






 本文详细介绍了三菱PLC中的高速计数器C235-245、C246-C250的使用方法,包括设置、复位、比较和赋值等,以及CMP、ZCP和INCDEC指令的应用。同时涵盖了光电编码器的工作原理和PLC控制系统的一般设计步骤,如控制要求分析、硬件选择和软件设计等。
本文详细介绍了三菱PLC中的高速计数器C235-245、C246-C250的使用方法,包括设置、复位、比较和赋值等,以及CMP、ZCP和INCDEC指令的应用。同时涵盖了光电编码器的工作原理和PLC控制系统的一般设计步骤,如控制要求分析、硬件选择和软件设计等。
文章目录
高速计数器
C235-245
32位双向计数,可以增可以减
高速计数器
计数的频率上千次每秒,100khz以上
高速脉冲输出的传感器配套使用
C235-245,
235-240一种类型,6个,对应X0-X5,U/D(增计数,减计数)
241-245一种类型
M8235-M8245,控制加计数还是减计数,控制X0
R,复位,C241,X0,U/D,X1,R(外部复位输入)
S,外部启动输入
A,A相输入
B,B相输入
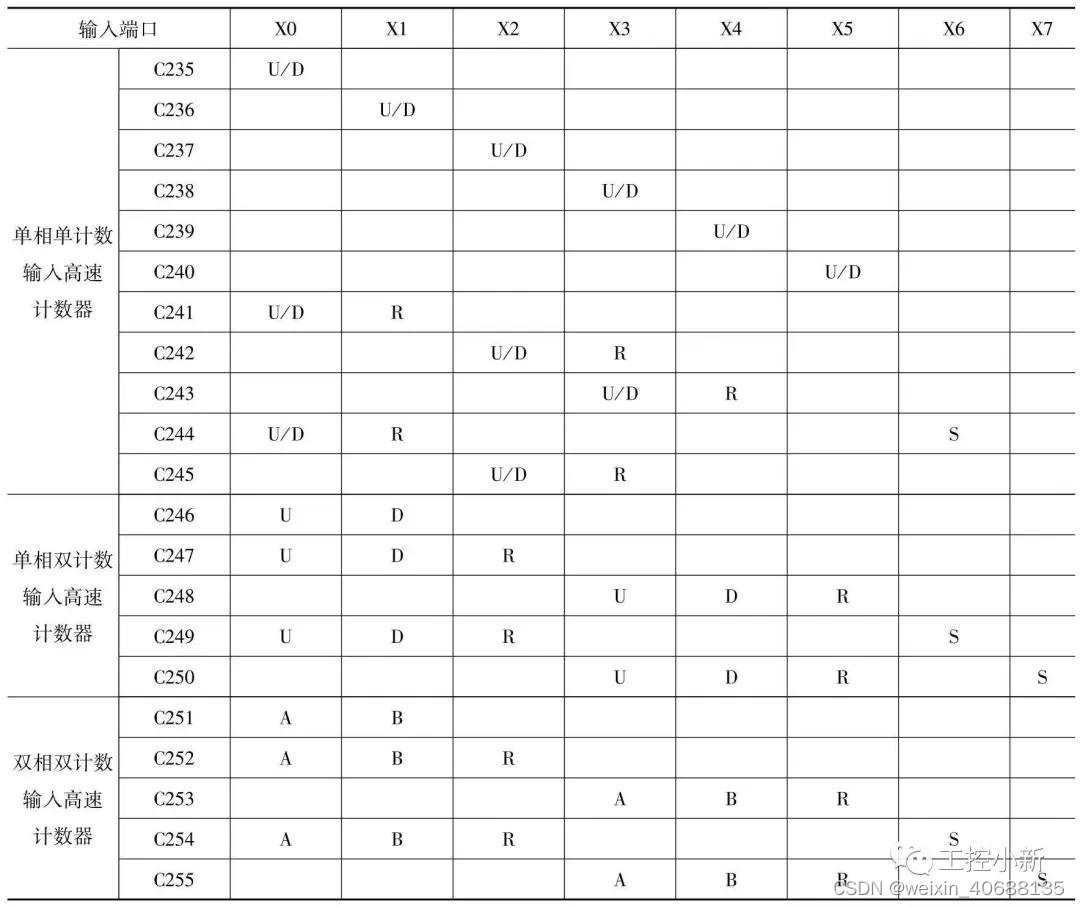
输入表描述:U为加计数输入,D为减计数输入,B为B相输入,A为A相输入,R为复位输入,S为启动输入。
C246-C250
单相双计数,一个点增,一个点减
注意事项
高速计数器都是32位的,其设定区间为K-2147483648∽+214783648。
高速计数器的特点是:
