







摘 要
本次毕业设计是根据深沟球轴承装配的每个步骤,综合现代机械设计制造及其自动化原理而设计的。是一台主要针对深沟球轴承的综合装配机械,可以完成深沟球轴承从外环、内环、钢珠的单体到轴承装配体的步骤。解决了针对手工装配带来的诸如清洁度、装配精准度和锈蚀等许多问题。本机械大量的运用了PLC控制液压气压元件实现运动,机构较为复杂。本设计是只针对机械结构入钢珠装置、分钢珠装置、入保持器及保持器组合装置、铆接装置、铆接检测装置、轴承传送装置等部分的设计。
关键词:入钢珠 分钢珠 保持器 检测装置 传送装置
1 深沟球轴承总体方案设计
1.1 深沟球轴承的装配方法
深沟球轴承是滚动轴承中最为普通的一种类型。在实际生产中使用也
最为广泛,能承受径向载荷、双向轴向载荷或他们组合成的合成负荷。由
于用途和工作条件不同,其结构变化较多,但基本结构都是由内环、外环、钢珠和保持器四个零件组成。如图2.1所示:
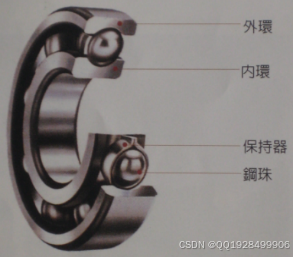
图2.1 深沟球轴承基本结构
(1)内环(又称内套或内圈) 通常固定在轴颈上,内环与轴一起旋转。内环外表面上有供钢球滚动的沟槽,称为内沟或内滚道。
(2)外环(又称外套或外圈) 通常固定在轴承座或机器的壳体上,起支
承滚动体的作用。外环内表面上也有供钢球或滚子滚动的沟槽,称为内沟或内滚道。
(3)钢球 每套轴承都配有一组或几组滚动体,装在内环和外环之间,起
滚动各传递力的作用。钢珠是承受负荷的零件,其大小和数量决定了深沟球轴承承受载荷的能力和高速运转的能力。
(4)保持器(又称保持架或隔离器)。将轴承中的钢珠均匀地相互隔开,
使每个滚动体在内环和外环之间正常地滚动。此外,保持架具有引导钢珠运动,改善轴承内部润滑条件,以及防止钢珠脱落等作用。
除了上述四个零件外,各种不同结构的深沟球轴承还有与其相配的其他零件。例如,防尘盖、密封板、挡圈及固定套等。
2.1 深沟球轴承装配机的总体设计
2.1.1深沟球轴承装配机的设计思路
根据深沟球轴承的生产流程,深沟球轴承装配的前一步工序是内外环
的选配。由于内外环都存在制造公差,所以为了达到足够的精密度,使轴
承具有合理的径向游隙(所谓滚动轴承的游隙,是将一个套圈固定,另一个沿径向的最大活动量),所以要根据内外环的制造公差进行选配。
深沟球轴承装配机的就是要对选配好的内外环进行装配。第一步时要
入钢珠,对于6203钢珠为7个,即把全部的钢珠注入到内外环之间。利用传感器进行控制以便保证钢珠数;下一步就要把钢珠等分开来,同时检测
每个等分位置上是否有钢珠;接下来是入保持器A片,根据上一步等分钢
珠的位置使保持器准确的落到钢珠上,并保证保持器的每个囊袋的位置正好有一颗钢珠;入保持器B片同样要使每个囊袋有一个钢珠;保持器的组
合要使保持器A片的铆钉准确的组合到保持器B片中的铆钉孔中,并施加
一定的压力,使保持器A、B片组合到一起,不至于很容易的脱落;铆接是在组合好的铆接状态下利用冲压模具对铆钉进行冲压,以达到要求的造头
高、造头径以及保持器之间的铆接密合度。由于要保证传送过程中保持器A
片和保持器B片不至于很容易的脱落,所以要使保持器A片在上方,保持器B片在下方。要检测铆接状态就要进行翻转,通过翻转机构翻转以
后,利用铆接检测装置进行检测。检测的主要内容为造头的高度以及铆接
的是否有落铆现象(由于保持器制造原因或者铆接时的故障导致的铆钉脱离保持器)。合格的产品进入下一流程。设计中由于涉及很多方面的运动,
为了更好的进行控制,需要大量的应用液压气压装置。
轴承装配的各工作站之间的传送,利用搬运抓手。搬运装置利用传动凸轮进行横向和纵向运动的控制,能协调一致的完成轴承的传送。
2.2.2全自动深沟球轴承装配机结构设计整体装配图
