







螺旋齿轮即齿线为圆柱螺旋线的圆柱齿轮,用于传递既不相交、又不平行的轴间的运动,具有以下优点:①传动时接触的齿数较多,传动均匀、噪声小;②能传递较大动力;③能够应用于两轴相互平行或两轴成任意角度而不相交的情况。目前在新能源汽车中应用广泛。
然而在实际加工过程中,双联螺旋行星齿轮的制造以及装配都十分复杂。基于这种情况,为了改善齿轮加工的精度,提高制造以及装配的效率,我们通过探索双联行星齿轮对齿、装配的条件,提出了一种新式的高效对齿方法。
双联螺旋行星齿轮装配条件
行星齿轮传动系统中,NW型、WW型和NN型具有双联行星齿轮结构,如图1所示。行星齿轮传动在确定齿轮的齿数时除了满足传动比条件、同心条件和邻接条件外,还需要满足一定的装配条件。在实际设计和装配中,双联齿轮根据两行星齿轮之间是否可以相对调整又有着不同的装配要求。双联行星齿轮装配条件推导简图如图2所示。
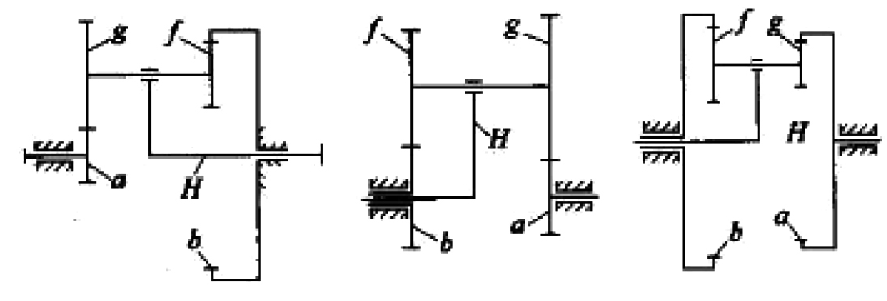
图1
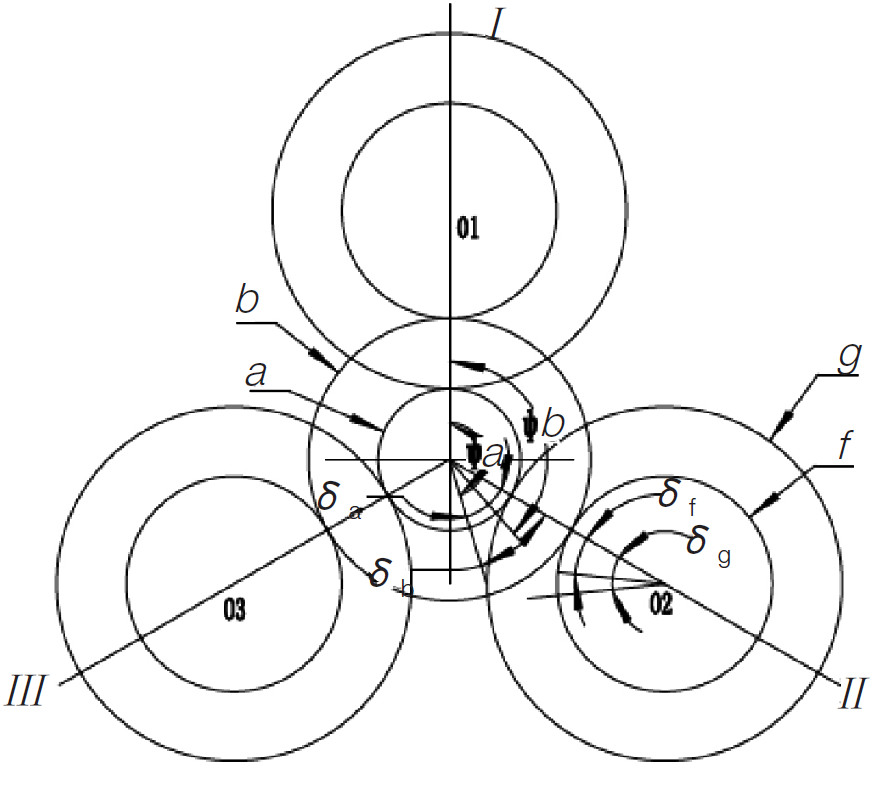
图2
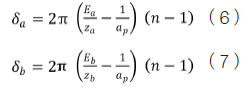
中心轮a、b,行星轮g、f,三个行星轮均布。I号行星轮的零错位与OI线重合,设a上的ka齿与g轮的kg齿啮合,由于
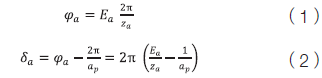
式中,ap为行星轮个数;Ea为接近于za/ap计算值的较大整数,若za/ap=整数,则Ea=za/ap。

