more laser energy to raise or maintain the temperature, resulting in a rapid decrease in laser reflection. In the fourth stage, more and more powder melts into liquid, the effect of temperature difference and heat conduction decreases, and the laser reflection increases. But the laser is reflected radially by the sphere and does not directly damage the component. Finally, because the solder is completely melted, the heat exchange between the solder and the external environment is balanced, so the laser reflection is stable at a high level, and most of the laser is concentrated and reflected to the surrounding parts and cause damage.
Fitech solder
Fitech is committed to the development and sales of electronic grade solder, and can provide customers with ultra-fine grade solder paste and welding powder (T6 and above). Fitech solder covers low temperature to high temperature, particle size concentration, low oxygen content, low residue after welding and high reliability. Customers are welcome to contact us for more information.
reference
Zhao, S.N., Tan, Z.D., Wang, H.Y. & Gao, M. (2022). Effects of spreading behaviors on dynamic reflectivity in laser soldering.Optics & Laser Technology, vol.155.
















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









