






回流焊温度曲线是保证焊接质量的关键,实时温度曲线和焊膏温度曲线的升温斜率和峰值温度应基本一致。160℃前的升温速度控制在1—2℃/s。如果升温斜率速度太快,一方面使元器件及PCB受热太决,易损坏元器件和造成PCB变形。另一方面,焊膏中的熔剂挥发速度太快,容易溅出金属成份,产生锡珠。峰值温度一般设定在比焊膏金属熔点高30-40℃左右,回流时间为30~60s。峰值温度低或回流时间短,会使焊接不充分,严重时会造成焊膏不熔。峰值温度过高或回流时间过长,容易造成金属粉末氧化,影响焊接质量;甚至会损坏元器件和印制板。回流焊温度曲线这些参数设置的依据就是以下六点:
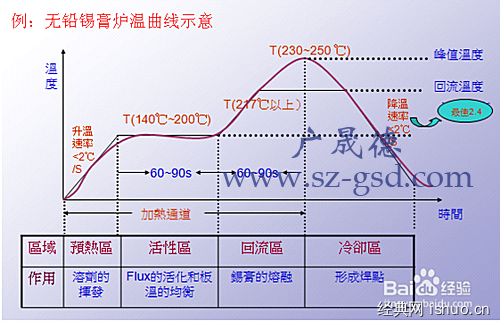
回流焊温度曲线
一、根据使用焊膏的温度曲线进行设置。不同金属含量的焊膏有不同的温度曲线,应按照焊膏供应商提供的温度曲线进行具体产品的回流焊温度曲线设置。
二、根据PCB板的材料、厚度、是否多层板、尺寸大小进行设置。
三、根据表面组装板搭载元器件的密度、元器件的大小以及有无BGA、CSP等特殊元器件进行设置。
四、此外,根据设备的具体隋况,例如加热区的长度、加热源的材料、回流焊炉的构造和热传导方式等因素进行设置。热风(回流)炉和红外(回流)炉有很大区别,红外炉主要是辐射传导,其优点是热效率高,温度陡度大,易控制温度曲线;双面焊时,PCB上、下温度易控制;其缺点是温度不均匀。在同一块PCB上由于器件线的要求。
五、根据温度传感器的实际位置确定各温区的设置温度,若温度传感器位置在发热体内部,设置温度比实际温度高30℃左右。
六、根据排风量的大小进行设置。一般回流焊炉对排风量都有具体要求,但实际排风量因各种原因有时会有所变化,确定一个产品的温度曲线时,因考虑排风量,并定时测量。


















 6112
6112

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









