






材料力学
(最新整理)刘鸿文版材料力学(第五版全套356页)-完整优秀PPT - 道客巴巴 (doc88.com)
拉伸
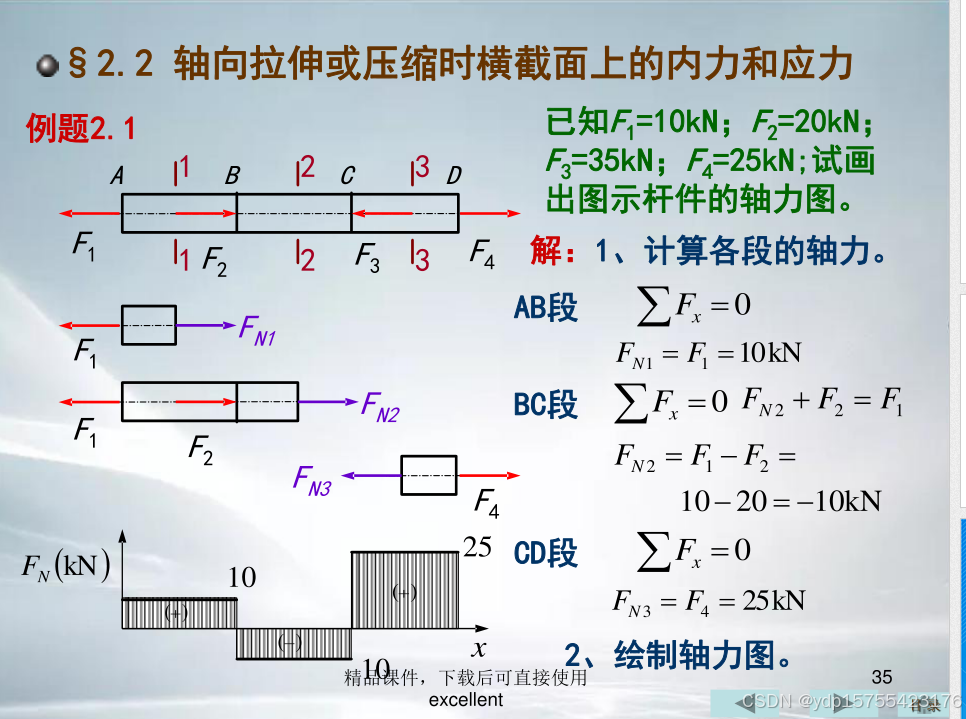
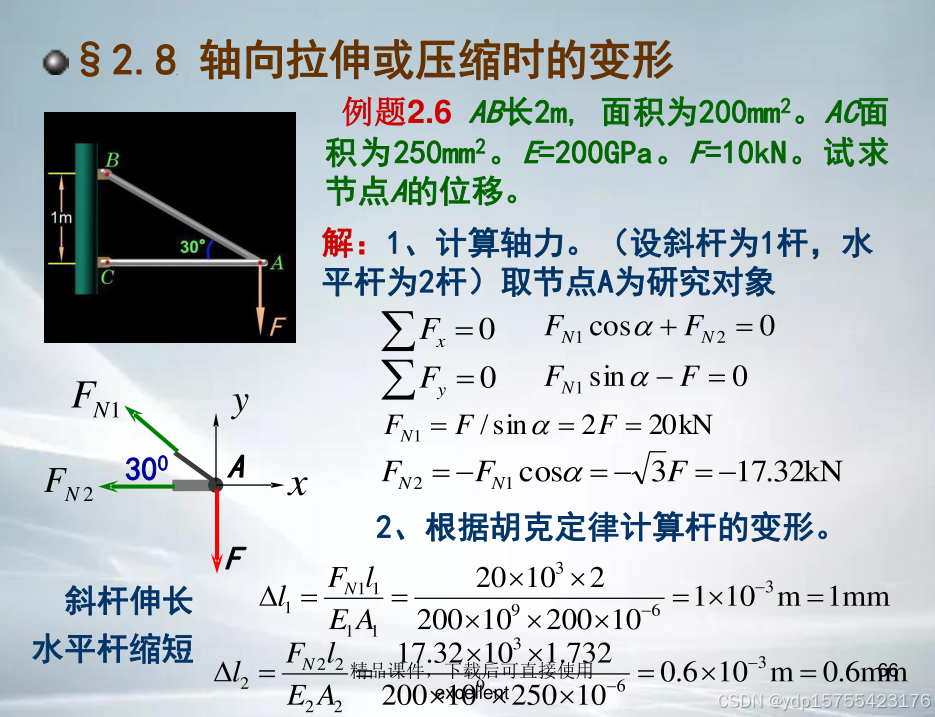
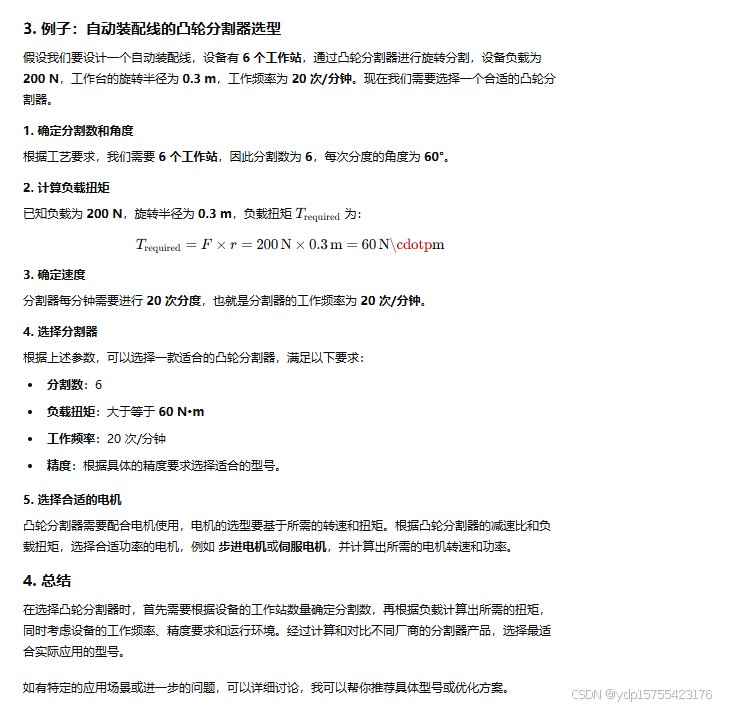
例题1 求轴向力
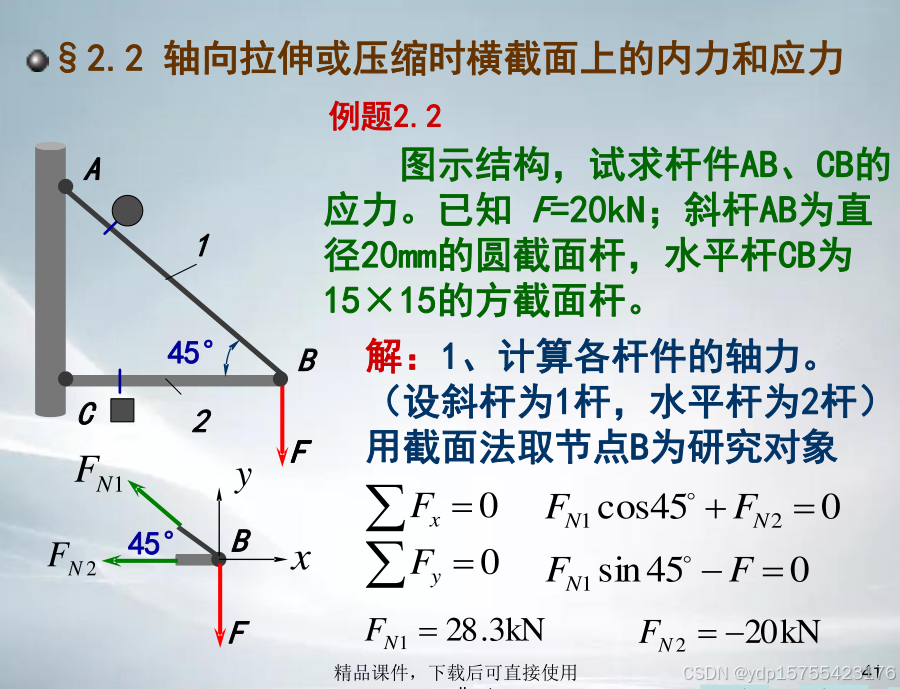
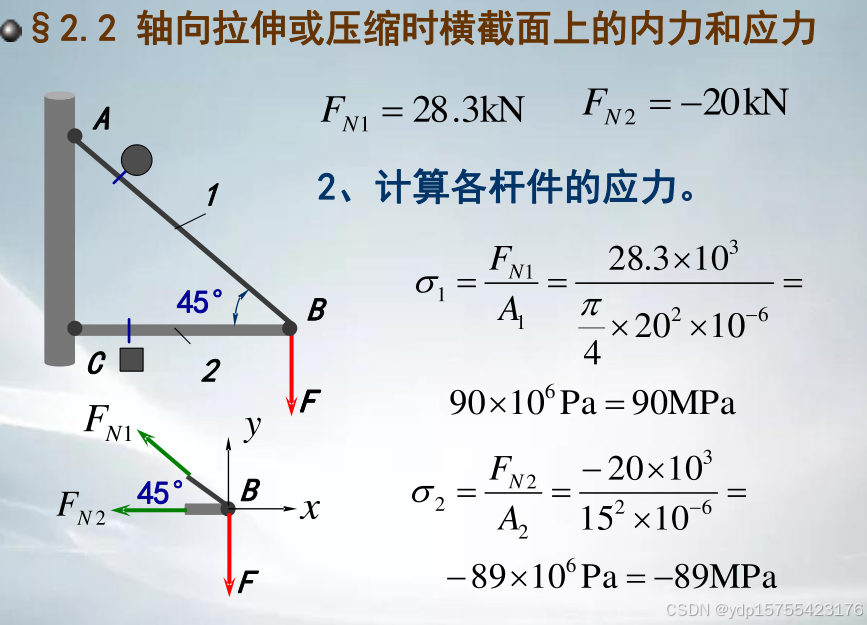
例题2 求应变
形变位移

剪切
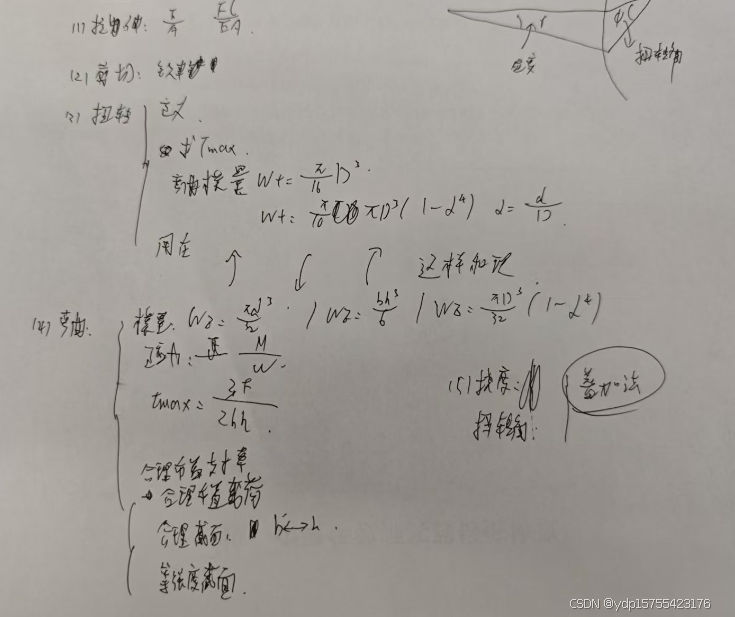
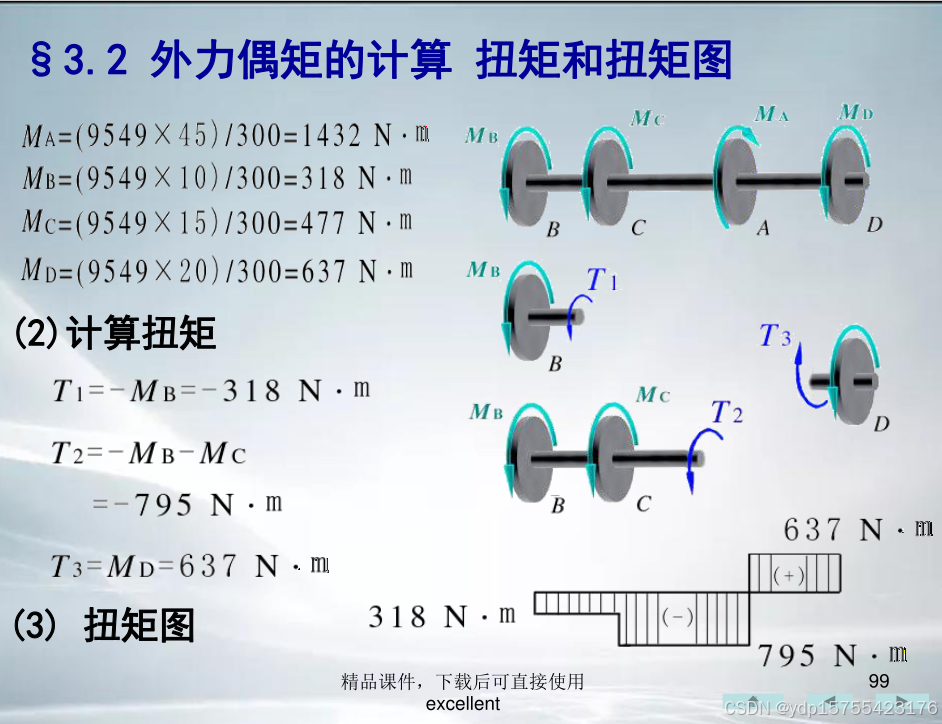
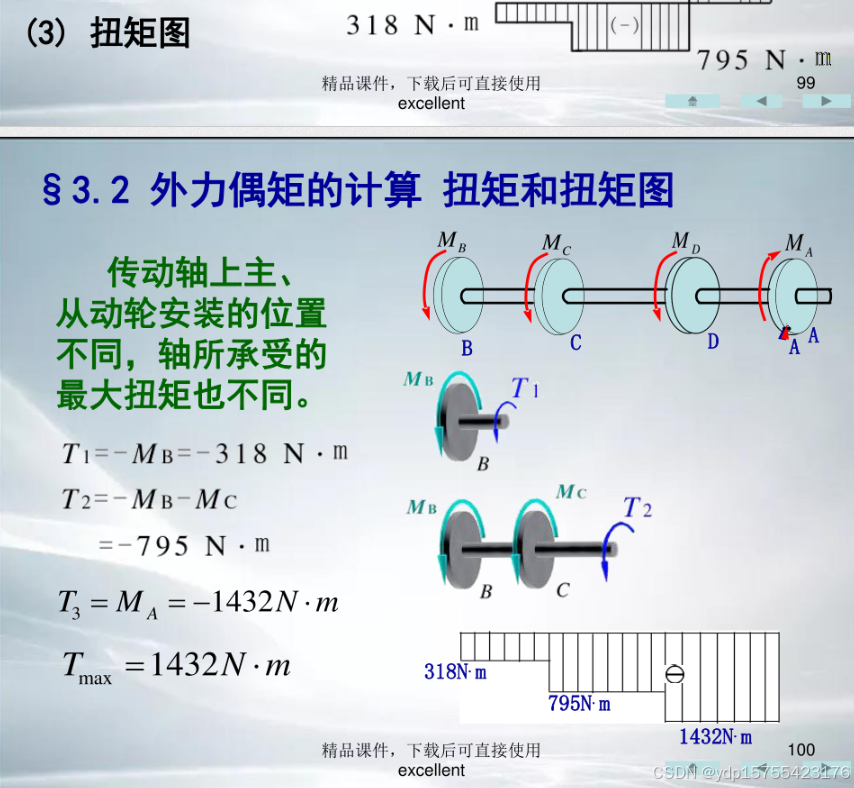
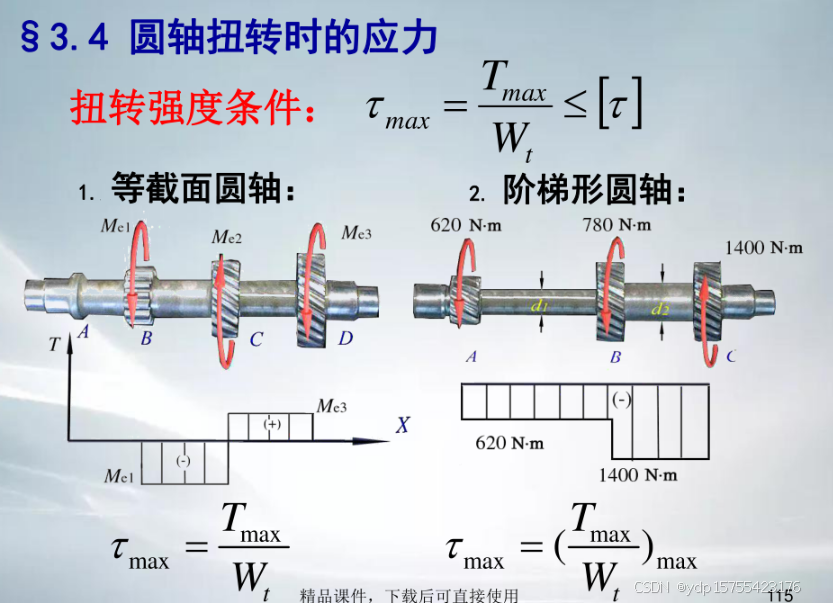
