







摘 要
本次设计的课题是高压气瓶固定支耳机械加工工艺设计,广泛用于国防军事领域的武器和武器装备、航空航天、光电仪器仪表等多个行业。以导弹系统中的高压气瓶为例,高压气瓶的固定安装对导弹和发射装置的作战效能及安全性有着重要的影响。有此可见,高压气瓶固定支耳的设计至关重要。即固定了气瓶又实现了气瓶与装置之间的震动传导,对导弹的精准打击有了保障。、零件支耳由于环境比较苛刻,对材料性能和结构作用有较大的要求。耐高温,高压,耐磨,冲击振动,质量轻,设计小巧。本文根据零件的生产要求,并进行了机械制造工艺规程设计。
高压气瓶固定支耳是带有一定弧度的薄片,使用时,在圆形周边外围平均设置三个支耳,在三个支耳上分别设置固定孔,并通过销钉将固定孔固定在支脚上。而三个支耳之间用钢带卡箍缠绕固定。并对零件进行工艺分析合理安排工序,安排合理的加工路线,手动编出程序加工出最终零件,模拟观察在自己加工过程中所犯的错误找出不足加以改正,如背吃刀量、毛坯、进给量等等一系列参数。还要利用CAD制出图纸,根据图纸加工实物,最终完成毕业设计。
关键词:气瓶; 机械加工;工艺设计;编程
1机械加工基准,工艺路线的设计
1.1 定位基准的确定
定位基准在机械加工中起着至关重要的作用,并且也是过程规程设计中最重要的任务之一。定位基准的确定分为两类:一是粗基准的确定,二是精基准的确定。不同的选择对加工面精度有巨大的影响。为了提高产品的加工质量和生产效率,有必要正确选择基准。基准选择的差异将导致加工工艺路线不同,这可能会导致耗时且劳动密集型,并影响生产效率。因此,选择正确的基准非常重要。
1.2 选择粗基准
在实际的生产和加工过程中,当零件开始加工时,所有表面均未加工,只能将毛坯面当作定位参考。这种未加工工件的表面称为粗基准,在选择粗基准时,为了确保零件上重要表面的加工余量均匀,应选择重要表面作为粗基准。零件上有一些重要的工作表面,具有很高的精度。为了满足加工精度要求,在粗加工时应使加工余量尽可能均匀。还应确保可以为零件的每个加工表面分配足够的加工余量。 应选择加工余量最小的表面作为粗基准[19]。
在对零件支耳进行毛坯加工时,车俩侧端面皆选择另一端面为粗基准面进行加工。线切割零件时,从穿丝孔中穿入进而加工,加工选择的也是粗基准。总之,对加工没有精度要求或是有下一步的精加工时,均可选择粗基准为参考。
1.3 选择精基准
加工后的表面称为精细基准。 以粗基准加工完成的作为精基准进行工件加工。选择精基准应遵循以下原则。 以设计基准为定位基准,以避免不重合为重合原理的基础,为避免参考转换中的错误,对每个加工面进行加工采用相同的参考处理作为标准统一原则。 精加工表面余量小而均匀,来提高加工表面本身的精度作为参考原理,提高加工表面本身的精度,提高重要表面成分的相互定位精度,并使剩余量小而均匀。 统一作为参考原则。 最后,它还应符合标准化,安全性和可靠性以及易于操作的原则[19]。
支耳零件是一个薄片,有着许多精度要求。加工时应选择已加工的表面作为参考基准,也就是精基准。支耳的内外圆都有精度要求,要选进行粗加工留量,在选择粗加工表面进行精加工。支耳的加工部位是一个腰型孔,腰型孔没有精度要求但位置有着精度要求,为了避免产生误差对零件与其他部件配合出现影响或者精度达不到要求,所以应该选择以中心台面为基准面,以图纸上边界到腰型孔的数值来作为定位,进行加工从而达到要求。
2 工艺路线的制定
2.1 选择表面加工方法
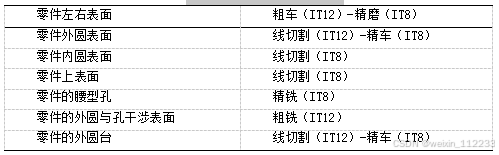
根据各个表面的加工图纸中的要求以及各种加工方法中能达到的经济精度和表面粗糙度,气瓶固定支耳零件的主要表面的加工方法和数据查《几何量公差与检测》所得如表格3.1所示
表3.1支耳表面的加工方法
3 夹具设计
3.1 夹具结构和类型
由于高压气瓶固定装置支耳是带有一定弧度的薄片,加工时不宜装夹,对于这种带有弧度的薄片支耳,车工是不能直接加工的,强行加工会有支耳破裂的风险,必须设计一个夹具,夹具设计要方便车工的加工,拆卸简单,还要加快加工速度。在设计和加工过程中,机床专用加工夹具有很多种类型,总体来说大致可以分为以下几种:通用夹具,专用夹具,可调夹具,组合夹具,随行夹具[6]。 在本次设计中所涉及的夹具是大多数类型中比较常见的专用夹具,再设计中应满足一下要求:
⑴ 在车削过程中,由于主轴转速高,需要设计对刀装置,对刀装置需要与夹具刚性连接。
