







车间调度可分为静态调度(离线调度)和动态调度(实时或在线调度),静态调度一般根据订单按一定的周期制定生产计划,而动态调度考虑实时的紧急订单插入、工件工序调整等。
基于改进花授粉算法的共融AGV作业车间调度
与传统主要考虑机器作业的车间调度不同,AGV与机器集成的车间调度需要考虑每个工件在各机器上的加工顺序和为待配送工件选择合适的AGV。
本文为简化AGV与机器集成的车间问题,设定工件集合、工序顺序约束集合和AGV集合以及AGV运输规则。同时,假定每台AGV可以进行自主路径规划和避障并重新规划路径。
与传统车间调度的另一重要区别在于,AGV与机器集成的作业车间调度不仅要考虑工艺路线约束和加工资源约束,还要考虑工件上一道工序配送到下一道工序所在工位所需时间。因此,建立了3个约束条件
工艺约束
加工设备资源约束
AGV资源约束
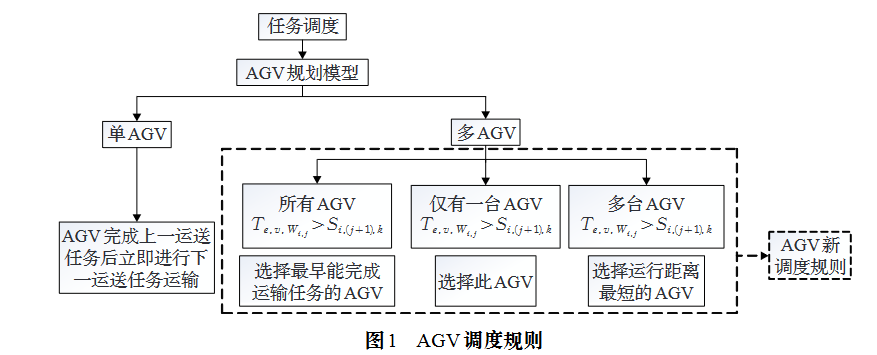
为最大限度地利用AGV,其调度规则如下:①单台AGV调度时,只要其完成上一个配送任务即可开始配送下一个工件;②多台AGV调度时,若当前时刻所有AGV都在配送工件则选取配送任务完成最早的AGV,若此时有空闲的AGV则选取距离该工位最近的AGV。
花授粉算法及其改进策略
AGV与机器集成的作业车间调度问题解码算法设计
AGV与机器集成的作业车间调度问题解码时,还需要考虑AGV配送工件的过程,因此解码复杂度增加,为此设计以下新的解码算法。
[1]
马千慧, 梁晓磊, 刘星雨, 等. 多AGV和机器集成的多目标柔性作业车间调度研究[J]. 计算机工程与应用, 2023, 59(01): 278-290.
问题描述与假设
所有工序按照规定的加工工艺路线在可加工机器集中的机器上加工,一道工序操作完成后,其下一道工序加工前要考虑AGV的运输情况
AGV一次只能运载一个工件,且沿着预定的双向单通道最短路径行驶,且规定某一时刻一条路径上只允许行驶一台AGV
不考虑机器故障、AGV路径冲突和碰撞等因素
模型构建
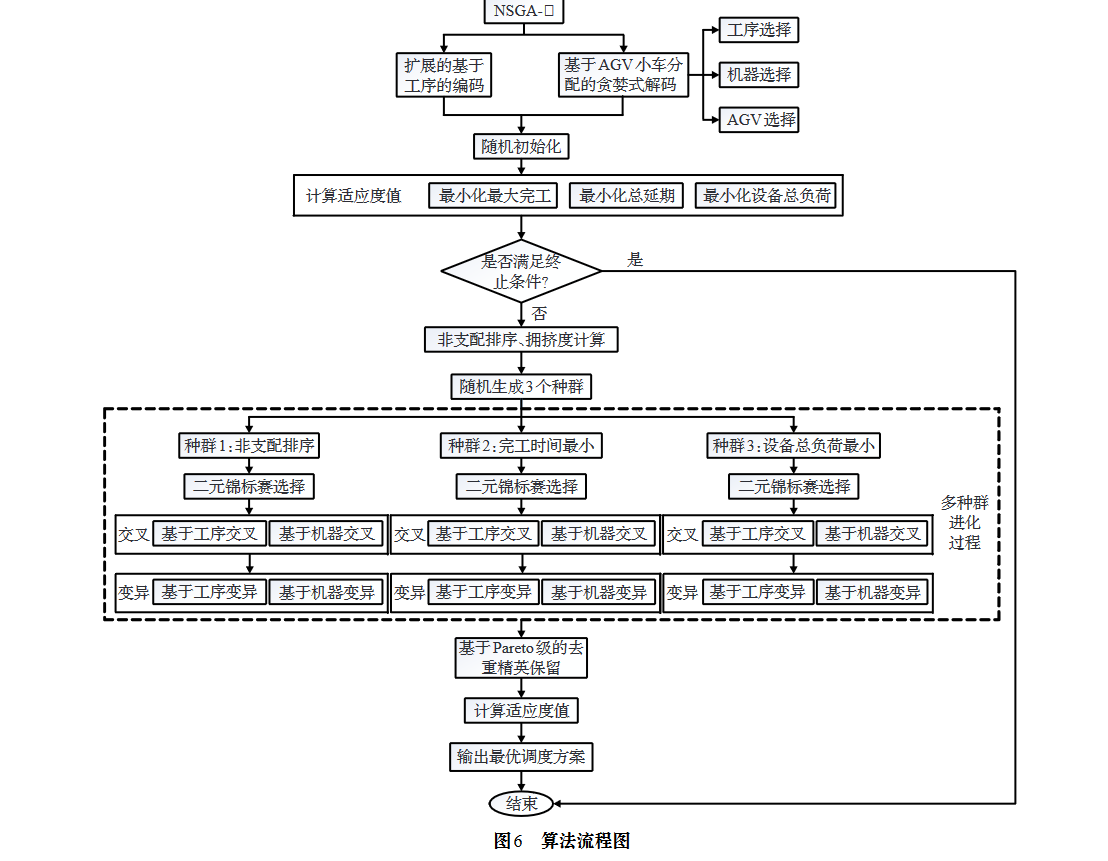
多目标优化:设置最大完工时间、总延期和设备总负荷最小三个目标
算法设计
AGV调度规则:单AGV和多AGV调度
算法编码与解码策略
基于机床和工序的二段式编码的求解效率更快,但在解码时如何处理约束,降低计算难度是难点。
基于工序和启发式策略的编码与解码策略-二段式编码
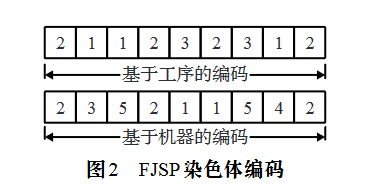
上述编码操作可以解决工序顺序和机器分配问题,而AGV的调度体现在解码中。本文构建了一种基于AGV分配的贪婪式解码策略。以图1染色体为例,具体步骤如下:
将染色体上相应的基因位转化为工序序列和机器号,通过选择加工机器确定工序开始加工时间;考虑工件与加工机器的约束确定AGV的运输时间;考虑AGV与机器的约束,通过AGV调度规则确定执行运输任务的AGV号。
改进NSGA-算法
















 1467
1467











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