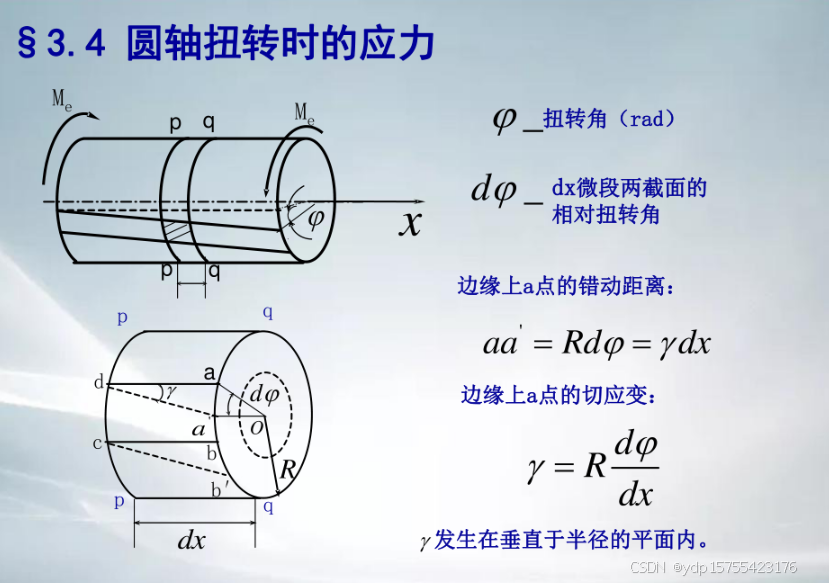
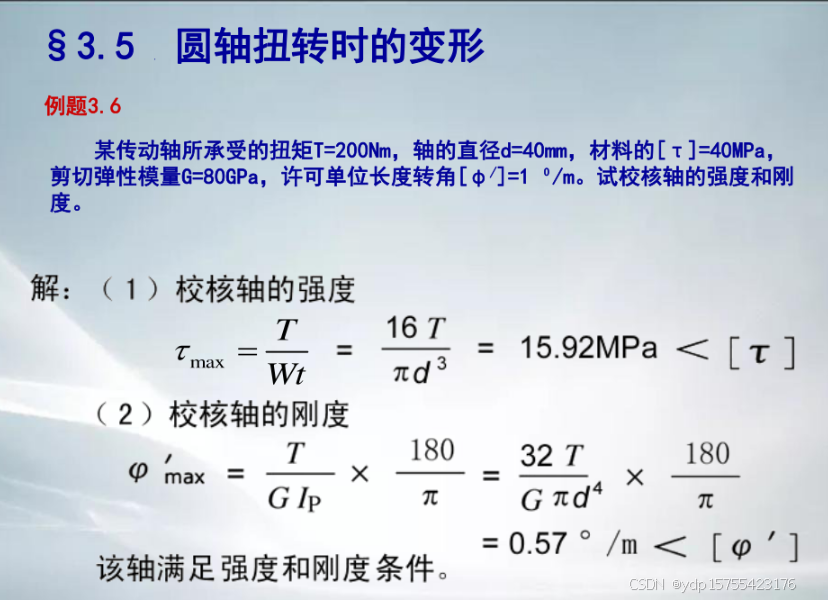
扭转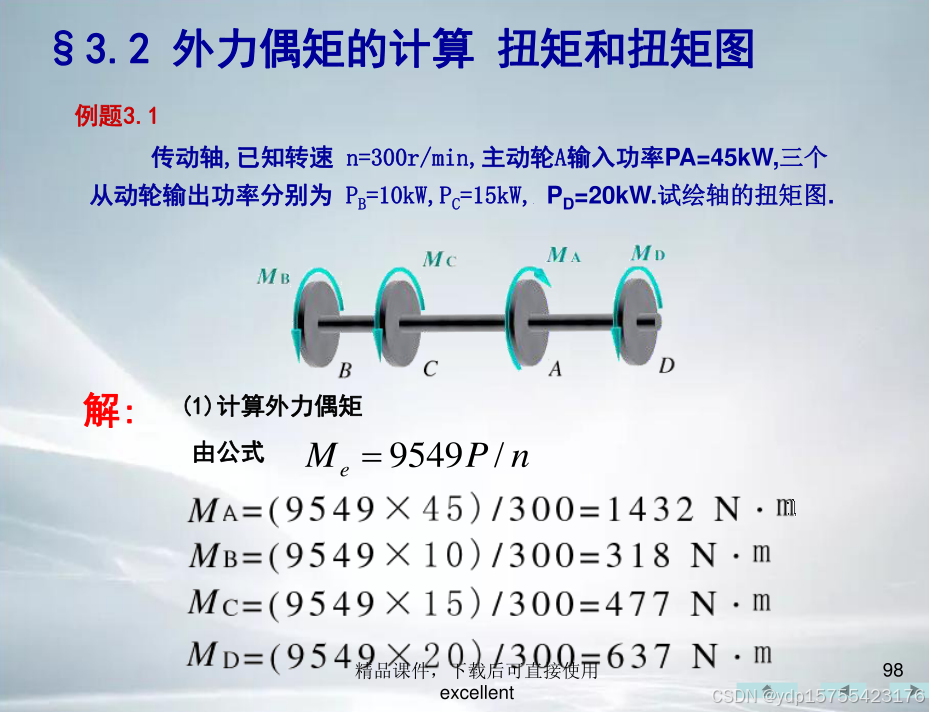
 角度
角度
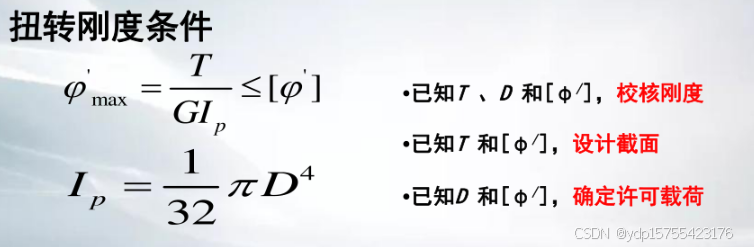
总体流程
求出每个阶段的扭矩,然后画出扭矩图,找到最大的点带入就可以,校核轴的强度+刚度
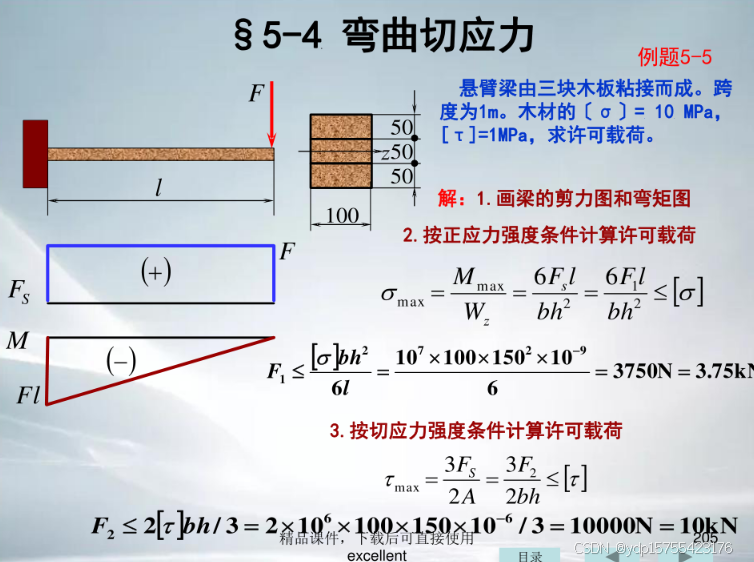
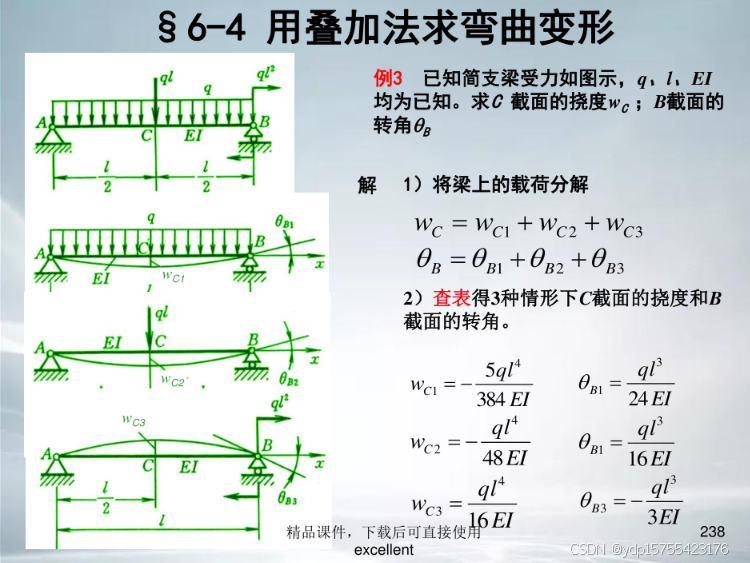
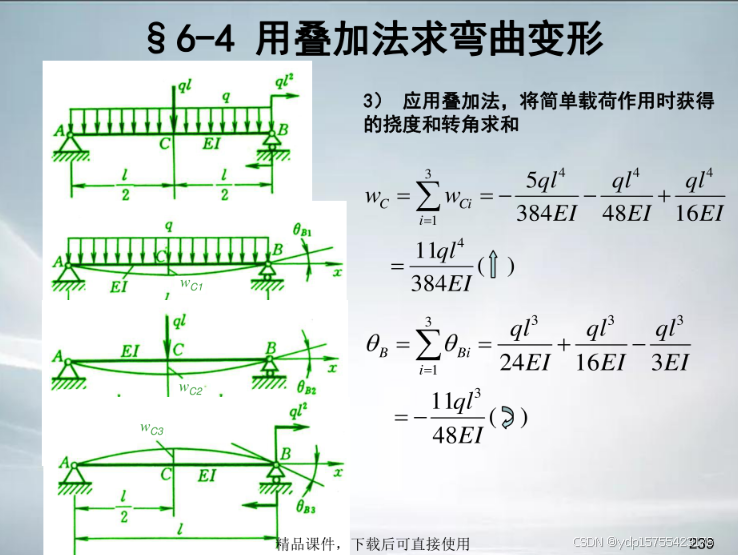
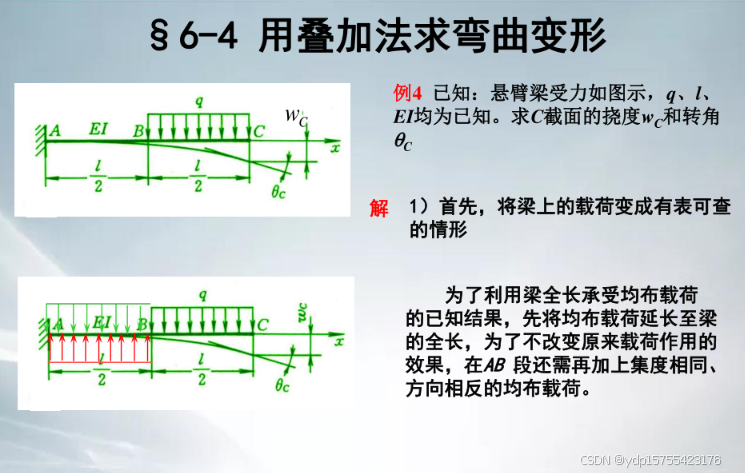
弯曲
基本概念
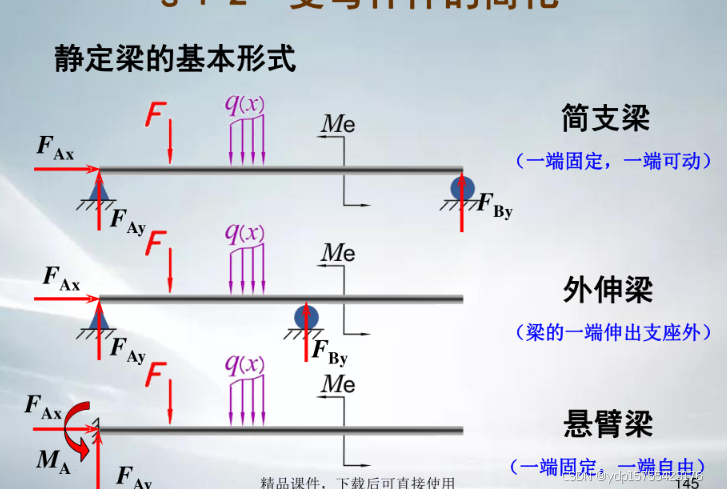
受力
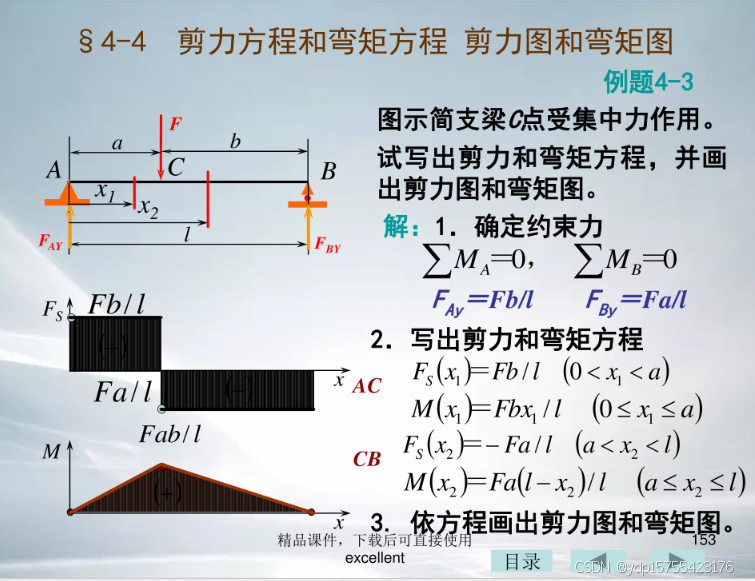