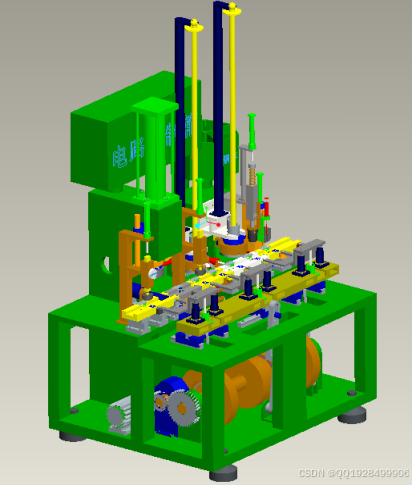
图2.6 全自动深沟球轴承装配机整体装配图
3 装配机构及检测装置的结构设计
3.1 入钢珠机构的设计
入钢珠是指把规定数量的钢珠注入内外环之间,并使钢珠能完整的在
内外环的沟径中运动。钢珠容器在入钢珠装置的后面,通过弹簧管道连接
入钢珠机构的钢珠入口。入钢珠装置整体图如图3.1所示。入钢珠首先要保证钢珠的数量,在盛有钢珠的容器下面装有传感器,能准确的计算控制
通过钢珠轨道的钢珠数量。
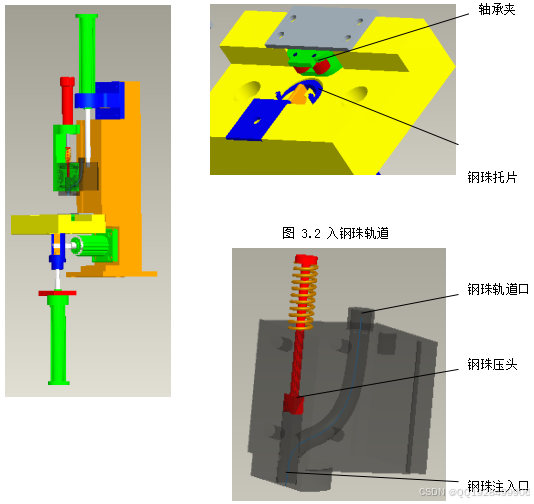
图 3.1入钢珠机构 图 3.3 入钢珠轨道
由于普通间隙6203轴承的径向游隙也很小,只有0.009mm—0.019mm所
以钢珠要装配到内外环之间就要使钢珠的中心水平面和内外环沟径的最深
处的水平位置在同一平面上,所以装配必须在如图3.2中所示的一个钢珠托片上进行。同时入钢珠完成以后必须对最后一个钢珠施以压力才能使其顺
利进入轨道,如图3.3所示的钢珠压头利用气压缸提供动力,实现对钢珠施
加压力。由于传送轴承的轨道是平的,所以要使治具接触到钢珠,下面必须有一个对治具的升降装置。传送轨道上要有一个对外环的夹紧装置。如
图3.2所示,设计了轨道轴承夹。
如图3.3所示为入钢珠的钢珠轨道头,当传感器感应到配套的内外环的
存在,顶部气压缸控制入钢珠轨道头沿着轨道下移直到接触到轴承内外环。
接着,7颗钢珠沿着轨道注入到内外环之间。然后由中间气压缸对最后一颗钢珠施加压力,同时侧面气压缸也施加力,共同实现把全部钢珠注入到内
外环之间的工作。
3.2 轴承传送装置的设计
3.2.1传送装置的整体设计
轴承传送装置是实现轴承装配的各个步骤之间的传送,要求定位准确。各个装配步骤的运动都要按照传送过程来安排。所以传送过程显得更加重要。根据实际情况,本设计采用了机械传动的方式。整个传送装置如图3.28所示:
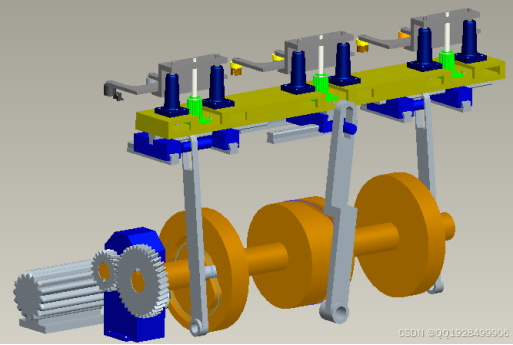
图3.28 轴承传送装置整体图
传送装置的原理如图所示,电动机经过减速器减速,然后由一对啮合的齿轮将运动传送到传动轴上,传动轴上的凸轮带动拨杆实现轴承搬运装置在轨道上的横向和纵向运动。从而实现传送要求。
3.2.2 传动凸轮的设计
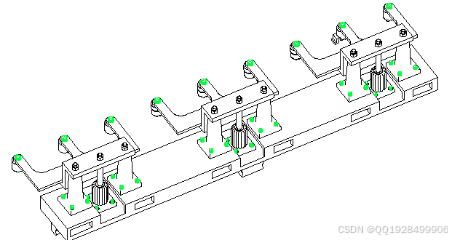
图3.29 轴承搬运装置
4 结论
通过本次论文的撰写得出以下结论。
随着信息技术的发展,利用计算机进行辅助选择装配成了新工艺、新方法、新技术的一个热点研究方向,越来越多的研究人员对此孜孜不倦的求索。在按经济要求规划的生产工艺下,开发相应的软件系统,用来改善产品的匹配质量。
因为大批量生产这种方式决定了球轴承和滚子轴承不但质量高,而且价格低,因而机器设计人员的任务是选择而不是设计轴承。滚动接触轴承通常是采用硬度约90HV、整体淬火钢制造的。但在许多机构上不使用专门的套圈,而将相互作用的表面淬硬到大约60HV。滚动轴承由于在工作中会产生高的应力,其主要失效形式是金属疲劳,这一点并不奇怪,目前正在进行大量的工作以求改进这种轴承的可靠性。轴承设计可以基于能够被人们所接受的寿命值来进行。在轴承行业中,通常将轴承的承载能力定义为这样的值,即承担的载荷小于这 个值时,一批轴承中将会有90%的轴承具有超过一百万转的寿命。
在生产实际中,往往会遇到一些困难。本文以 6308 轴承为例,针对轴承选配的一个生产实际问题,提出用改进的田口的质量理论规划指导生产工艺,接着又使用了蚁群算法,快速、高效、方便的利用计算机进行辅助选配。

















 1574
1574

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









