






 本文详细介绍了奥太系列焊机如何与Fanuc机器人进行以太网和DeviceNet接口配置,包括焊接时序、模拟接口和数字接口的说明,以及DeviceNet通信数据表,提供了接线示例和地址设置步骤。
本文详细介绍了奥太系列焊机如何与Fanuc机器人进行以太网和DeviceNet接口配置,包括焊接时序、模拟接口和数字接口的说明,以及DeviceNet通信数据表,提供了接线示例和地址设置步骤。
 动动手指,点击上方蓝字关注我们
动动手指,点击上方蓝字关注我们
sefd
奥太机器人系列焊机是为了实现与焊接机器人的配套而设计产生的,主要是在公司原有机型的基础上增加可连接机器人的接口,并配套特殊的送丝机而实现的。
01
焊机的分类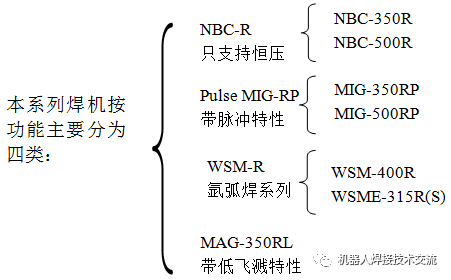
NBC-R系列主要针对普通碳钢焊接。
Pulse MIG-RP系列既有平特性功能,又有脉冲功能;可实现不锈钢、铝、铜等有色金属的焊接。
WSME-R系列为交直流脉冲氩弧焊机,分为带送丝系统和不带送丝系统。
MAG-350R既有平特肖功能,又带低飞溅功能,适合碳钢、不锈钢薄板焊接。
02
控制时序焊接时序简单描述如下:
配机器人焊接时,焊机选择为二步工作模式。
1)机器人输出开始焊接命令,焊机先进入提前送气阶段(T1);
2)提前送气结束后,进入引弧阶段,此阶段焊机输出空载电压,送丝机开始慢送丝,直至焊丝与工件接触,开始接触引弧(T2,取决于焊丝端部距离工件的距离和慢送丝速度。);
3)引弧成功后,焊机进入正常焊接状态,同时会产生引弧成功信号通知机器人,机器人可根据实际需要调整或不调整焊接参数,整个焊接过程焊机按照机器人给定的参数输出电压、送丝(引弧电流T3、焊接电流T4、收弧电流T5由机器人控制);
4)焊接完成时,机器人停止开始焊接信号,则焊机根据设定的回烧时间(T6)自动完成回烧;
5)回烧结束后,进入延气阶段,预先设定的延气时间(T7)到,则结束整个焊接过程。
时序图如下:
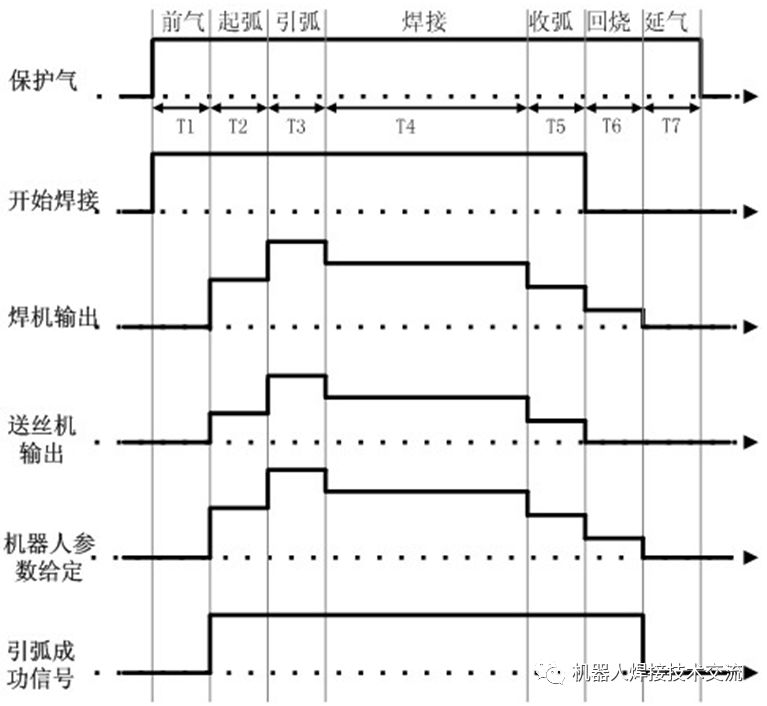
注:图中信号“开始焊接”和“参数给定”由机器人输出,其余均由焊机控制输出。
上述过程中的变量T1、T7以及慢送丝速度都可以通过焊机的控制面板完成设置,具体的设置方法和范围请参考焊机使用说明书的隐含参数调节部分。
配机器人焊接时,回烧时间(T6)建议由焊机控制,具体的设置方法和范围请参考焊机使用说明书的隐含参数调节部分。
03
接口形式目前本系列焊机有两大类接口形式:模拟接口和数字接口。
模拟接口包含电压电流给定、启停控制、引弧成功反馈等信号,在要求不高的条件下,能满足机器人焊接的需求。具体接口描述如下:
4号线为外部供电信号(接机器人控制柜+24VDC电压)
5号线为电压给定信号(0-10VDC对应弧长校正-5 +5)
6号线为电流给定信号(0-10VDC对应0-500A)
7号线为手动送丝开关
8号线为气检开关
9号线为启停开关
10号线为手动退丝开关
11号线为模拟给定信号地
12、13号线为电流有无(引弧成功)触点信号(有电流接通)
14、15号线为始端反馈触点信号
16、17号线为防碰撞触点信号(预留)
18、19号线为始端检测使能信号
数字接口数字接口目前主要有DeviceNet、CAN、485、以太网等通信方式,除模拟接口可实现的控制量外,还可以控制焊机的焊接模式、焊材选择、调用存储通道,接收焊机实际焊接数据和故障信息等,具体的通信数据见附录1《DeviceNet通信数据表》。
在进行正式接线前,需确保焊机与机器人电源已经断开,并且做好绝缘以及防触电的准备。
接线方式(以DeviceNet通信为例)应如下图所示


