







1、研究背景描述
传统生产车间调度模型很多,也有很多从此方面入手的遗传算法,但是如果加上AGV就不多了,今天讲一下比较简单的带有AGV的生产车间调度问题。一般这样的带有生产调度和AGV调度的问题需要考虑:1、车间内生产的效率最高;2、AGV运输时效率最高,所以其实可以整合为一个求最小化调度时间的问题。
2、相关问题描述
含有AGV的柔性作业车间调度问题,考虑n种工件在m台机器上加工,并且由AGV负责工件在设备间的运输过程,每个工件均有多道具有顺序约束的工序,每道工序均具有一台或者多台可选加工机器,通过合理安排工序加工顺序和加工机器,使给定指标最优化。
3、模型及编码方式描述
3.1相关的主要模型及描述如下:
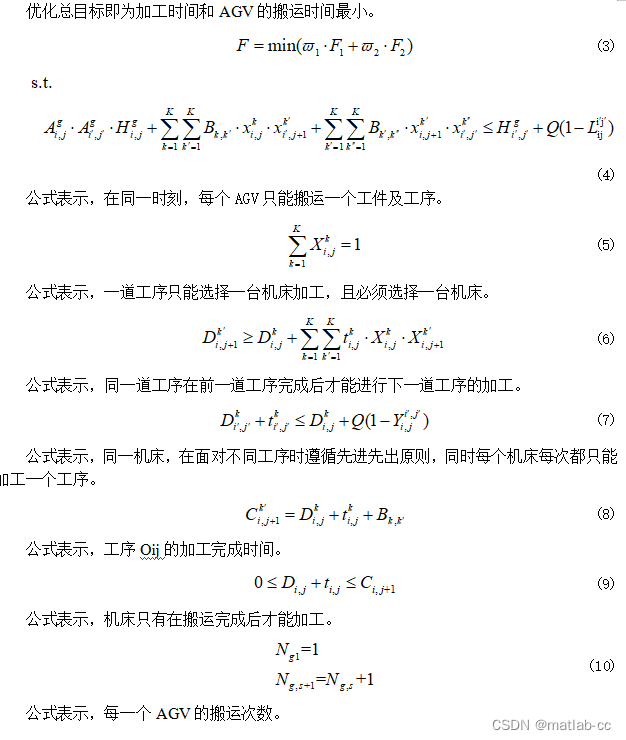
3.2主要编码方式
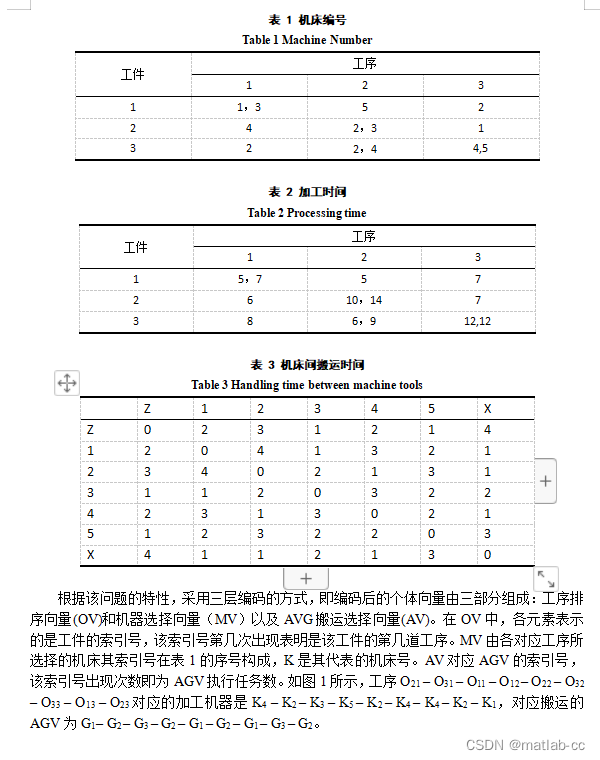
在编码的时候主要是采用了三层编码的方式,也比较简单,这里就不再过多的赘述,下面用图展示说明:

4、编码中需要注意的问题
4.1交叉变异中的问题
由于是三层编码,所以在交叉变异时,有个问题就是由于对前面的工序机床等进行了交叉,就会出现可能不对应的问题,某些工件的工序多余,某些工件的工序缺失,因此把工件工序多余的操作变为工件工序缺失的操作,并按照交叉前个体的操作机床和AGV,来进行调整。
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章
















 4144
4144











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