⑵ 车削加工时,夹具设计必须有定位键或者是定位装置,从而确定夹具在机床上的位置,并且保证它的精度。
本文所设计的是加工尺寸为直径100×长110的圆柱工装夹具。由于该气瓶支耳固定零件不规则,通用零件无法夹持或者无法保证其尺寸要求,所以必须设计专用夹具来进行定位和装夹。
3.2 夹具定位装置
加工时以圆柱台阶面,压块和台阶俩端面确定三个自由度,四个φ为12的孔确定另外三个自由度,定位元件包括四个压块,4个螺栓和螺母,如表6.2所示。零件满足自由度要求,即支耳零件完全定位,如图6.1所示。支耳零件的固定主要靠螺栓拧紧力,压块零件支耳面与面接触为防止零件和螺栓之间有擦伤,加大对支耳零件的固定。
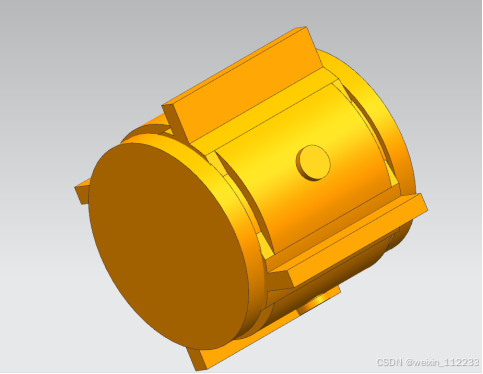
图6.1专用夹具
结合夹具装配图可以看出,该夹具是通过4个螺钉4个压块进行定位。,夹具形如圆柱,旋转后方便车工加工。夹具外圆弧与支耳内圆弧吻合接触,外有挡片压在支耳上,挡片与支耳,夹具圆柱间紧密接触,并有螺钉固定。一次装夹可安装4个支耳,主要优点是方便零件的装夹,所用的费用少并且节省工时。加快车工加工速率。便于拆卸安装。
3.3 夹紧力的计算和技术要求
⑴ 根据夹具来估算夹紧的可靠性:对加工此工序来说,夹紧力有足够的安全系数,可不进行夹紧力验算。
⑵ 根据夹具技术条件的制定原则与方法,本次设计夹具的技术条件如下:装配时定位销与零件左侧面贴和、轴线与定位板侧面垂直。夹具底座安装在工作台面保持水平贴合,最大间隙不大于0.02[21]。
6.2.4 夹具精度分析
在夹具设计完成后,还应该对夹具的精度进行分析,从而确保设计的夹具是否能够满足工件的加工要求。在加工工序所规定的精度要求中,与夹具密切相关的是被加工表面的位置精度,位置尺寸和相互位置关系的要求[19]。影响该位置精度的因素可分为定位基准基,安装,加工三部分组成,夹具应满足各个部分的误差之和不超过工序所允许的限度。
⑴ 定位基准是指加工表面所利用已加工过的表面为参考面,来保证被表面的精度要求。它们之间的误差主要由工艺规范确定,参考面的精度高所以被加工表面的精度要求也高,所以固定基准误差几乎为零。
⑵ 安装的误差主要是指与工件在夹具上以及夹具在机床上安装的有关误差,它包括定位误差,夹持引起的误差,机床夹具安装时认为的误差[24]。这些主要是安装面和机床之间引起的误差,通过调整刀具位置和修正表面安装都可以减少安装误差或者基本可以基本消除这些误差。
⑶ 加工产生的误差是指工艺加工过程中系统的变形、磨损和加工过程中不准确调整造成的原始尺寸误差。它主要包括机床相关的误差,刀具磨损,刀具和切削轴之间不同轴以及工件和工具变形或者热变形产生的误差。总的来说这些写误差一般是不可以避免,但是为了保证加工的精度,需要降低这些误差的数值。
以上诸因素都是造成被加工表面位置误差的原因,它们在原始尺寸方向上的总和应小于该尺寸的总的公差,即应满足不等式
总的公差≥定位基准产生的公差+安装产生的公差+加工产生的公差
这个公式称为计算不等式,每个产生的公差都按照最大值计算,当然这些误差通常不会按照最大值出现,所以在校核的计算过程中,它的总公差会远远小于它所要求的公差[21]。所以通过以上分析该夹具设计合理。

图6.3支耳零件实物
4 结 论
本次工艺设计,对设计的多种方案进行对比和查阅相关材料及所学的理论与实践知识,经过分析,改进,审核,解决了诸多问题。一是对支耳零件进行严谨工艺流程,即要严格确保产品质量,也要加快加工速率。为此设计一个夹具,夹具设计要方便生产车间的加工,拆卸简单,还要加快加工速度。二是在军事武器上,为导弹发射提供燃料并实现震动传导,确保了击中目标的准确性。在交通行业中,作为安全设备。发生危险瞬间充气来保障安全,支耳在实际使用中有着显著的作用。
根据相关的工艺设计理论,以及相关的国家标准,进行设计,方案合理可行,对同类产品机加工工艺方案设计有一定的代签意义,可供相关技术人员参考。本次毕业设计存在许多难点,在选取材料的时候还需考虑加工性能以及工件的应力情况,不同材料硬度也是不同的,必须保证工件的使用寿命,对于实物加工方面通过多种机床以及工序来进行加工,要考虑到是否需要专用夹具来对工件进行生产,也要考虑市场的竞争性。

















 797
797

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









