







摘 要
钻床是一种钻孔加工装置。钻床能完成大、中型部件的钻孔、车孔、扩孔等作业。二十世纪七十年代初期,钻床一般都是由常规的继电器来控制。在八十年代,由于数控系统的问世,该技术逐渐被应用到钻床中。
可编程控制器(PLC),是由计算机技术、自动化技术和通信技术构成的一种自动化控制设备,它具有分析数据能力强、能耗低、实用性好、安全性高、稳定度强等优点。本次毕业设计是用PLC作为控制器,对Z3040型摇臂钻床的控制系统进行设计,利用PLC对其进行了控制。
设计主要以Z3040摇臂钻床的基本功能为基础,添加了相应的功能,采用了三菱FX2N-64MR型PLC实现对摇臂钻床的控制,并设计出原理图、梯形图以及线路图等。采用西门子smart700触摸屏和三菱FR-D740变频器,实现调速控制和人机界面。通过调试,实现控制功能。本次所设计的控制系统,可以提高控制系统的工作性能和系统的稳定性和灵活性,简化控制系统结构。
关键词:可编程控制器(PLC);摇臂钻床;控制系统
Z3040型摇臂钻床控制系统
1 摇臂钻床的介绍
Z3040型摇臂钻床早期主要是采用继电器-接触器的传统操作模式,其运动控制比较简单。其动力源主要由四台独立的电动机独立驱动,因而其工作状态灵活,操作简便,在各类机械零件的加工中得到了广泛的应用。
Z3040型摇臂钻床主要由主轴箱、内柱、外柱、摇臂升降丝杠、主轴、冷却装置、工作台、摇臂等构成。
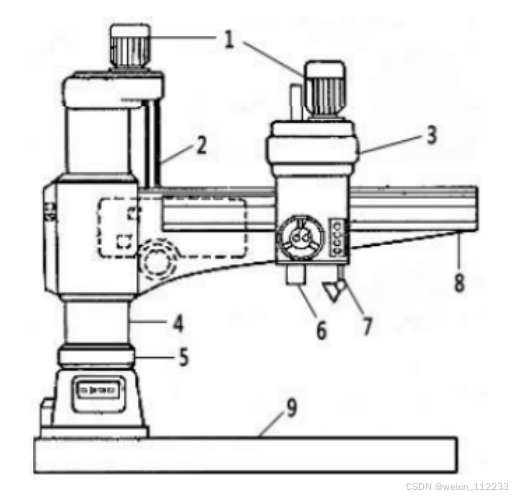
图1Z3040摇臂钻床基本结构图
摇臂钻床的功能
(1)摇臂钻床可用于中、大型金属部件的车孔和钻孔;
(2)外圆柱带动摇臂围绕内柱转动;
(3)摇臂在外柱上升降;
(4)主轴箱沿着摇臂轨道向左或向右运动;
(5)主轴箱:可完成各级主轴的旋转和进给。
(6)摇臂升降及夹紧:摇杆的提升与下滑是由一个马达和一个螺帽在柱子上完成驱动。摇臂是由液压钻石块夹持的。当摇杆提升或下滑加速结束时,通过装在液压缸上的电子开关自动地夹持和控制摇杆。
(7)主轴箱及立柱夹紧:主轴箱与立柱夹紧采用液压驱动并用金刚石块卡紧。
3.4 摇臂钻床的主电路图
M1是主轴电机,M2是摇臂升降电机,M3是液压泵电机,M4是冷却泵电机,QS是闸刀开关,FU1FU4是保险丝,FR1FR4是各电机的过载保护。
Z3040型摇臂钻床主电路图如图2所示。
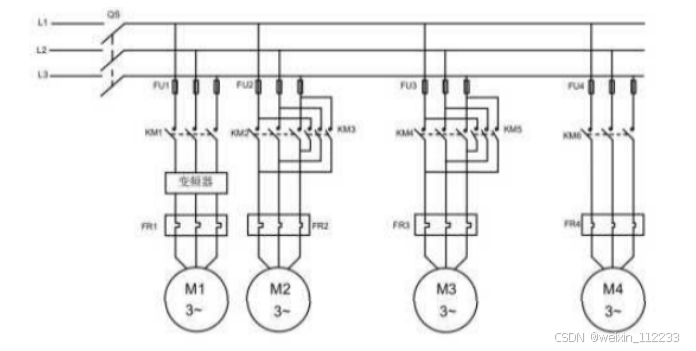
图2Z3040型摇臂钻床主电路图
模拟控制系统的流程图
模拟系统有手动和自动模式。如图1所示。
(1)自动控制模式
把手动/自动开关切换到自动模式。拨动自动启停开关,系统就会自动运转,自动操作指示灯亮起。在冷却泵电机指示灯亮起的状态下,2秒后,主轴电机开始启动,先低速运行,主轴电机指示灯、低速指示灯亮;5秒后,主轴电机切换到高速运行,,低速指示灯灭,高速指示灯亮,主轴电机指示灯依然亮着;再过5秒,主轴电机停止运行,主轴电机指示灯灭,摇臂松开电机运行,摇臂松开指示灯亮;过了5秒,摇臂松开电机停止运转,指示灯熄灭,摇臂上升电机开始工作,摇臂上升运行指示灯亮;5秒后,摇臂上升电机停止运行,摇臂上升指示灯灭,摇臂下降电机开始运行,摇臂下降指示灯亮;再过5秒,摇臂下降电机中断且指示灯灭,摇臂夹紧电机开始启动并运行,摇臂夹紧指示灯亮。3秒后,摇臂夹紧电机停止运行且指示灯灭,冷却泵电机指示灯灭,系统的自动控制完成。
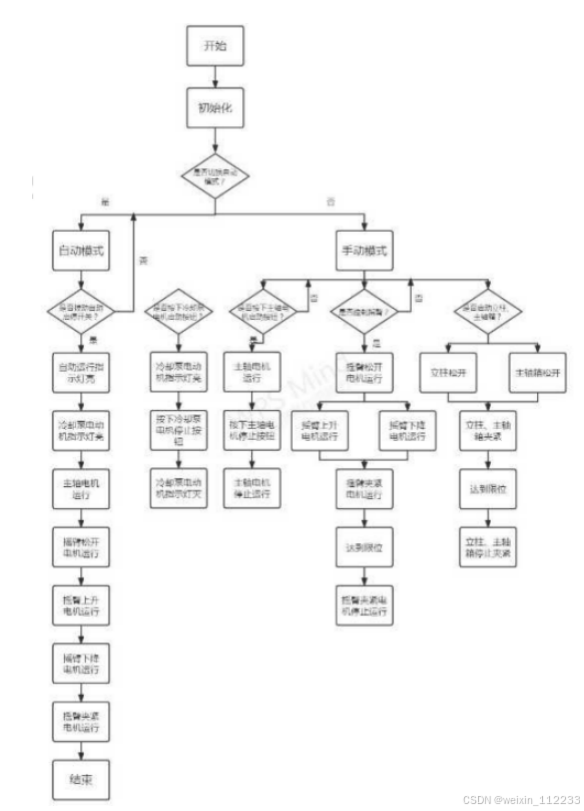
图1模拟系统控制流程图
模拟控制系统的软件设计
1 梯形图程序
程序分为自动控制程序和手动程序,如图1~2所示。
(一)自动控制模式
(1)拨动自动启停开关,自动运行指示灯点亮并自锁,系统进入自动控制模式。