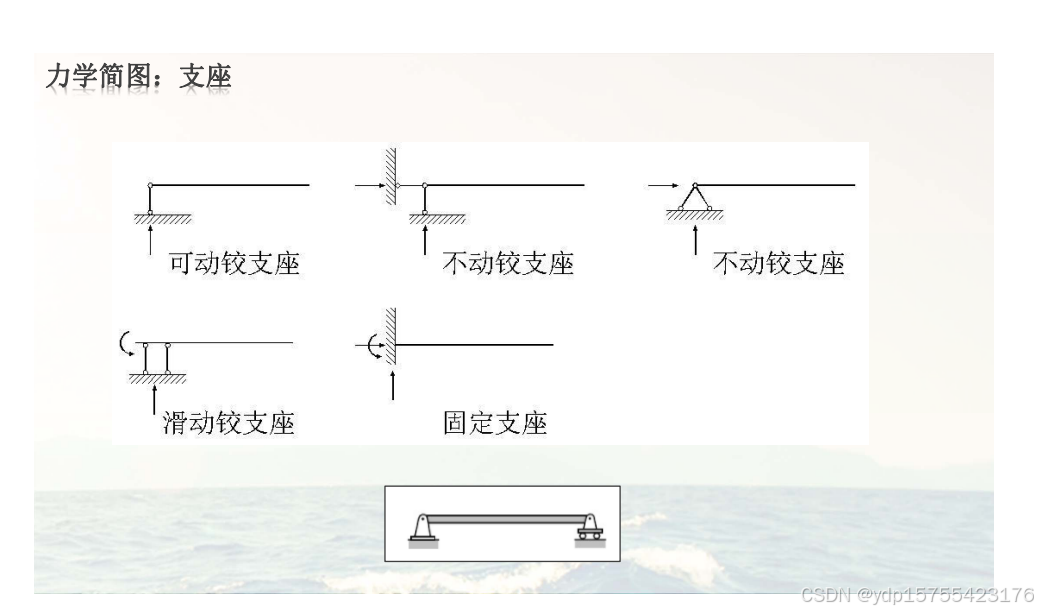
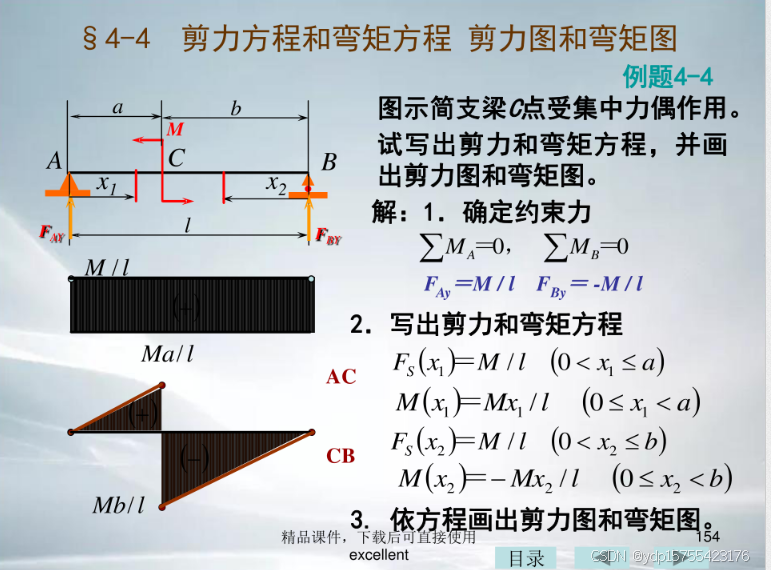 固定梁模型看力学
固定梁模型看力学
正应力与切应力校核,选取最大的力直接代入公式
形变量

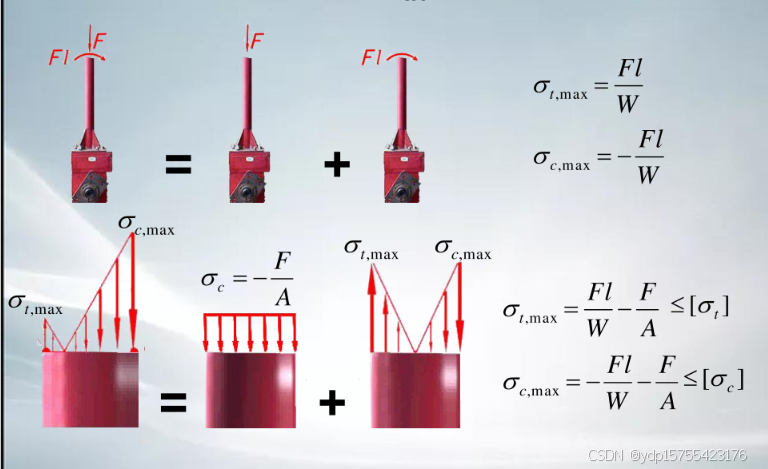
组合变形
拉弯组合
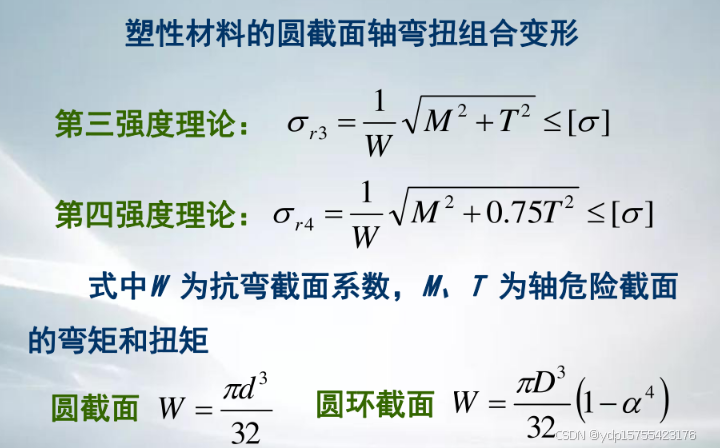
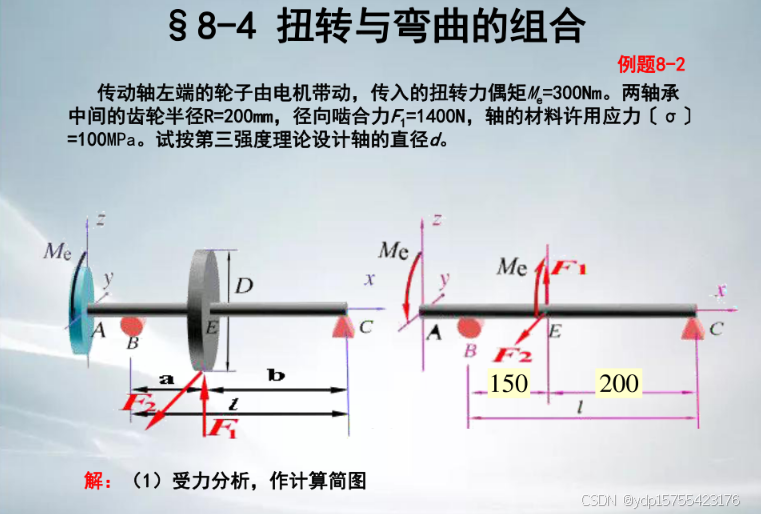
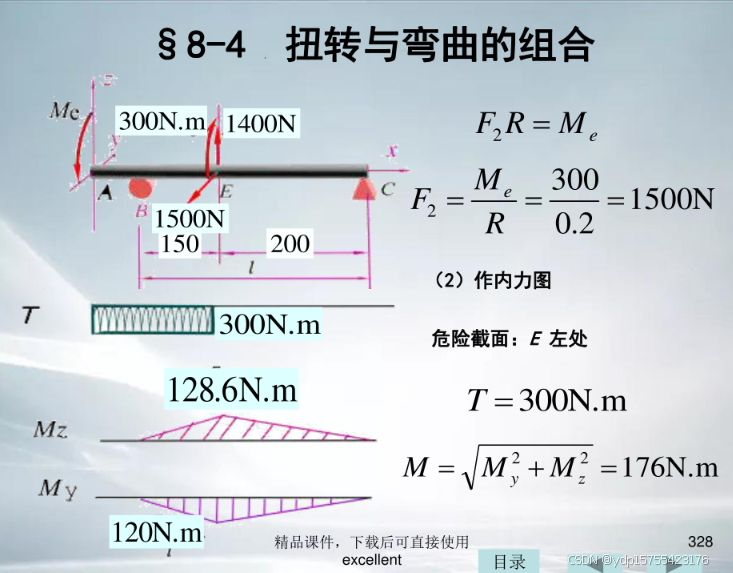
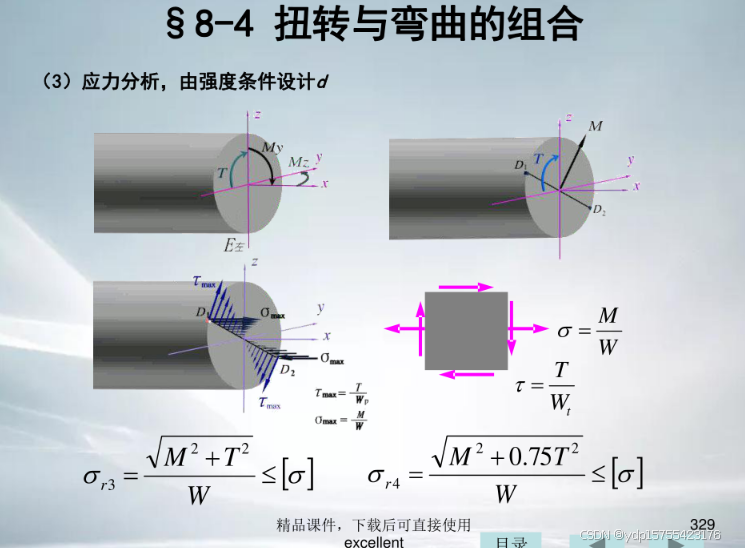
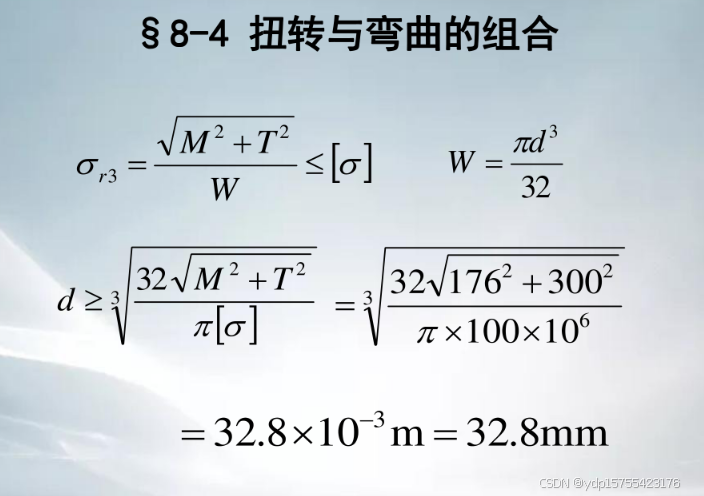
弯扭组合
机械制造
基本加工方法
零件成形的方法包括哪几类分别衢述各自的特点及适用范围。
答:包括以下几类:
(1)去除成形:铣刀
(2)堆积成形:3d打印
(3)受迫成形:铸造
什么是背吃刀量、进给量和切削速度?