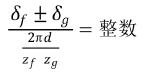
然后从轮b和轮f啮合触发分析δf。由于I号行星轮零错位与OI重合,从而确定了轮b的角向位置。位于距OI线位置上,轮b的齿hb与轮f的齿hf啮合。
可以得到
式中,δa、δb、δf、δg分别为a、b、f、g四轮上,中心圆周的ap等分线,与所研究齿的对称线之间的夹角。
不同位置下的δa,δb由下式确定:
式中,n为行星轮编号。
综上所述,从保证装配要求触发,需要轮g相对于OⅡ偏转δg,则轮f与g的相对角度(即错位角)为δf-δg,如果在轮f和g的所有错位角中能找出一个与上述δf-δg相等,即下式

成立,则可以保证装配。式中右边的“±”号,“+”用于“内 外”啮合;“-”用于“内 内”啮合或“外 外”啮合。
上式中左边括号内为整数,所以
所以
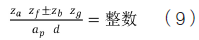
上式即为装配条件公式。
双联螺旋行星齿轮装配方法
1.双联螺旋行星齿轮的两个齿圈相对固定,不可调整时的对齿、装配在NW型、WW型和NN型三种型式的行星传动系统中,行星齿轮为双联齿轮。当双联行星齿轮的两个齿圈相对固定时,双联齿轮则为同一个胚料上插齿得来的,是一个不可调整的零件。这时,其需要满足的装配条件有两个:一是从制造上要求双联行星齿轮中的两个齿圈上各有一齿或齿槽的中心线重合于同一径向直线,且分布在该径向直线的两端(NW型)或同一侧(NN型或WW型),并且给这两个特定的齿轮做上记号,作为装配时定位的标记;二是其齿轮的数量与行星齿轮个数之间必须满足装配条件公式(9)。
在传统制造工艺中,双联行星齿轮的两个齿圈的相对位置在设计初期就已经确定好了,在插齿过程中严格按照设计执行,并且在齿轮啮合位置做好标记,后期组装的时候按照标记装配即可。这种对齿、装配方式限制了设计时齿轮数量和速比的选择。并且,传统工艺只能对大齿轮进行磨齿,小齿轮不能磨齿,对齿轮精度和齿轮啮合也有一定的影响。
2.双联螺旋行星齿轮的两个齿圈相对之间可以调整时的对齿、装配在双联螺旋行星齿轮的两个齿圈相对之间可以调整的情况下,我们只需要让行星传动系统满足传动比条件、邻接条件和同心条件即可,不需要满足装配条件公式(9)。但是,这种方式虽然在理论上十分简单,可是在实际加工中却很难完成。所以我们发明了一种对齿工装和方式,将对齿和装配分开进行,极大地提高了效率。
新型高效对齿方法利用特制的工装,在双联齿轮啮合的时候进行压装,如图3所示。这样不仅可以对双联行星齿轮的两个齿圈分别进行加工,也可以无视齿数限制的条件,只需要满足设计的速比和行星排构成的条件即可。而且,新型对齿方法使用简单,效率高,可以用于大规模生产,具有广阔的应用前景。
装配步骤为:①在装配工装上安装太阳轮和小行星齿轮,完成大太阳轮和小行星齿轮的对齿;②安装大行星轮,使大行星齿轮和小行星齿轮保持水平放置,并且大行星齿轮与小太阳轮或齿圈在竖直方向上有一部分啮合;③安装工装定位圆盘,使各个齿轮相对固定,上压机进行压装,直至大行星齿轮下端压装到位;④标记好太阳轮或内齿圈与各个行星齿轮啮合的位置后,将双联行星齿轮进行焊接加工。焊接为一体后进行平面加工;⑤组装行星排,按照齿轮上标记的对齿位置一一对应进行装配。具体装配步骤如图3所示。

图3 双联螺旋行星齿轮装配对齿过程( 步骤按箭头顺序1 ~ 5)
总结
由于加工和装配难度的问题,双联螺旋行星齿轮的应用很少,但是新式的对齿方式在满足传动比、邻接和同心条件的基础上可以不受装配条件限制即可满足装配。双联齿轮的两个行星齿轮也可以分开磨齿加工,提升了齿轮的精度,并且操作简单,提升了工作效率,适合批量化生产,在未来汽车市场具有广阔的应用前景。
-完-
 这是AI制造(AI-Production)发布的第2059篇文章。
这是AI制造(AI-Production)发布的第2059篇文章。
车小匠无限搜集无限整理各种原创各种干货,
只为给爱制造的你你你!!
我们有多个不同主题的技术交流群可加入,
若您感兴趣,
欢迎关注《AI制造》订阅号的同时添加车小匠微信:18701170732
前路还长,AI制造渴望您的陪伴~~
让我们一起变得更好!!
















 2434
2434











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