图1自动控制程序图
(2)自动启停开关上升沿触发Y015,冷却泵电机指示灯亮起并形成自锁。

图2自动控制程序图
总结
本次设计以PLC为核心,运用变频器和触摸屏,设计并制作出了模拟控制系统,对摇臂钻床进行PLC控制,经过调试,实现了控制要求。
当拨动自动控制开关后,系统就能自动运行,完成主轴电机的运行、摇臂的升降、夹紧与松开。本系统的功能是自动化程度高、运行提示精准,并配有三菱变频器装置,用于调节主轴电机的转速;新增了触摸屏人机互动模式,按一下显示屏上的图标或者文字即可进行操作;增加手动控制,可防止在自动运行时,由于摇臂钻床出现故障而影响工作。
采用PLC进行摇臂钻床的控制,既简化了传统继电器方式的复杂线路,又使控制系统抗干扰性能提高、功能更加齐全、操作更加灵活。
随着科技的发展,摇臂钻床的生产工艺不断提高,社会对各类型号的摇臂钻床的需求量不断增加,使其品种不断更新。同时,随着PLC技术的发展,使用PLC摇臂钻床的控制系统更加完善、方便及稳定可靠。
参考文献
[1]高安邦,薛岚,刘晓燕等.三菱PLC工程应用设计[M].北京:机械工业出版社,2010
[2]贺哲荣,石帅军.流行PLC实用程序及设计(三菱FX2系列)[M].西安:西安电子科技大学出版社,2016
[3]孙晋,张万忠.可编程控制器入门与应用实例(三菱FX2N系列)[M].北京:中国电力出版社,2010
[4]公利滨.图解欧姆龙PLC编程108例[M].北京:中国电力出版社,2014
[5]史国生.电气控制与可编程控制器技术(第四版)[M].北京:化学工业出版社,2019
[6]肖雪耀.三菱PLC快速入门及应用实例[M].北京:化学工业出版社,2017
[7]张万忠.可编程控制器入门与应用实例(西门子S7-200系列)[M].北京:中国电力出版社,2005
[8]程子华,阳胜峰.触摸屏应用技术[M].北京:人民邮电出版社,2010
[9]常斗南,翟津.三菱PLC控制系统综合应用技术[M].北京:机械工业出版社,2012
[10]殷庆纵,李洪群.可编程控制器原理与实践(三菱FX2N系列)[M].北京:清华大学出版社,2010
[11] Khudier Khalid Hussien, Mohammed Khalid G. and Ibrahim Mayyadah Sahib. Design and Implementation of Constant Speed control System for the Induction motors Using Programmable logic Controller (PLC) and Variable Frequency Derive (VFD) [J]. IOP Conference Series: Materials Science and Engineering, 2021
[12] Onaifo F, Okandeji A.A., Folorunsho O, Essien U.E., Oyedeji A.O.and Abolade O.R. Comparison of the reliability of programmable logic controller and electromagnetic relay control in industrial production line[J]. Nigerian Journal of Technology Volume 38, Issue 4. 2019. PP 1030-1030

















 1664
1664

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









