







 文章详细描述了一个自动化小车控制系统的设计,包括初始状态、运行流程、停机过程以及故障处理,重点介绍了PLC控制、I/O分配、变频器设置和程序设计,展示了如何通过四个料仓的控制实现小车的装料、卸料和路径选择功能。
文章详细描述了一个自动化小车控制系统的设计,包括初始状态、运行流程、停机过程以及故障处理,重点介绍了PLC控制、I/O分配、变频器设置和程序设计,展示了如何通过四个料仓的控制实现小车的装料、卸料和路径选择功能。
一、控制要求:
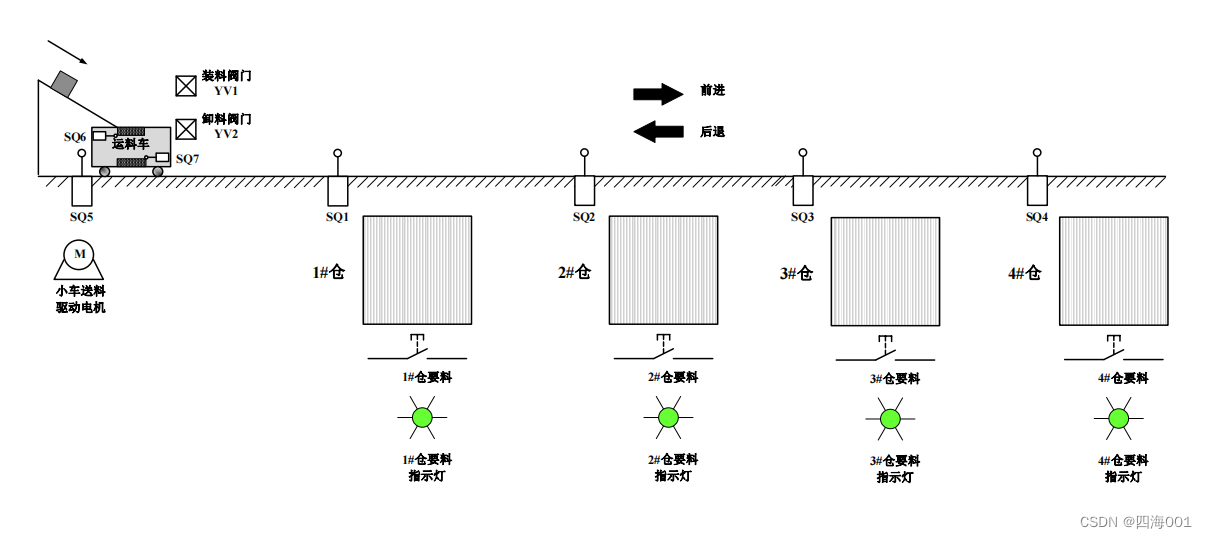
1.初始状态:上电后,系统停止红灯亮,小车送料驱动电机M处于停止状态,小车停在SQ5处,装料阀门(YV1断电)、卸料阀门(YV2断电)均处于关闭状态。
2.系统运行:
(1)按下起动按钮,系统停止红灯灭,系统运行绿灯亮。装料阀门打开(YV1通电)小车装料。小车每次最多装10个物料,装完后装料阀门关闭(YV1断电)SQ6检测进料数量;
(2)按下4个料仓的控制按钮,料仓要料指示灯亮,小车前进或后退将物料送至相应料仓的限位开关处自动停止,料仓要料指示灯熄灭。小车开始卸料,卸料阀门打开(YV2通电),每次卸1个,SQ7检测出料数量。当物料碰到SQ7后经2秒卸料阀门关闭(YV2断电);(注:M 可根据需要切换为高速或低速)
如:小车原停在1号仓SQ1处,按下4号仓控制按钮,小车前进(M 正转),将物料送至4号仓的限位开关SQ4处自动停止、卸料。卸料完毕后在当地等待;
(3)小车送料时根据运行方向按就近原则送料,且有记忆功能;
例如:小车原停在1号仓SQ1处,按下4号仓控制按钮,小车前进,当小车运行至2号仓和3号仓之间时,如按下2、3号仓控制按钮,小车将物料送至3号仓的限位开关SQ3处自动停止卸料。卸料完毕后小车自动起动将物料送至4号仓的限位开关SQ4处自动停止卸料。卸料完毕后小车自动起动后退(M反转)将物料送至2号仓的限位开关SQ2处自动停止卸料。卸料完毕后在当地等待;
(4)当小车存料为0时,自动返回SQ5出装料。
3.停机过程:按下停止按钮,M停止,小车停在原处等待。系统红灯亮,绿灯灭;
4.故障处理:若电动机过载,小车马上停止运行,故障指示灯闪烁。检修后按下故障复位按钮,故障指示灯熄灭,系统才允许重新起动运行。
二、系统设计
1.I/O分配表
| I0.0 |
SB1 |
系统起动 |
自复位按钮 |
| I0.1 |
SB2 |
系统停止 |
自复位按钮 |
| I0.2 |
SB3 |
系统复位 |
自复位按钮 |
| I0.3 |
SA1 |
M高低速转换 |
复合按钮 |
| I0.4 |
ES1 |
系统急停 |
急停按钮 |
| I0.5 |
SB4 |
1#仓要料 |
自复位按钮 |
| I0.6 |
SB5 |
2#仓要料 |
自复位按钮 |
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章


















 6960
6960

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