高速计数器的计数与PLC的扫描周期无关,即使PLC停止运行或进入监视模式,高速计数器也会继续工作。
高速计数器可以由外部输入信号控制其复位和启动,例如X0可以控制C235的复位和启动。
高速计数器可以设置上限值和下限值,当达到上限值时会输出一个上限触点(如CC235),当达到下限值时会输出一个下限触点(如CD235)。
高速计数器可以设置方向控制信号(如X1),当方向控制信号为ON时,高速计数器正向加法运算;当方向控制信号为OFF时,高速计数器反向减法运算
。
CMP 指令
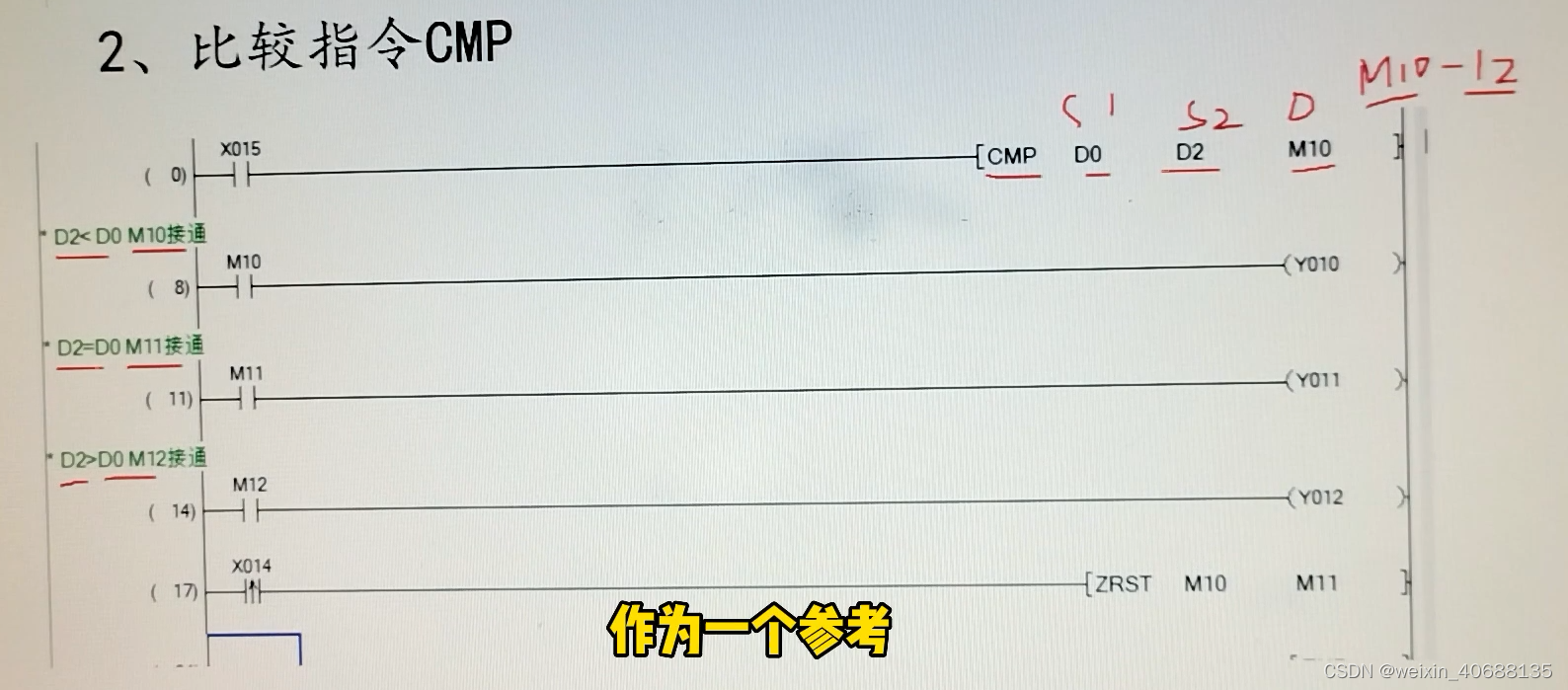
三种情况,存在连载一起的三个寄存器
CMP的指令代码为FNC10,ZCP的指令代码为FNC11,两者待比较的源操作数[S·]均为K、H、KnX、KnY、KnM、KnS、T、C、D、V、Z,其目标操作数[D·]均为Y、M、S。
CMP指令的功能是将源操作数[S1·]和[S2·]的数据进行比较,结果送到目标操作元件[D·]中。在图13-3中,当X0为ON时,将十进制数100与计数器C2的当前值比较,比较结果送到M0~M2中。
若100>C2的当前值时,M0为ON,若100=C2的当前值时,M1为ON,若100<C2的当前值时,M2为ON。当X0为OFF时,不进行比较,M0~M2的状态保持不变。

ZCP 指令
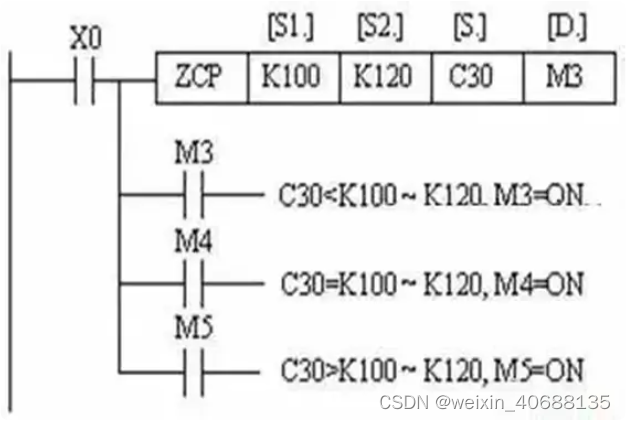
ZCP指令的功能是将一个源操作数[S·]的数值与另两个源操作数[S1·]和[S2·]的数据进行比较,结果送到目标操作元件[D·]中,源数据[S1·]不能大于[S2·]。当X1为ON时,执行ZCP指令,将T2的当前值与10和150比较,比较结果送到M0~M2中。
