







嘉立创资料:技术指导:半孔板设计需要注意细节问题
常规的生产中,半孔是先钻个圆孔再沉铜,难点是去掉另一半的孔的同时,需要保证剩下的一半孔壁有铜存在且不脱落不翘起。
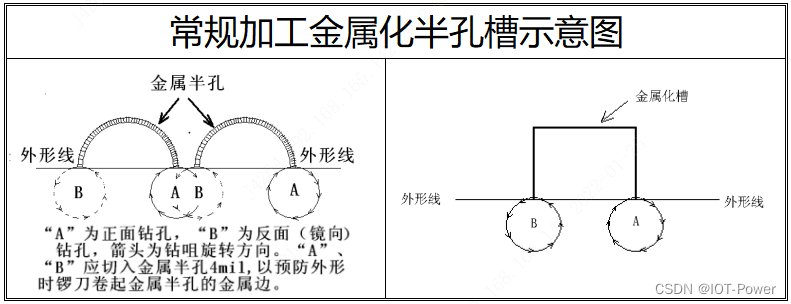
无论是钻加工还是铣加工,其SPINDLE(主轴)的旋转方向都是顺时针的。当刀具加工到A点的时候,由于A点的孔壁金属化层与基材层紧密相连,因此附着在孔壁上的金属化层具有支撑,可防止金属化层在加工时的延伸以及金属化层与孔壁的分离,保证此处加工后的不会产生铜刺翘起、残留; 而当刀具加工到B点的时候,由于附着在孔壁上的铜没有任何附着力支撑,刀具向前运转时,受外力影响孔内金属化层就会随刀具旋转方向卷曲,产生铜刺翘起、残留,这些都将直接影响客户的安装及使用。
为实现上述目的,我们经过前期多次探索试验,已熟练掌握半孔工艺制作。一次钻孔经沉铜孔化后再采用二钻/锣板外形工艺,最终保留金属化孔(槽)的一半。简单的说就是板边金属化孔切一半,同时保证孔壁铜面完整导通,以便客户焊接使用,目前半孔工艺在嘉立创已经是很成熟的工艺!
半孔板要增加费用的原因:半孔是一种特殊工艺流程,为了保证孔内有铜,必须得工序做到一半的时候先锣边,而且一般的半孔板非常小,所以半孔板一般费用比较高,非常规设计得非常规价格。
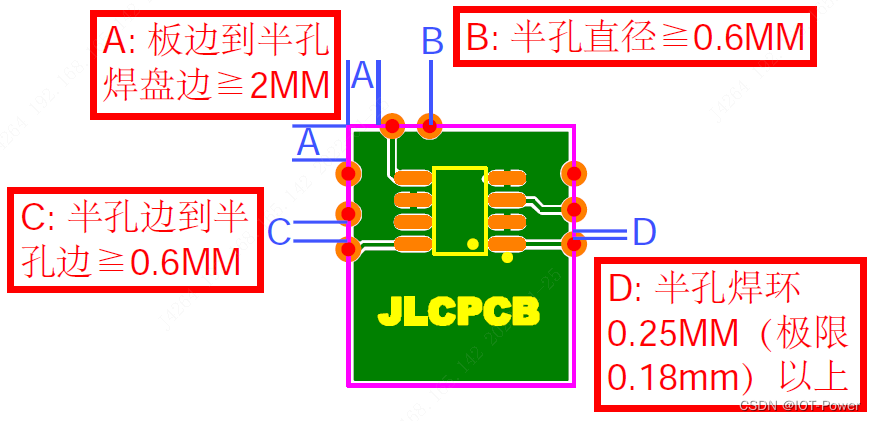
■ 半孔的设计
A 半孔焊盘边到板边距离≥2MM
B 半孔直径大小≥0.6MM
C 半孔孔边到孔边≥0.6MM
D 半孔单边焊环0.25mm(极限0.18mm)以上,小于此参数工程会适当优化,对于半孔间焊盘间隙有要求的请下单时说明并确认生产稿
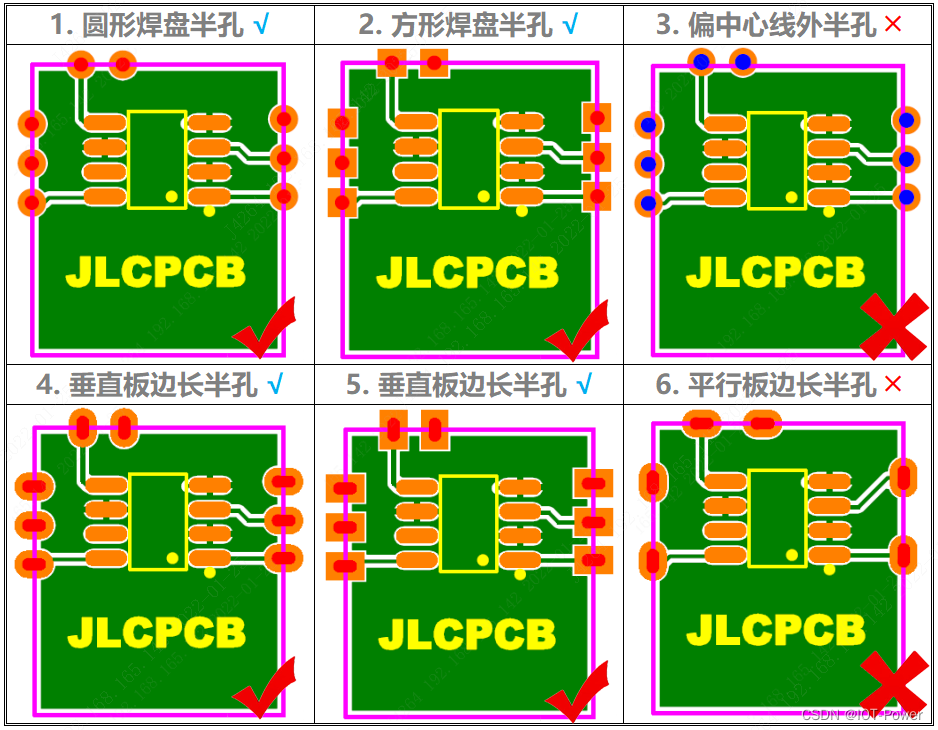
可以制作圆形或椭圆形半孔(其焊盘形状可以为圆形或方形),但需要留意半孔在设计中尽量焊盘向板框线内部(挂铜)区域放。对于只有三分之一的孔在板内(下图3所示),这种设计是无法满足生产工艺,至少也得半孔放在板框中心线上。 另外,与板边平行的椭圆形半孔也是不能加工的(下图6所示)


















 2557
2557

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











