






- 视觉拍照之后需要处理当前拍照和模板之间的距离,把这个距离补偿值给PLC,让PLC定位加入偏差距离值达到定位准确的目的。目前供应商提供了九点定位,后续的偏差值写入到plc并没有处理。流程应该是plc给相机拍照 信号,相机拍照才拍照计算偏差值。这部分视觉并没有写。
- 在完成第一项工作之后,视觉需要和安规测试仪进行232通讯。
- 安规测试仪的ok 和ng 的结果需要通过视觉的工控机给 厂务的mars 系统。
- 目前产品需要十二个 视觉模板,模板是定位的差异,插头方向的不同。需要视觉供应商解决的问题是,面对不同产品如何切换模板。是人工点击工控机屏幕进行模板切换还是能不能通过 mc通讯协议 由plc 进行模板切换。
- 视觉供应商需要解决的问题是第3项 ok ng 需要制作excel表或者相关的日记表,方便厂务查看不良品合格品情况
安规软件通讯协议:
SN:XXXXXXXXX#Power:XXXXXX;XXXXXX;XXXXXX;XXXXXX#Count:N#Run:01#Status:01#
SN:产品的序列号
Power:产品的电源序列号,N个电源
Count:计数
Run:01开始;00停止
Status:状态,00失败;01成功;02重测。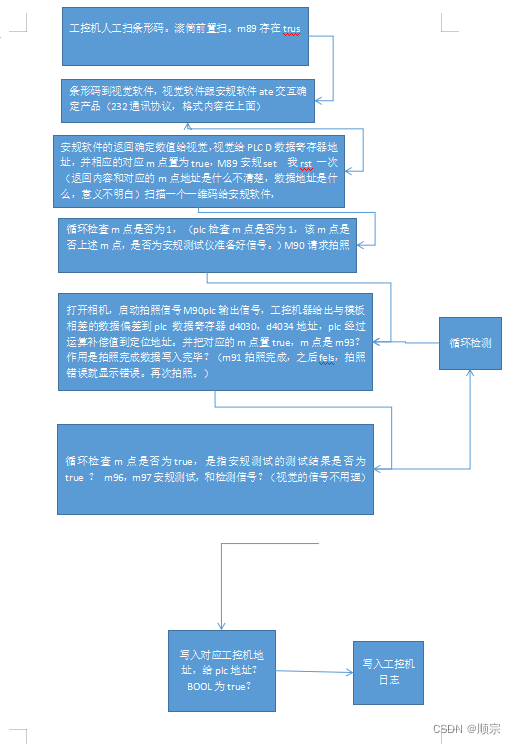















09-12
 405
405
405
“相关推荐”对你有帮助么?
-

 非常没帮助
非常没帮助 -

 没帮助
没帮助 -

 一般
一般 -

 有帮助
有帮助 -

 非常有帮助
非常有帮助
提交

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