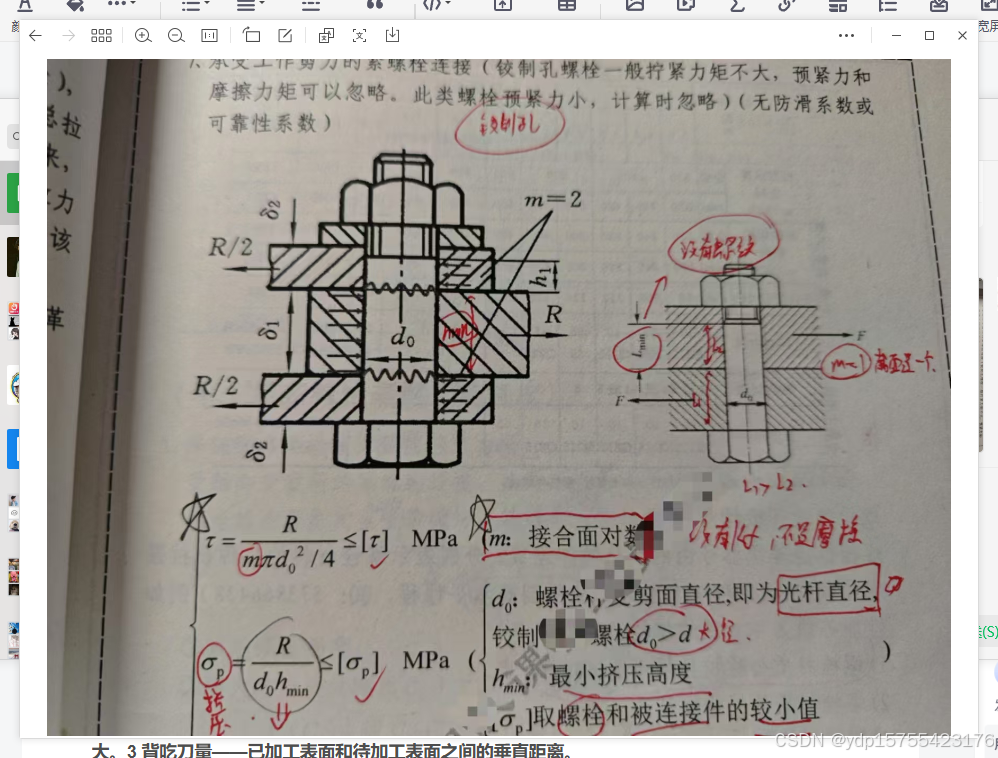
答:切工件上已加工表面与待加工表面之间的垂直距离叫背吃刀量:工件每转一转,车刀沿进给方向移动的距离叫进给量:切削速度是主运动的线速度。
1 切削速度——主运动的线速度。
2 进给量——车刀沿进给方向移动的距离,进给量越大,粗糙度越粗糙,切削力越大,切削温度越大。3 背吃刀量——已加工表面和待加工表面之间的垂直距离。
加工方式、
没有热处理:粗加工—半精加工-精加工-超精加工-抛光。
有热处理的:粗加工—正火(退火)-半精加工-淬火+回火-精加工-抛光。
冷加工:切削,冷锻,冲裁,剪裁,冷拉。
热加工:热锻、铸造、注塑等等。
减材加工:切削,抛光,特种加工技术。
增材加工:焊接,打印技术,铸造。
特种加工技术:线割,电火花,电解,超声,激光,水切,气割。
常用的加工机床:车,钻,铣,磨,线割,火花,激光,镗床,拉床,刨床,CNC。
粗车: 去除大量,大切削量,IT11, Ra:12.5-6.3
半精车:去除部分材料:IT10-IT7, Ra:6.3-3.2
精车: 去除少量材料:IT7-IT5 Ra:3.2-0.8 尺寸直径精度 0.01
精密车: 用特殊的刀具和工艺,或者硬车。
一般是用来车端面,车回转体,滚花,车牙,镗内孔,滚花。加工回转体。
铣床: 普铣+数控铣。 普通3.2 数控1.6
手摇铣钻孔:一般来说,孔壁的粗糙度:3.2,铰孔:1.6-0.8。尺寸精度:0.01。
数控铣床:IT5-7级左右,侧面的表面粗糙度:0.8,底面1.6, 竖直方向精度:0.04,侧壁0.02。
磨床:μ级精度;表面粗糙度0.8以下
平面磨床:平面,槽,齿轮,。
外圆磨床:无心磨床,卧式磨床。
抛光: 亮镜面抛光,0.025以下。
钻床:摇臂钻,立式台钻床,手电钻。 主要是用来钻孔。
攻牙机:内牙,有力矩控制,不容易断丝锥。
线割(走丝):快、中、慢,(非接触式加工,基本上不需要怎么夹紧、但是加工的零件材质必须是金属,精度高,加工时间长,节省材料,)
快—中—慢:
快走丝:(钼丝)精度0.02,表面粗糙度6.3。一次走刀。
中走丝:(钼丝、铜丝)精度0.008 表面粗糙度0.8。两次或者3次加工 割一修一
慢走丝: (铜丝)精度0.003 表面粗糙度0.2。割一修三。
线割的残余圆角:线半径。
火花:通过电极产生的电弧打在零件表面产生气温把局部金属融化和气化(被加工的零件是 金属。),不受金属材料的硬度的影响。加工精度高,可以加工机械切削不了的零件,或者特征。 镜面电火花。
孔加工: 钻孔,铣床,加工中心,车,拉,铰孔,镗孔,线割,火花,激光,其它。
螺纹加工:车螺纹,攻牙机,加工中心,火花机(淬火钢的 后续螺纹加工),螺纹加工机床。
丝杆:车床,螺纹加工机床。
回转体:车床,CNC,磨。
平面加工:车,铣,CNC,磨,线割,刨床。
槽口:车,铣,cnc,线割,火花,磨,激光。
齿轮:线割,铣床,cnc,齿轮加工机床,磨齿。大部分是直接买。
复杂形状:cnc,,线割,火花,
仿形面:加工中心,cnc,球刀,火花,电解。
滚压/滚花:普车(径向力大,对机床的损伤大)
字体:cnc,精雕,激光,钢印,丝印。
抛光:机械抛光(超精加工),镜面电火花,羊毛轮,滚压,超声,电解,流体抛光(内表面)。
