







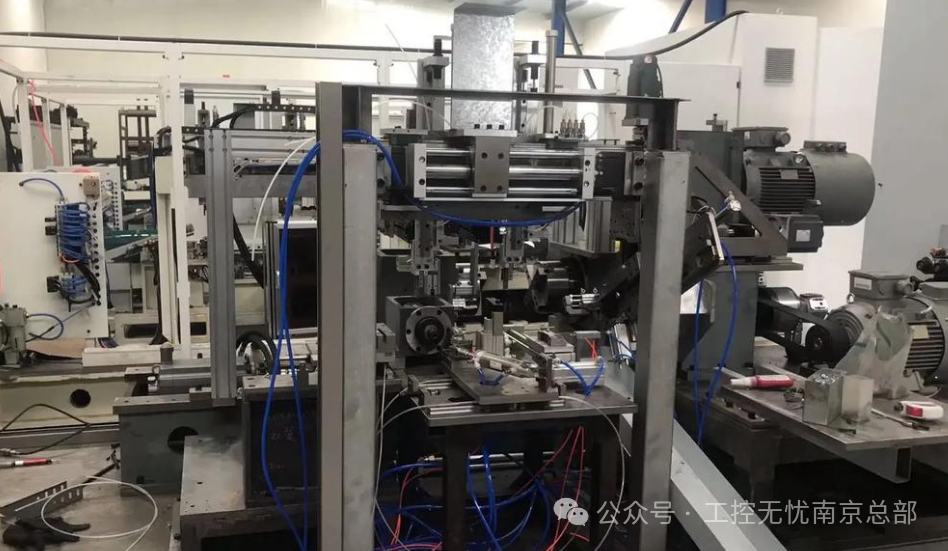
机器主要作用是对充电枪中的插头进行加工,主要实现对插头进行压橡胶帽和安装密封圈。主要对两种不同的工件进行装配
旋转盘工位:
控制旋转盘每次旋转角度是2个气动夹爪之间的角度。
1.旋转盘共有10个气动夹爪和10个安装密封圈辅助固定工位。
2.通过接近开关对旋转盘点动旋转角度进行限制。

人工启动工位:
通过人工进行上料,并通过传感器检测是否合格。
1.人工通过脚踏打开夹爪,放置工件和密封圈。
2.通过夹紧按钮,夹住工件。
3.通过启动按钮,启动位于夹爪上方的基恩士LX-150传感器对工件进行扫描拍照,判定工件是否合格;同时旋转盘点动一格。
震动盘取料工位:
通过振动盘、气缸和伺服把物料取出放置到工件上。
1.通过振动盘震动排列整齐,送入直振中。
2.在直振上放置一个对射光纤,检测直振是否料满,料满反馈信号停止振动盘。
3.给直振一个倾斜角度将物料送入推料气缸中。
4.推料气缸将物料推送到位。
5.垂直伺服1下降到位,同时吸料吸盘进行吸料,垂直伺服1回归原点。
6.伺服直行气缸伸出到位,垂直伺服1下降到位,同时吸料吸盘进行放料。
7.垂直伺服1回归原点,伺服直行气缸缩回到位。
下压工位:
通过气缸对物料进行压入到位。
1.用专用的击打工具,通过气缸调整好气压大小进行按压,把橡胶头按压到位。
旋转工位:
通过夹爪、气缸和伺服将密封圈套入工件上。
1.垂直伺服2下降到安装密封圈辅助固定工位按压到位,夹取夹爪撑开密封圈,垂直伺服2回归原点。
2.垂直伺服2上的旋转气缸进行旋转,旋转到工件上方。
3.垂直伺服2下降到位,垂直伺服2上的夹取夹爪下压,放下密封圈。
4.垂直伺服2回归原点,垂直伺服2上的夹取夹爪上升收缩,旋转气缸旋回原位。
视觉检测工位:
通过检测判定工件是否合格。
1.通过工件上方的型号是IX-H2000的基恩士测距主机判断橡胶帽是否安装到位进行检测。
2.通过侧面信号是LV2-G30F的基恩士视觉主机对密封圈是否安装到位进行检测。
过度工位1:旋转盘旋转过度。
排出工位:
把检测不合格的产品全部排出。
1.通过升降气缸和取料夹爪将不合格产品排出
2.判定不合格的基准来源于人工启动工位和视觉检测工位的判定
过度工位2:
合格产品人工取出。
1.通过排出工位没有排出的合格产品人工取出
















 2452
2452

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