若10>T2的当前值时,M0为ON,若10≤T2的当前值≤150时,M1为ON,若150<T2的当前值时,M2为ON。当X1为OFF时,ZCP指令不执行,M0~M2的状态保持不变。
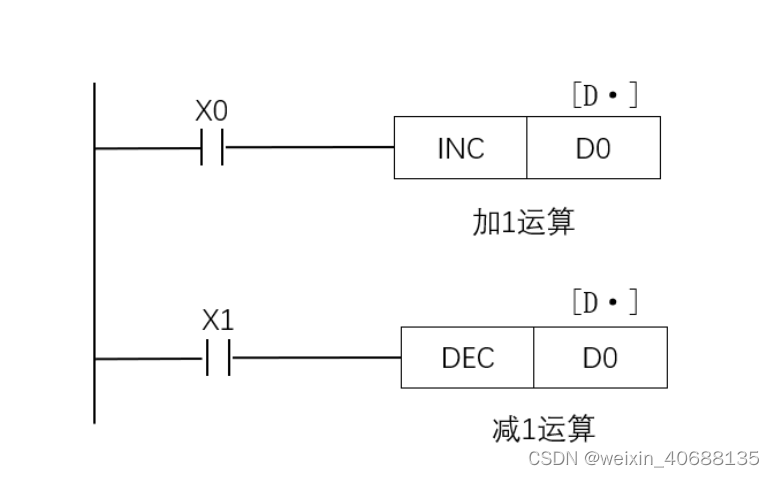
INC DEC 指令
使用脉冲执行时,每检测到执行条件的上升沿[D·]会自动加1/减1。
使用连续执行时,则每个扫描周期加1/减1。
三菱PLC控制系统一般设计方法
- 分析控制系统的控制要求
熟悉被控对象的工艺要求,确定必须完成的动作及动作完成的顺序,归纳出顺序功能图。
- 选择适当类型的PLC
根据生产工艺要求,确定I/O点数和I/O点的类型(数字量、模拟量等),并列出I/O点清单。进行内存容量的估计,适当留有余量。根据经验,对于一般开关量控制系统,用户程序所需存储器的容量等于I/O总数乘以8;对于只有模拟量输入的控制系统,每路模拟量需要100个存储器字;
对于既有模拟量输入又有模拟量输出的控制系统,每路模拟量需要200个存储器字。确定机型时,还要结合市场情况,考察PLC生产厂家的产品及其售后服务、技术支持、网络通信等综合情况,选定性能价格比好一些的PLC机型。
- 硬件设计
根据所选用的PLC产品,了解其使用的性能。按随机提供的资料结合实际需求,同时考虑软件编程的情况进行外电路的设计,绘制电气控制系统原理接线图。
- 软件设计