塑胶件:可机加工,开模,
机架:型材组装,方通,焊机机架,铝件组装。
钣金件:折弯,烤漆
高硬度,高精度的零件:cnc,热处理,硬加工,磨削, 线割,电火花,激光。
普通结构件:焊接,切削,钣金,特种加工。
铝合金:不太适合线割,会粘线。
基准:设计基准,工序基准,定位,测量,装配,
基准重合和基准统一。
先基准面后其他面,先粗后精,先面后孔。 工序、刀具集中原则。
几个经典的工艺路线
总体来说:选择粗基准加工精基准——精基准加工其余基准——拉键槽——转扩铰 ——转M8(M8)底孔,攻丝M8 ——去毛刺 ——检验
轴加工: 下料车端面,转中心孔,粗车,时效处理,半精车(滚齿,配转销孔,铣键槽,转阔铰,螺纹孔)调制,热处理,磨削,去毛刺,检验 。
螺纹加工:钻孔——倒角——攻丝/车螺纹。
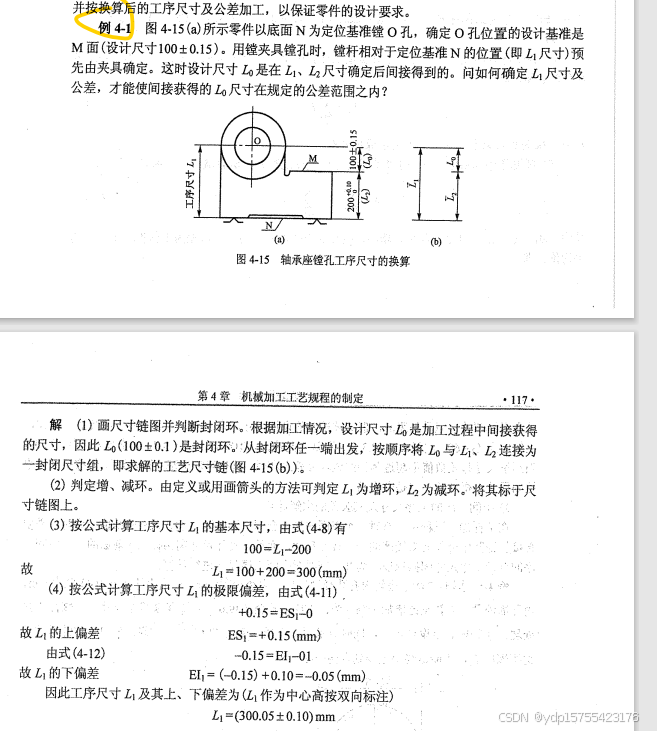
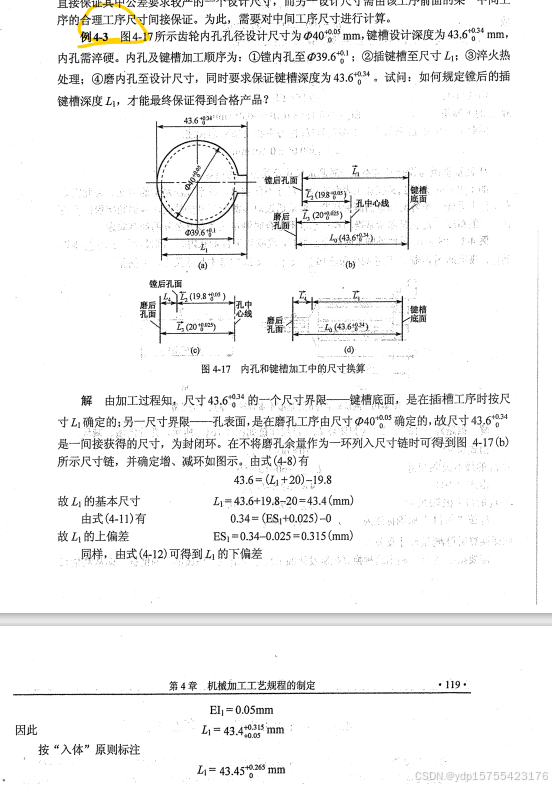
尺寸链
工艺尺寸链定义:相互联系的按照一定顺序排列的封闭尺寸组,在零件的加工过程中,有关的尺寸组成的尺寸链为工艺尺寸链。
特征:封闭性关联性
作用:在工序设计中确定工序尺寸及公差时,如果工序基准或测量基准不相重合,则需要借助尺寸链求解。工序尺寸链可以在基准不重合时进行尺寸换算,也可用于计算中间工序尺寸。
什么是封闭环:
最终被间接保证精度的那个环,尺寸链的封闭环是是零件的加工工艺过程所决定的。
什么是增环:
其余各组组成环增大或减小,而封闭环也相应增大,减小的组成环称为增环。
什么是减环:
其余各组组成环不变。反应增大减小。而封闭环也相应减小或增大组成环,为减环。
注意:不是说公差大的环就是封闭环,封闭环的公差等于所有组成环之和。
热处理
加工步骤/加工阶段
下料锻造,正火退火,粗加工,时效处理,半精加工,调制,表面淬火,精加工。
热处理有哪些?有什么作用?
热处理:提高力学性能和工艺性能、硬度、强度、韧性、耐磨、抗疲劳--
内应力:物体由于外因(温度、外力、自身重力)使物体发生变形, 物体内部产生力去抵抗变形、企图把变形物体恢复到原样,但是不能完全复原,会有残留。
内应力有好有坏:
消除应力的方式:
热时效: 退火、正火、回火 、加温到回火温度以下保温。
自然时效:纯粹的防止在自然环境中一段时间,温差、日晒雨打,自己缓慢的释放。
振动时效:人工去敲,震动去应力设备。
抛丸:
热处理:四把 火-退-正-淬-回--加热温度-保温-冷却速度
冷却速度越快:内应力越大、脆。
退火:加热-保温-随炉冷却
1、降低硬度方便加工,细化组织。
2、消除内应力、,同时给后面的热处理做准备。
正火:加热-保温-常温空气中冷
1、低碳钢提高硬度方便加工,细化组织提高强度,提高加工精度。
2、消除内应力,同时给后面的热处理做准备。
3、一些不是特别重要的零件、做最终热处理。如:焊接机架。
淬火:加热-快速冷却,冷却介质 (水,油)。
作用:提高材料硬度(耐磨性)、强度。
内应力太大,脆性高、韧性差、变形量大、易开裂变形。
一般情况下不能直接使用。一般淬火后需要及时回火。
水淬: 冷却速度比油块,碳钢用。
油淬:冷却速度稍微慢一些,合金钢用。
淬透性好:热处理变形小、内应力小一些,适合精密零部件。