04
与FANUC机器人的数字通讯配置01机器人Devicenet板地址设定对Devicenet板的地址进行设定,如下图所示:
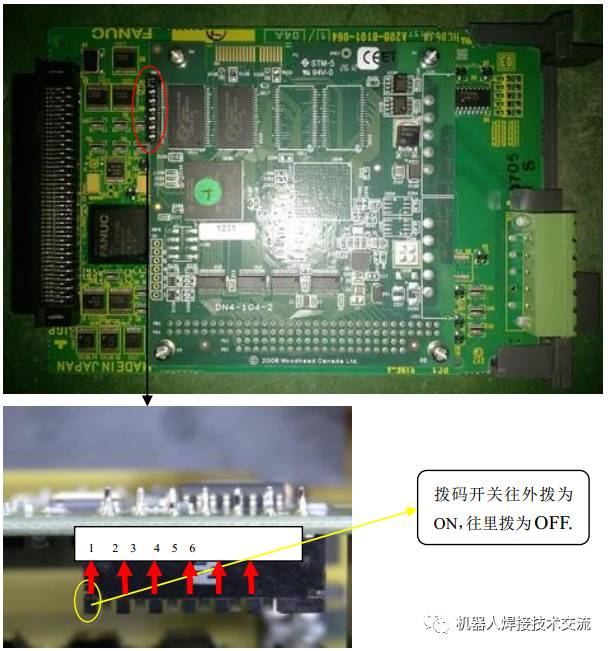
Devicenet板的地址可设为81—84,如上图所示,Devicenet板的Switch值从左到右依次为1,2,3,4,5,6 。Devicenet板的地址对照表如下图所示:
Devicenet地址 |
Switch 1 |
Switch 2 |
Switch 3 |
Switch 4 |
Switch 5 |
Switch 6 |
81 |
OFF |
O |
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章


















 529
529

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