软件设计的主要任务是根据控制系统要求将顺序功能图转换为梯形图,在程序设计的时候最好将使用的软元件(如内部继电器、定时器、计数器等)列表,标明用途,以便于程序设计、调试和系统运行维护、检修时查阅。
模拟调试。将设计好的程序下载到PLC主单元中。由外接信号源加入测试信号,可用按钮或小开关模拟输入信号,用指示灯模拟负载,通过各种指示灯的亮暗情况了解程序运行的情况,观察输入/输出之间的变化关系及逻辑状态是否符合设计要求,并及时修改和调整程序,直到满足设计要求为止。
- 现场调试
在模拟调试合格的前提下,将PLC与现场设备连接。现场调试前要全面检查整个PLC控制系统,包括电源、接地线、设备连接线、I/O连线等。在保证整个硬件连接正确无误的情况下才可送电。
将PLC的工作方式置为“RUN”。反复调试,消除可能出现的问题。当试运一定时间且系统运行正常后,可将程序固化在具有长久记忆功能的存储器中,做好备份。
HSC(高速计数器线圈)(High-Speed Counter)
高速计数器使用方法
高速计数器的使用方法如下:
使用HSC指令设置高速计数器的参数,例如HSC C235 K100 K200 X0 X1。
使用OUT指令输出高速计数器的值,例如OUT D10或OUT D110。
使用RST指令复位高速计数器,例如RST C235或RST C251。
使用CMP指令比较高速计数器的值和设定值,例如CMP C235 K500或CMP C251 K1000。
使用MOV指令给高速计数器赋值,例如MOV K300 C235或MOV K2000 C251。
光电式旋转编码器 encoder