淬 硬 性 :取决于碳含量、和合金元素。
回 火 :加热-保温-随炉冷却
作用:最终热处理工艺、用来消除淬火后材料的内应力,
提高韧性、强度、耐磨性、抗疲劳强度,防止零件开裂和变形。
回火温度:低、中、高。
回火温度越高、时间越长。内应力消除的越多,硬度下降的越厉害,韧性越好。
调质:淬火+高温回火 综合机械性能优异。
深冷处理:提高硬度、提高综合力学性能。
不做热处理的加工方式:
开料-粗加工-半精加工-精加工-表面处理
热处理:开料-粗加工-退火、正火- 半精加工-淬火回火-精加工-渗碳渗氮-磨削。
四把火之后:时效处理-进一步消除内应力-再精加工。
常见零部件的热处理:
齿轮:小:整体的调质。中:调质+表面淬火,大:正火+表面处理。
耐磨损零件:有接触、有相对运动的零部件,淬火+回火,表面处理。
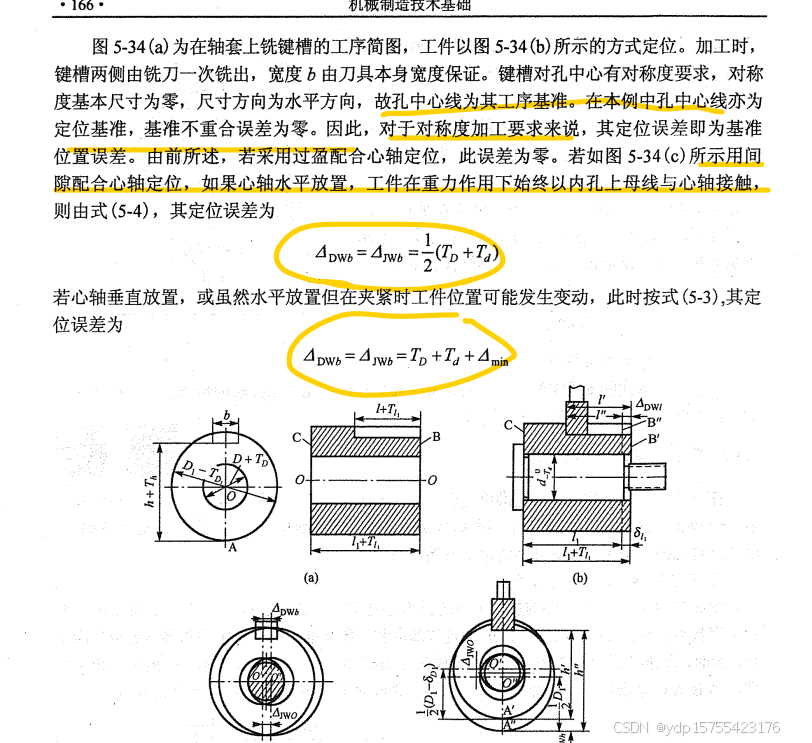
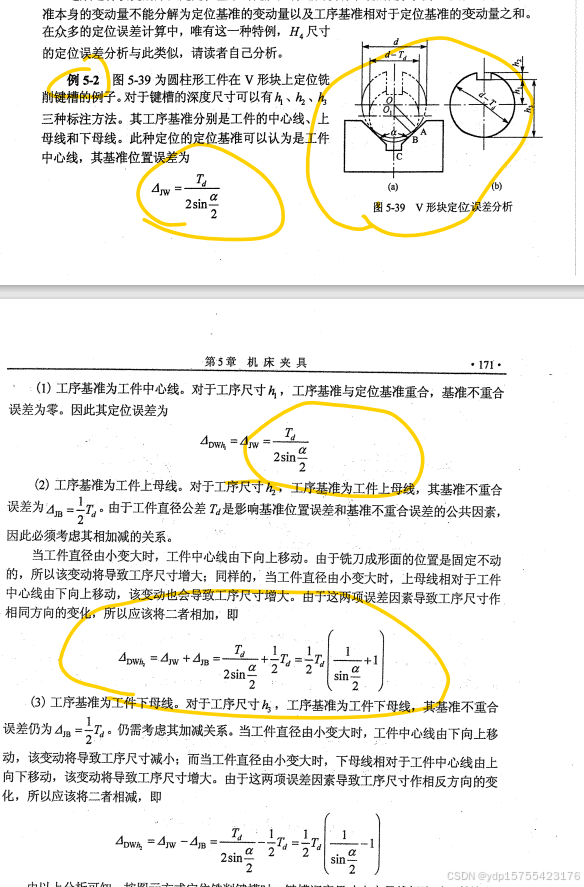
夹具
误差解释:
定位误差是由于工件定位所造成加工表面相对于相对其工序基准的位置误差。
基准位置误差由于定位原件制造不准确,产生的。
基准不重合误差,由于定位基站和设计基准不重合引起。
心轴
基准
表面处理
喷丸-喷砂:清洗、改善表面质量,去除毛刺,表面消光(哑光),去除氧化皮。
滚压:增加表面光洁度、提高表面质量,
滚花:--增加表面摩擦系数--网纹,直纹。
阳极氧化:铝件,防护性、美观,彩色阳极。-本色阳极、亮银色、黑、哑黑。
钣金件:
不锈钢:拉丝;抛光;喷砂电解。
机架钣金:喷漆,烤漆。
铝件:阳极氧化,本色、亮银色、黑色、彩色。硬质阳极、细沙亮银、喷砂哑光。
电镀:和钢件一样
包胶:
钢件:发黑(发蓝)、电镀,电泳,抛光,高频表面淬火、渗碳渗氮、覆膜。
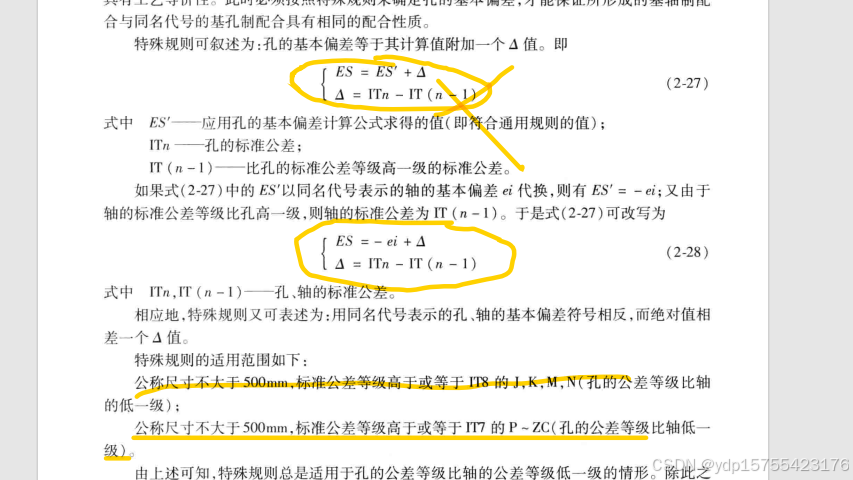
互换性
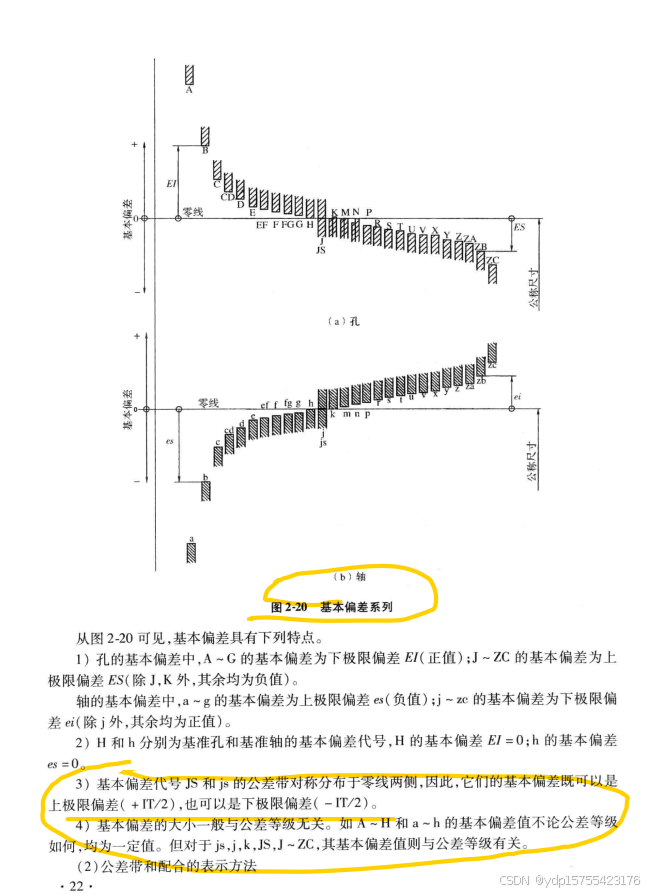
尺寸公差
计算公差先查找基本偏差,然后查找公差数值然后进行计算
 其中, IT01级最高,IT18级最低,从 IT01到 IT18
其中, IT01级最高,IT18级最低,从 IT01到 IT18
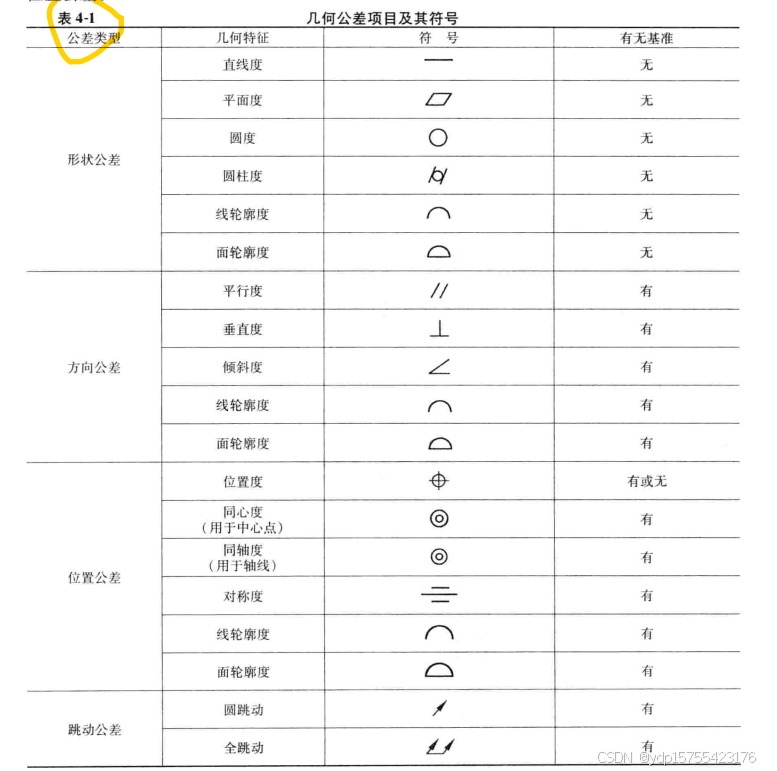
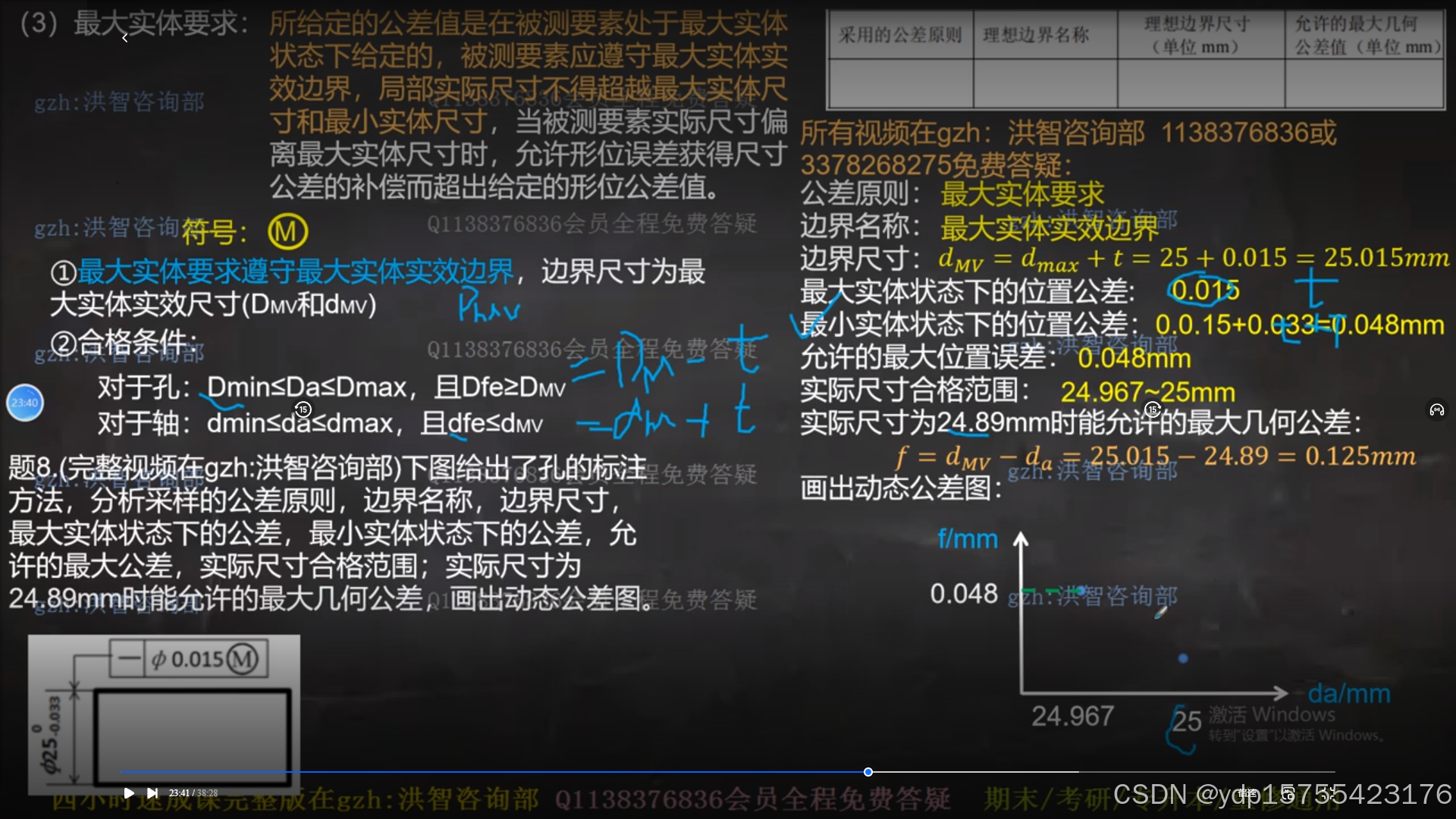
几何公差
公差计算:
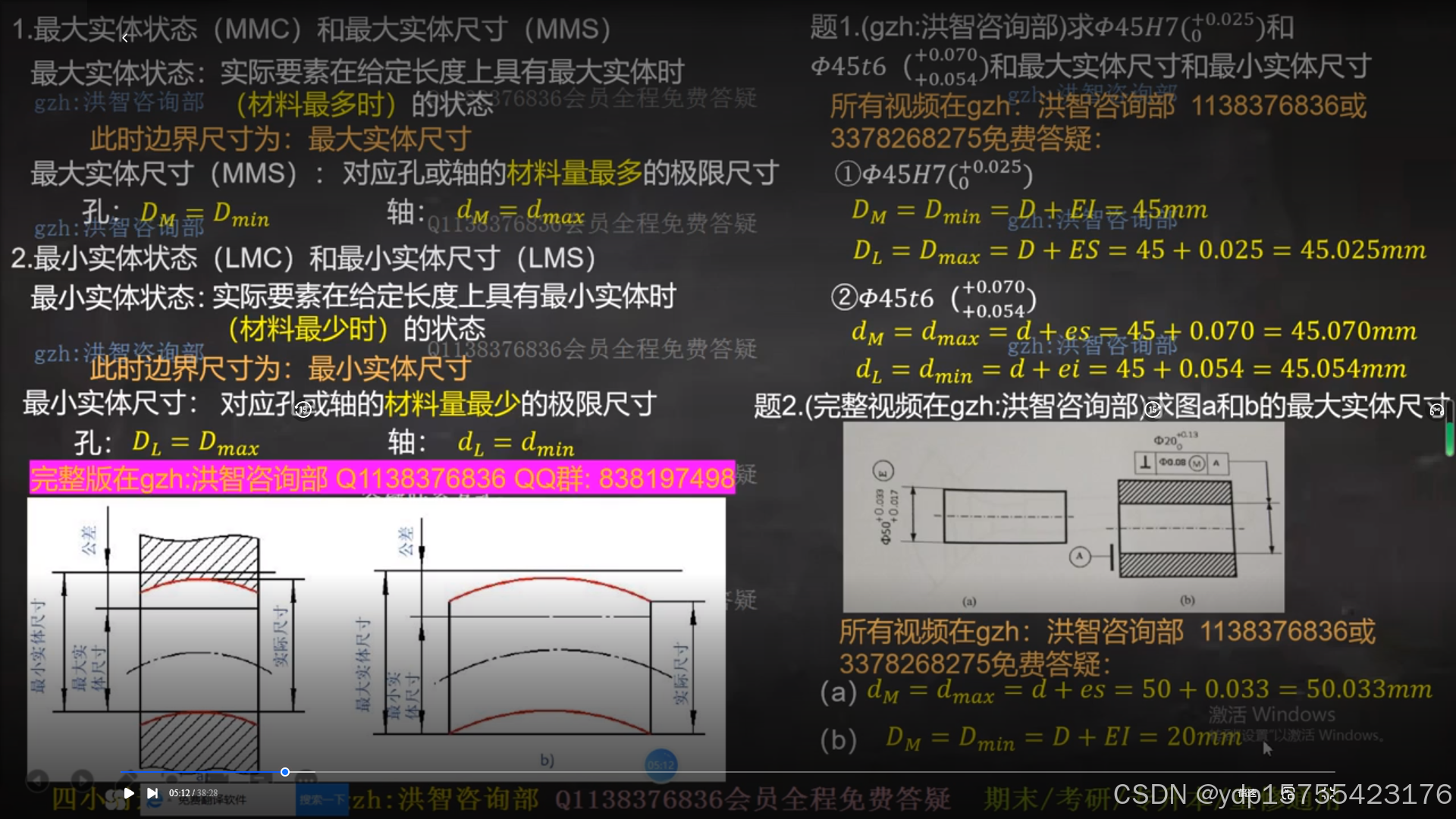
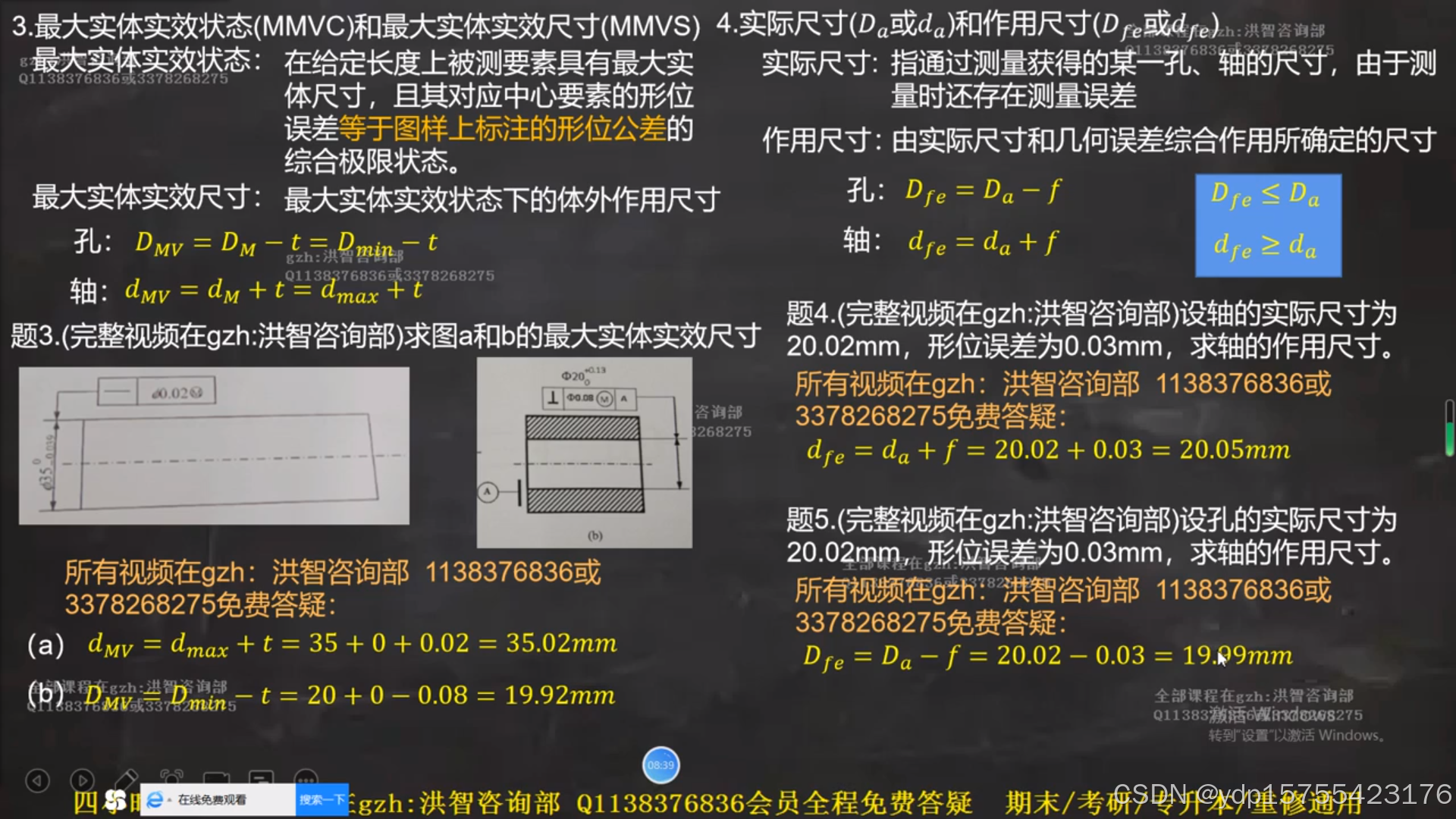
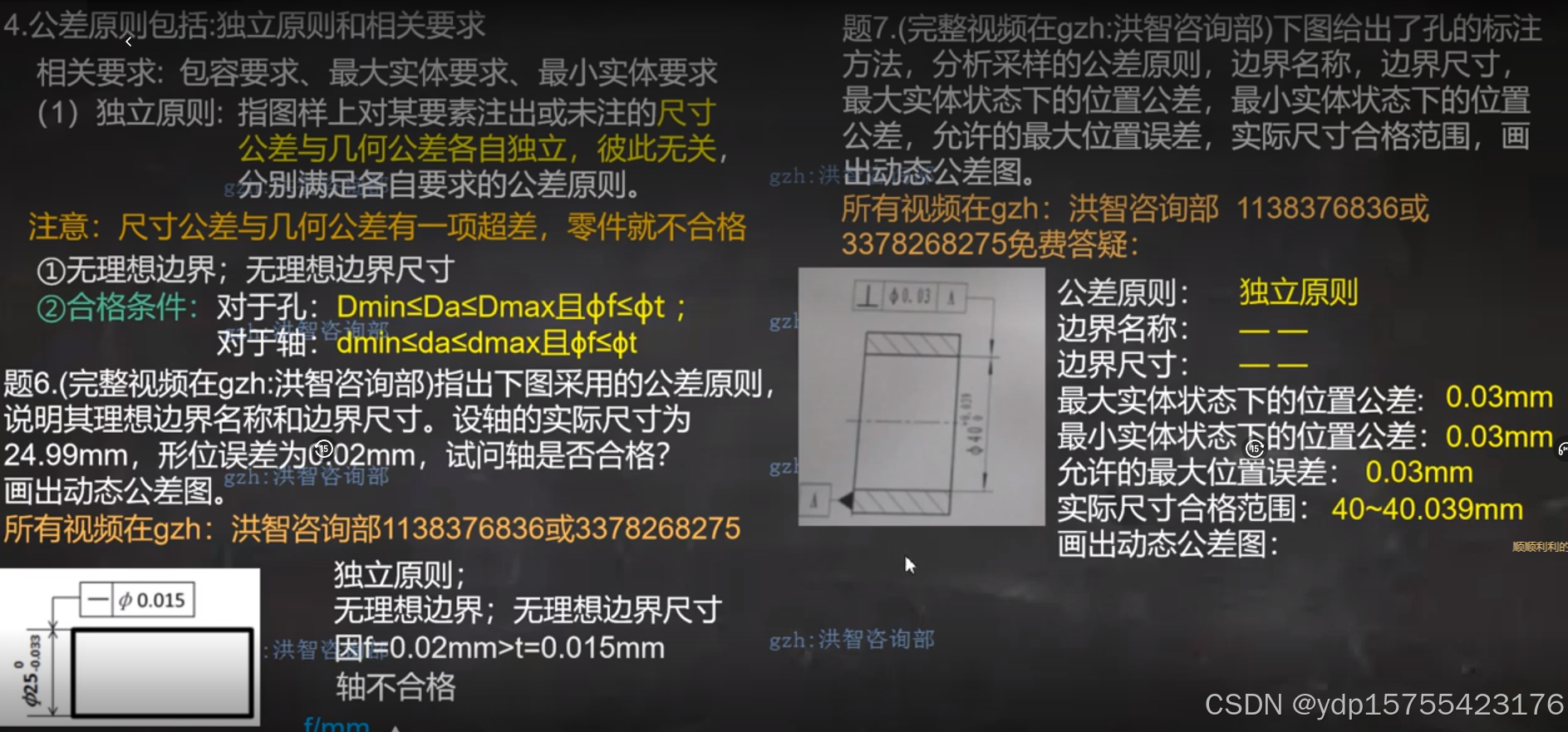
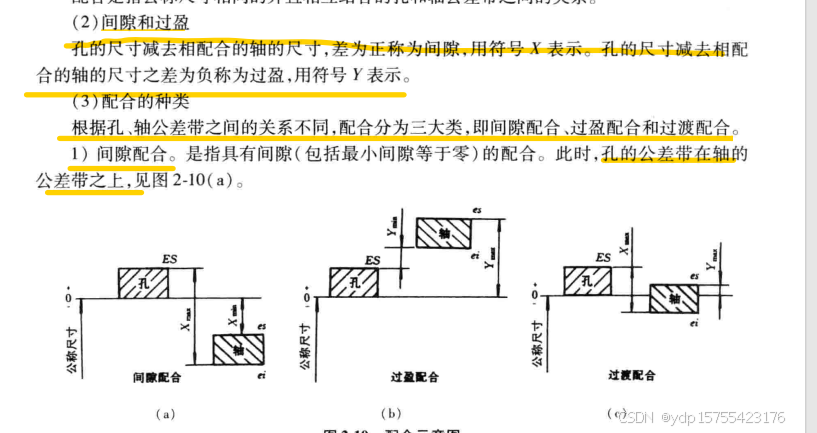
作用尺寸+实际尺寸在两个极限尺寸里面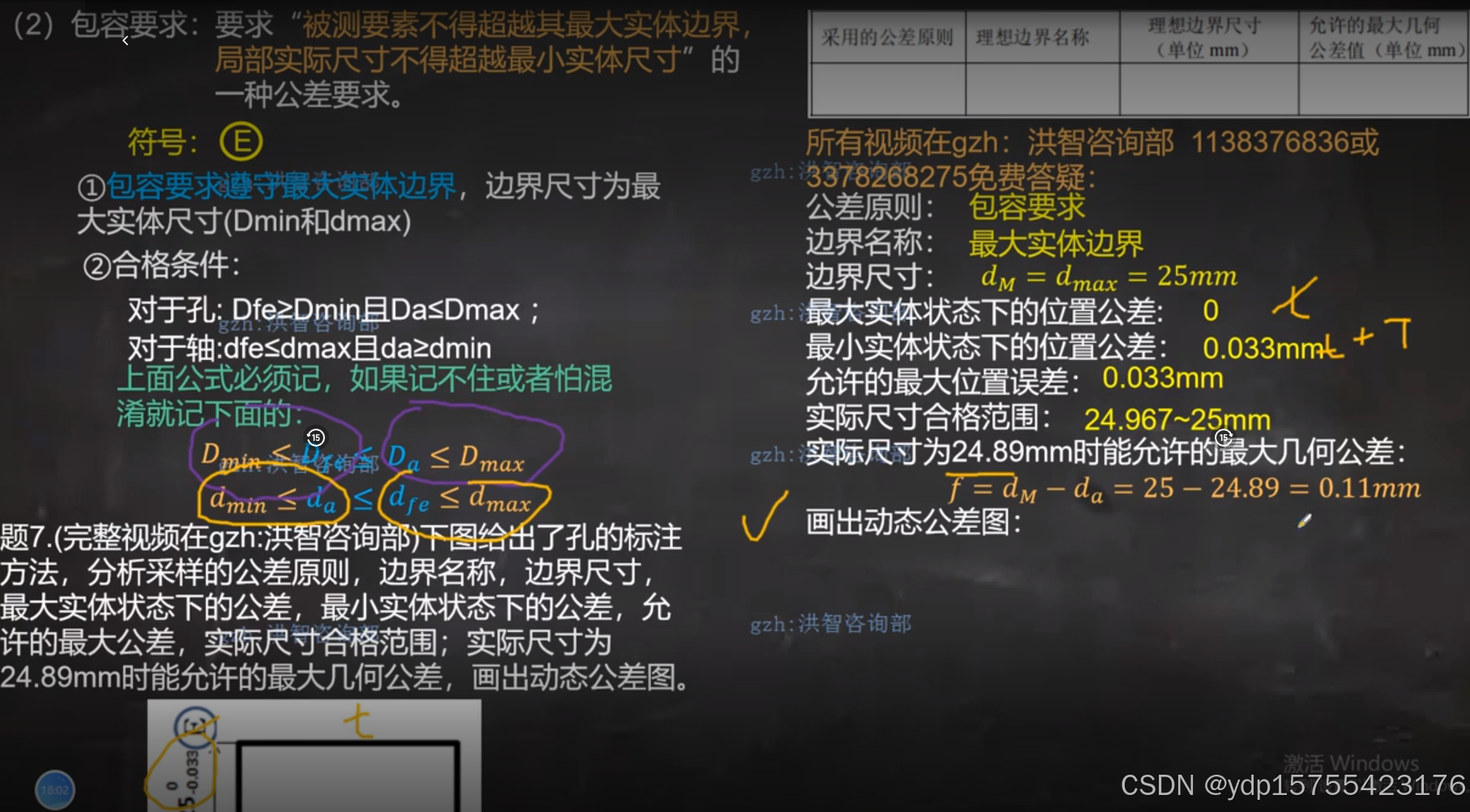
 粗糙度
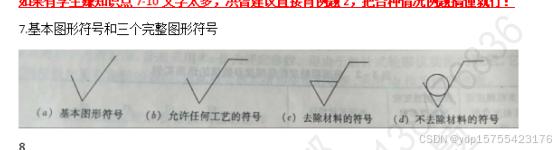
粗糙度
3.表面粗糙度的评定参数(一般优先选用Ra)有哪些?
(1)轮廓的算术平均偏差Ra:在一个取样长度内纵坐标值Z(x)绝对值的算术平均值.