编码器,英文名称“encoder”,它是一种能把距离(直线位移)和角度(角位移)转换成电信号并输出的传感器。编码器通常用于工业的运动控制中,用于测量并反馈被测物体的位置和状态,如机床、机器人、电机反馈系统以及测量和控制设备等。
增量型光电编码器工作原理图
参考点变化
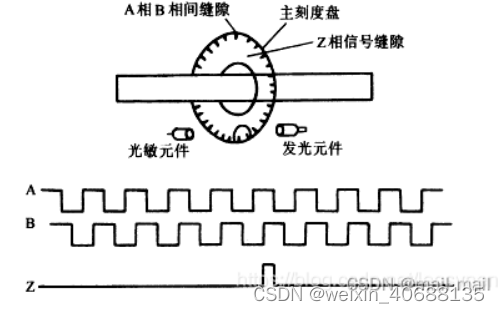
光电编码器的工作原理如上图所示,在码盘上有规则地刻有大小相等的明暗相间的光栅,在圆盘两侧,安放发光元件和光敏元件。当圆盘旋转时,接收端会检测到光的0和1的变化,光敏元件输出波形经过整形后转换成电信号脉冲向外输出。随着码盘的转动,通过对脉冲的计数,就能确定位移的大小,码盘图如下图所示。

码盘
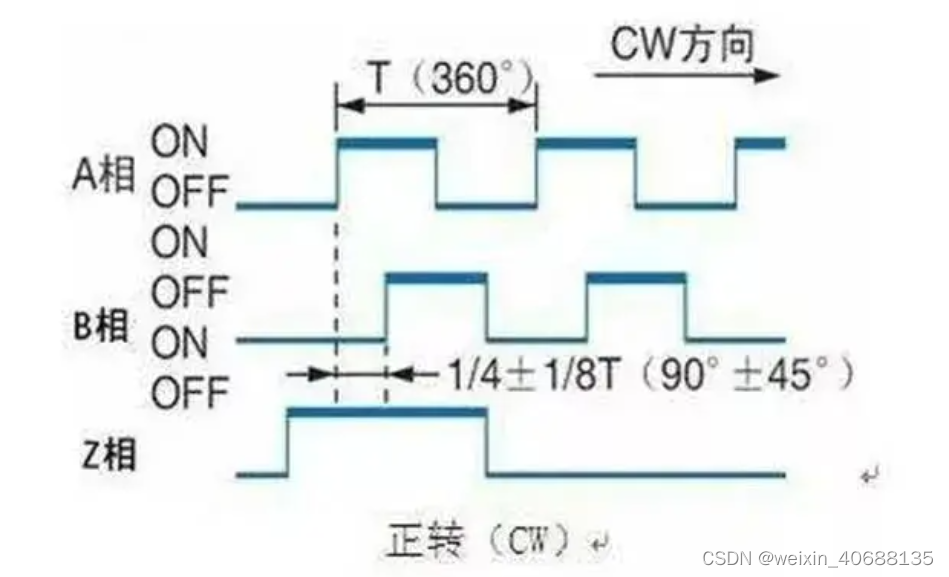
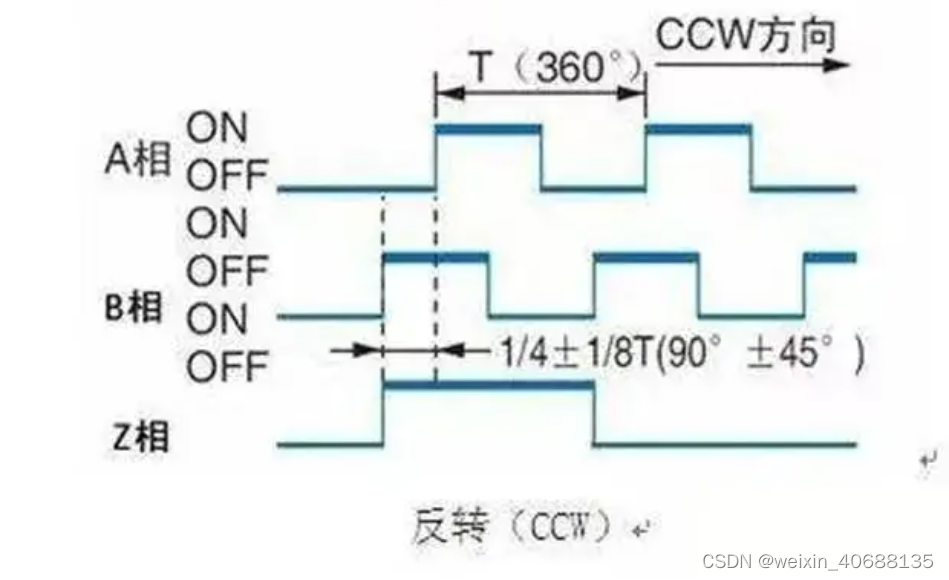
为了区分正反转及检测零点,实际使用的码盘比上图要复杂些,通常包括三个部分:A相,B相和Z相,A相与B相相差1/4周期(相位差90度),可以用来区分正转还是反转;Z相为单圈脉冲,码盘转一圈产生一次,可以用作编码器的参考零位 。
编码器更多信息
正反转
参考
光电编码器介绍:https://blog.csdn.net/crjmail/article/details/125045783

















 1833
1833

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