(2)轮廓的最大高度Rz:在一个取样长度内,最大轮廓峰高Zp和最大轮廓谷深Zv之和的高
度。
选择:一般情况下,从ra和rz中任选一个。在ra 0.025~6.3时,优先采用ra ,因为信息量大,用轮廓仪测量容易。rz用于极光滑表面或者较为粗糙表面 用双管显微镜测量 。
轴承
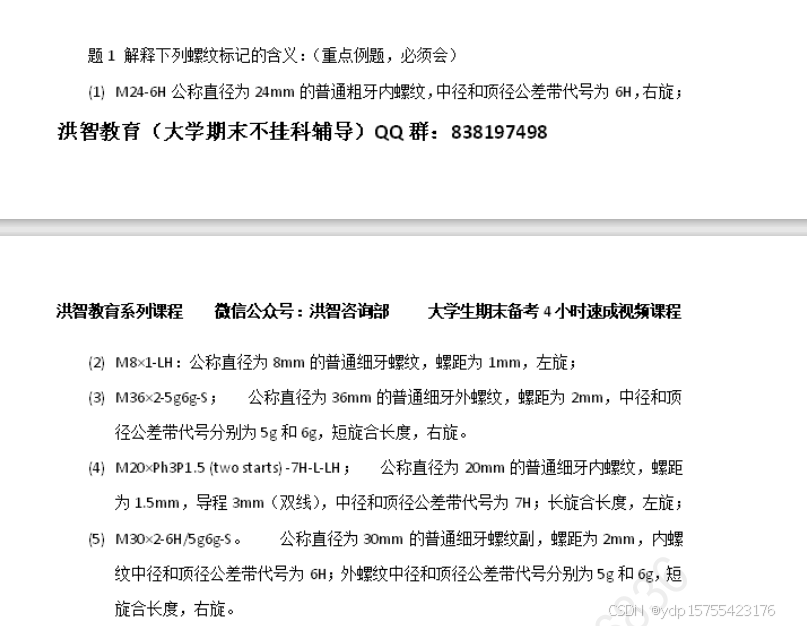
 螺纹
螺纹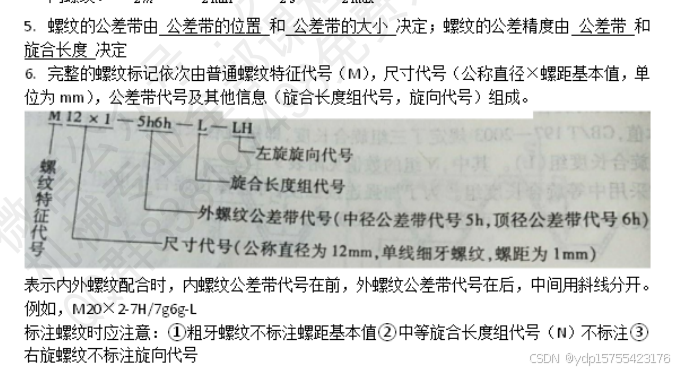
材料
1. 金属材料
1.1 钢材
- Q235: 碳素结构钢,屈服强度235MPa。用途广泛,用于机架、钣金件、不重要的零部件等。
- 45#: 中碳钢,含碳量约0.45%,常用于结构件,调质后用于轻载齿轮和撞击件。
- 40Cr: 中碳合金调质钢,调质后用于重要的零部件,如轴类、花键轴、齿轮等。
- GCr15 (SUJ2): 轴承钢,高耐磨件,常用于轴承、滚珠、滚针、定位轴套等。
- 65Mn: 锰钢,常用于弹簧钢,适合制造弹片零部件、弹簧垫圈、板弹簧等。
1.2 铝合金
- AL5052: 塑性好,抗腐蚀性好,常用于覆膜板、表面不需加工的件。
- AL6061: 加工性好,适合结构件、支撑件、散热片。
- AL7075: 强度硬度高,常用于航空载具、治具、高强度结构件。
1.3 不锈钢
- 304: 无磁性,常用于零件和结构件,适合温度较高的场合。
- 316: Mo含量高,耐腐蚀,适合用于化工、海水氮化、食品医药等领域。
- 440: 马氏体不锈钢,常用于刀具、高精度耐磨零部件。
1.4 其他金属
- 铜: 导电导热性好,常用于轴套、耐磨损零件、导热零件等。
- 铬锆铜: 导电性好,强度高,常用于焊接电极、电阻焊等场合。
- 钨铜合金: 导电性好,耐高温,常用于高压电极、焊接电极。
2. 非金属材料
2.1 工程塑料
- POM (聚甲醛): 低温稳定性好,适合探针板、治具、绝缘耐磨件等。
- 电木 (酚醛塑料): 耐高温,绝缘性好,适合物料载板、大物体转运载板等。
- 亚克力 (PMMA): 透光性好,适用于防护罩、结构件、仪器观察口等。
- PC (聚碳酸酯): 韧性好,适用于防护罩、结构件、可视化窗口等。
2.2 复合材料
- 玻纤 (FR4): 隔音、隔热、耐高温,常用于电子承载板、检测治具等。
- 合成石: 碳纤维板,耐高温,常用于峰波焊接、回流焊、过炉治具。
2.3 特种材料
- 铁氟龙 (聚四氟乙烯): 耐高温、耐腐蚀,常用于齿轮、密封圈、耐磨件等。
- 优力胶 (PU): 高弹性、高强度,适合防撞块、减震垫、密封圈等。
2.4 其他非金属材料
- 硅胶: 耐油性好,常用于运输皮带、包胶滚、食品行业。
- PA66 (聚酰胺): 耐磨性好,常用于导向轮、衬套、治具压板等。
- PEEK: 机械性能优越,常用于高精度耐磨件、人工骨骼、食品机械等
零件设计
齿轮
软件生成
减速器
硬齿面减速器:同轴,偏轴,垂直轴,传动精度不高,适合普通电机用。单级传动比:10以下。
输出转速:减速机的输出转速
输出扭矩:减速机的输出扭矩*系数 小于 许用最大扭矩
传动比: 减速器的减速比
机型号: 减速器型号.
使用系数: 使用系数*
级数:n=60*f/P 理论转速 P4=1500转 P2=3000转。
涡轮蜗杆减速机:减速比计算:涡轮齿数/蜗杆齿数。单级减速比大,60左右,减速比越大,效率越低,传动精度比较低
行星齿轮减速器:高精度减速器,单级10以内,两级64。级数越多,精度越差。一般适配伺服电机,基本上 对电机座 就行。或者就是有表格功率与型号对应。
谐波减速器
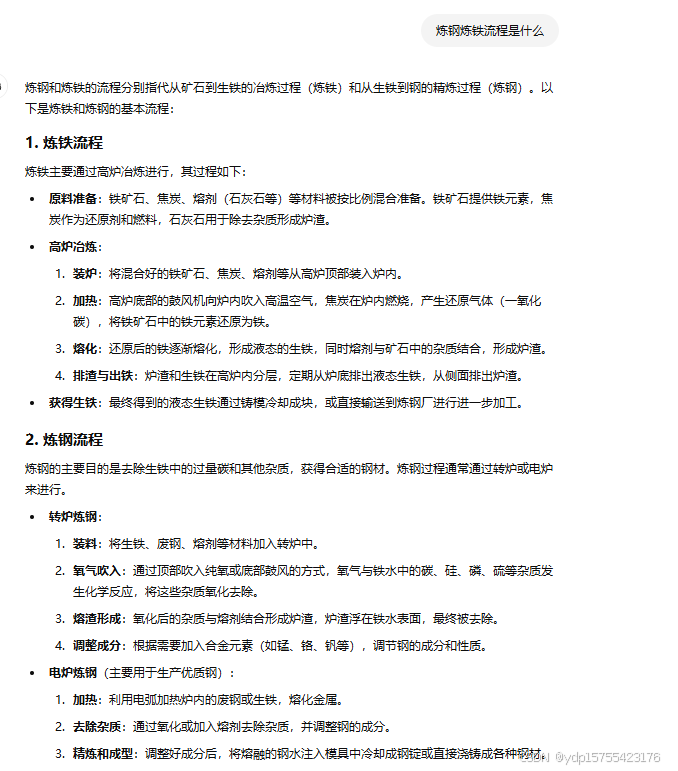
炼钢炼铁
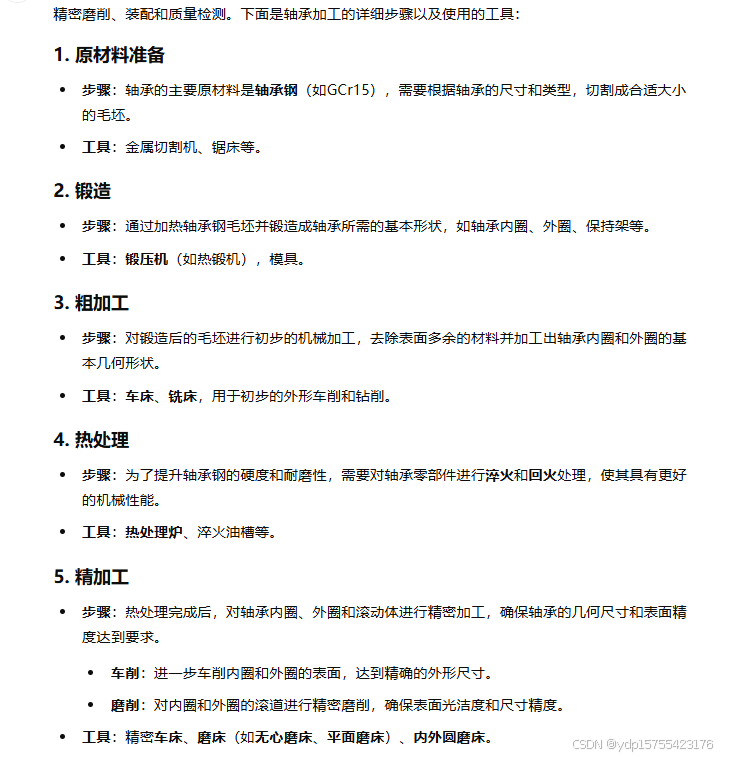
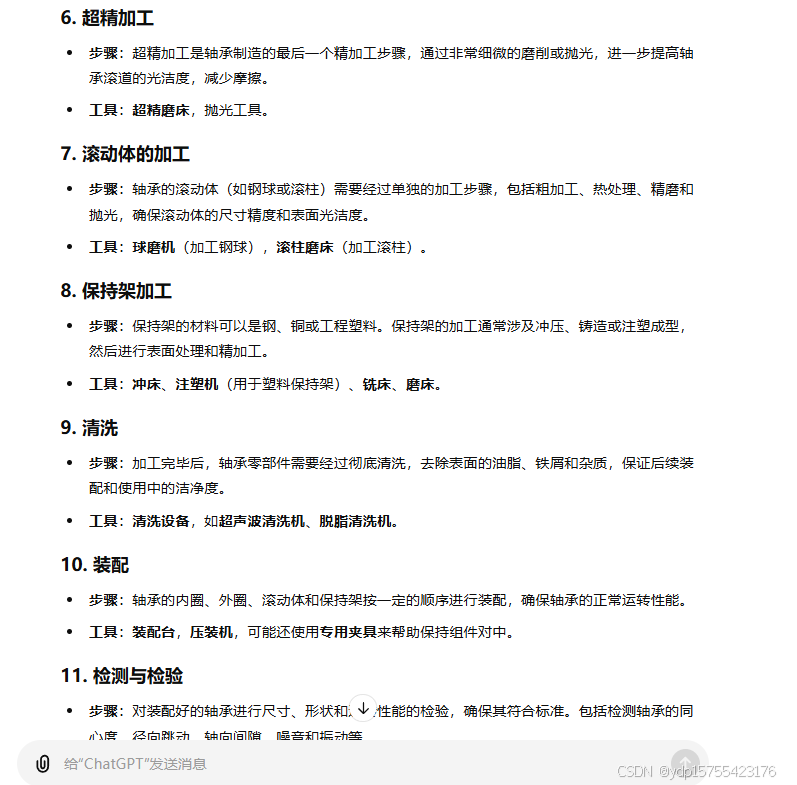
滚动轴承加工
凸轮分割器
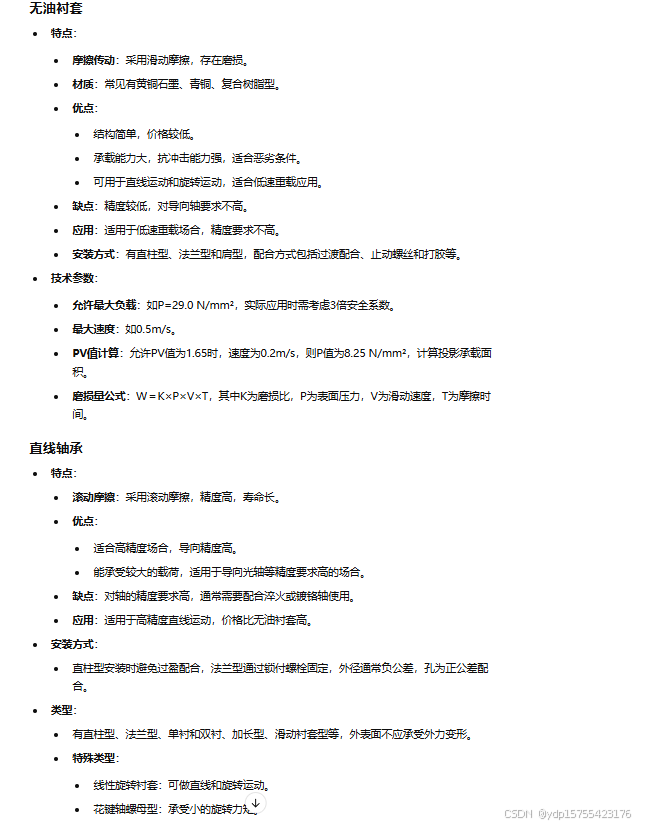
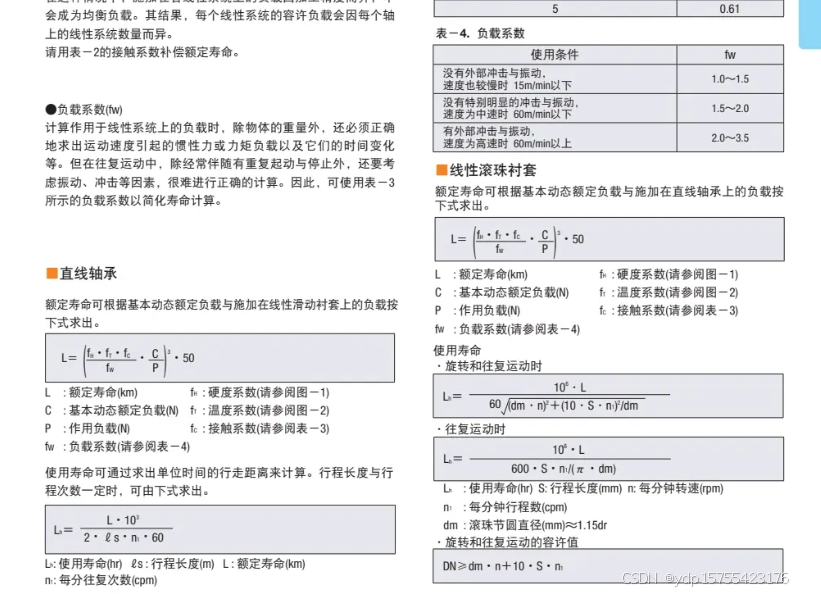
无油衬套与直线轴承
和滚动轴承很像
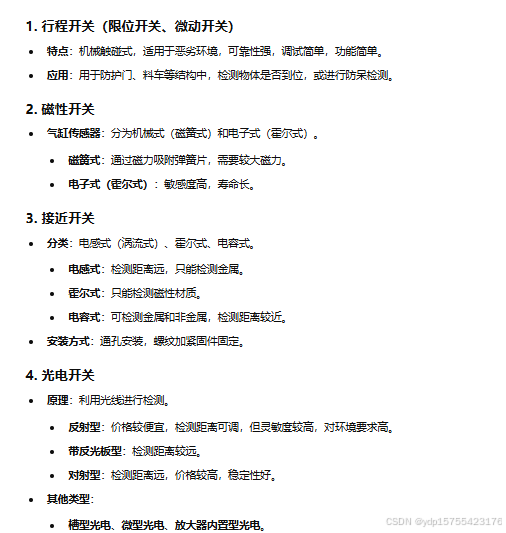
传感器:
项目
电机
基本知识点
普通电机:直流电机,单相异步电机(小功率),三相异步(大功率),减速电机,调速电机(调电压,降低功率),变频电机(调节频率),带刹车电机。
减速电机:普通电机+减速器。
直流电机(有电刷(需要更换,磨损件),低压(12V,24,36,48,72),安全性好)
交流电机:单相、三相。异步和同步。(异步(感应):转子和旋转磁场转速有滑差。同步:转子转速和旋转磁场转速等数。)转子:给磁(和旋转磁场磁极牢牢吸住)。永磁体,直流励磁。
控制电机:步进,伺服,DD,音圈电机。
步进电机:类似同步电机,一步一角,开环。
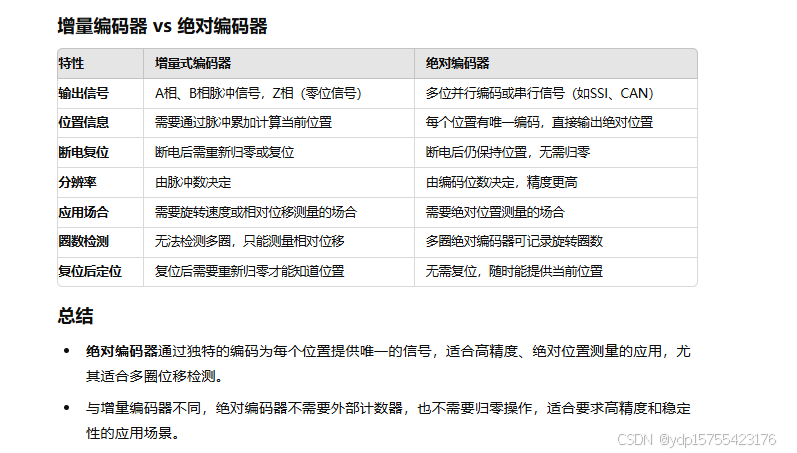
伺服:闭环,编码器反馈位置。
ddL:需要额外的直线编码器控制精度,高速性+长行程+高精度+和大力矩+平顺性,滑台需要接线
dd马达
步进电机
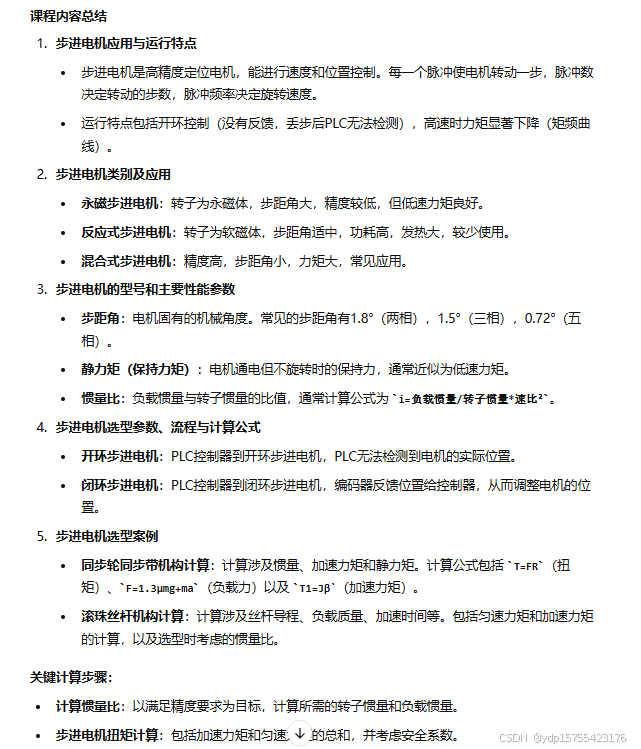
第一种看法:转速300以内(最好是250以内)用 T=1.59 n.m*2 =3.2看静力矩(保持力矩)。
第二种看法:T=1.59 n.m*2=3.2n.m 和转速=看矩频曲线.
第三种看法:看矩频曲线+看惯量比。
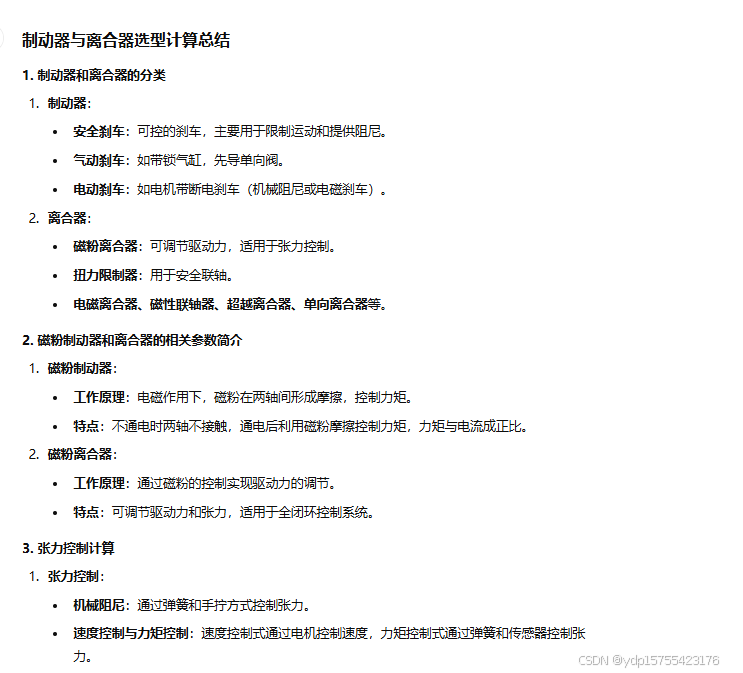
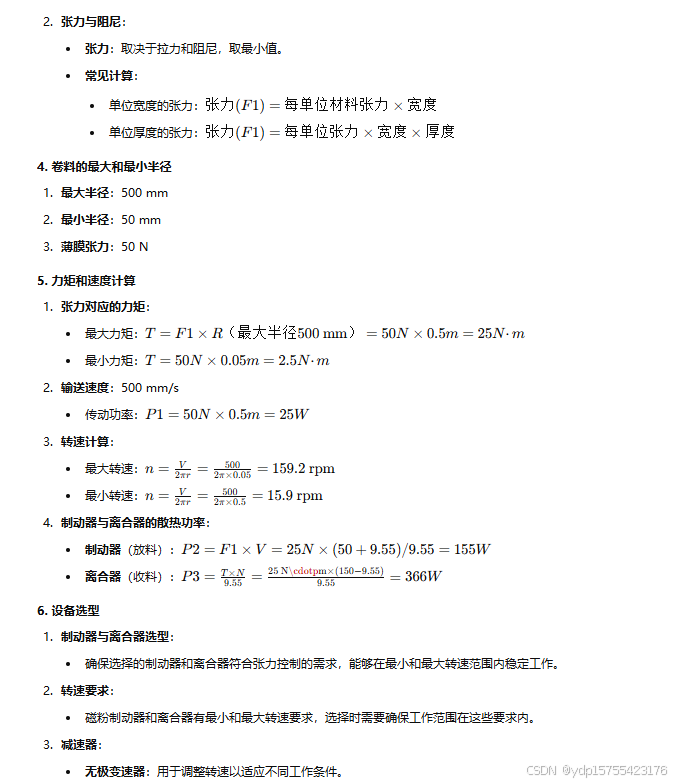
离合器和制动器
丝杠
滑轨
直线机器人
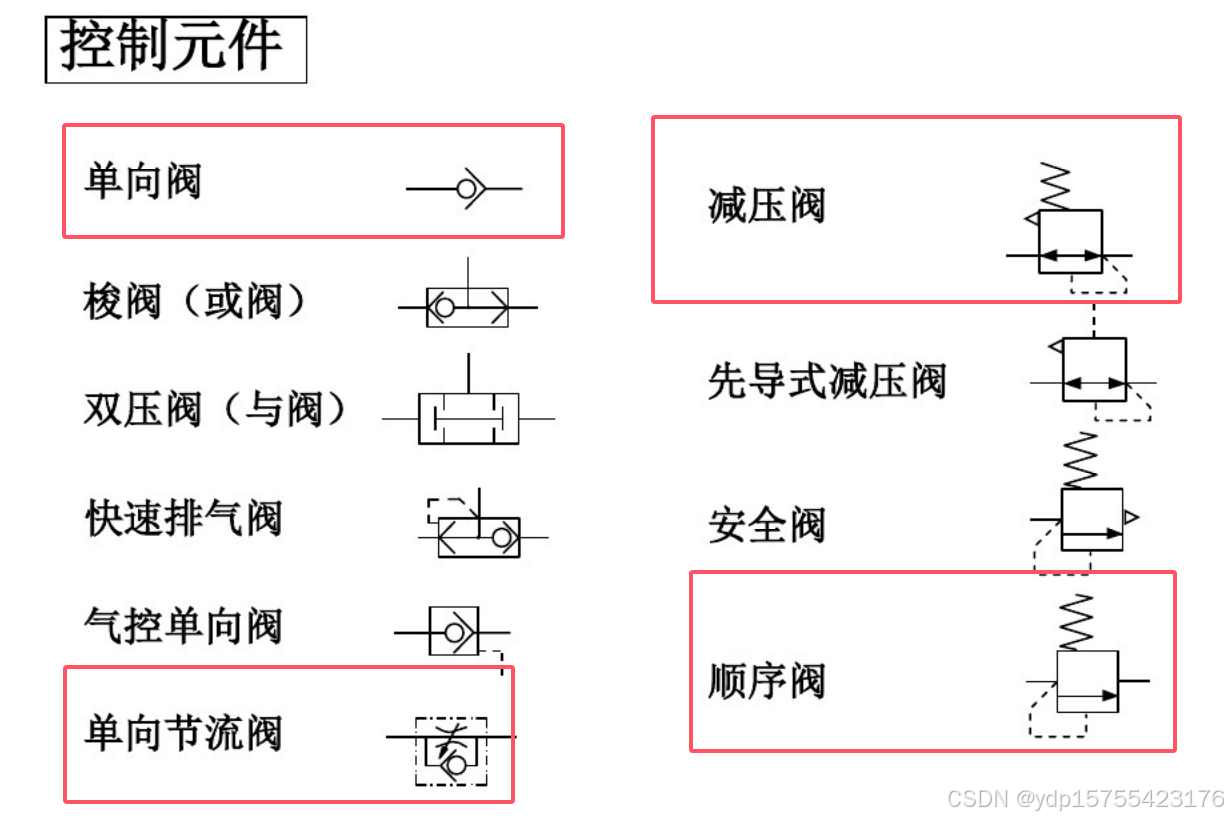
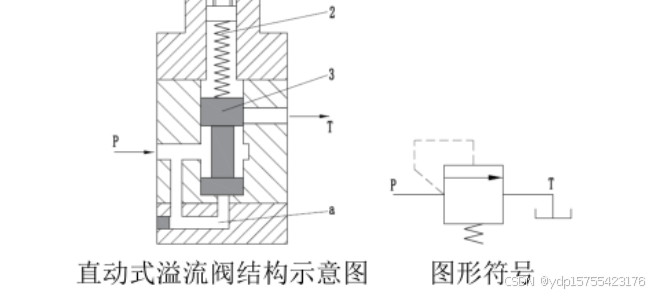
液压气动

传感器
总结一下:
单轴机器人2个
2*1直线滑轨一个+齿轮齿条啮合
静力学有限元
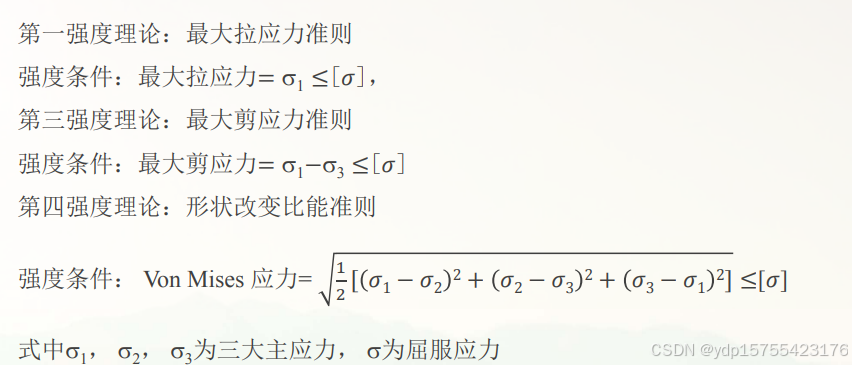
理论
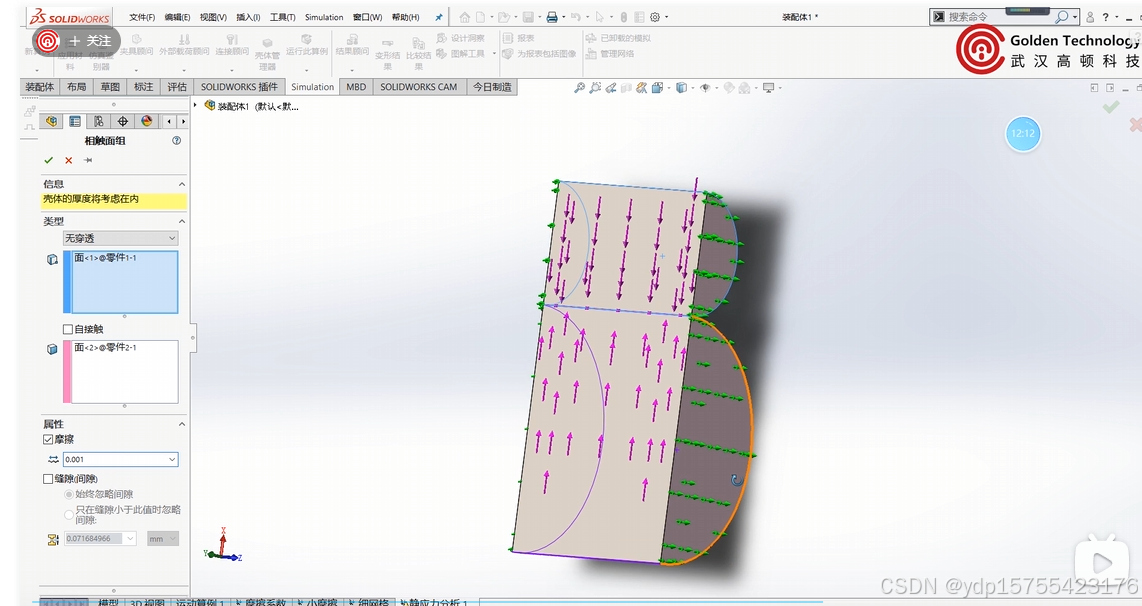
装配体校核
接触类型 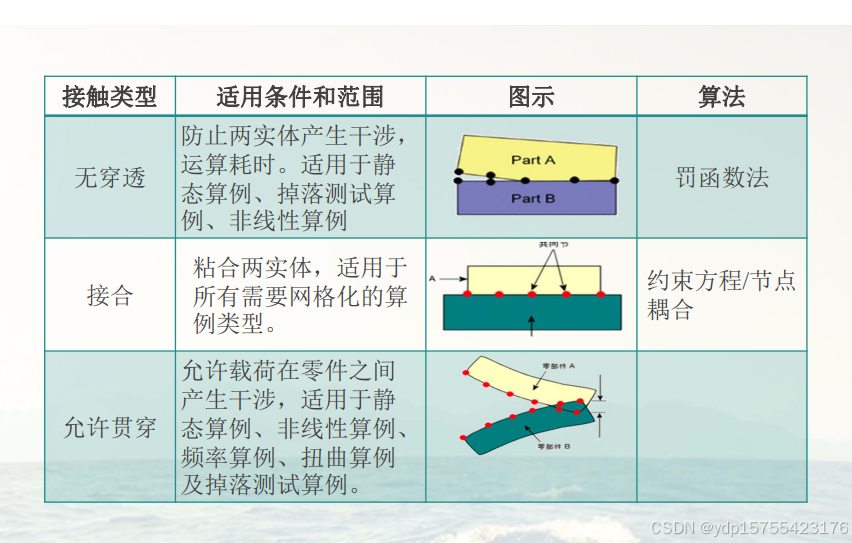
直接接触就可以了,然后做求解就可以
基本问题
1 如果出现不好的现象一般:约束载荷不对,可以加软弹簧
1.缺少约束;
2.遗漏或者设置错误接触;3.三维模型本身的间隙;4.网格划分产生的间隙;
5.数值算法产生的微小平衡力。
其中以2、3、4最为常见
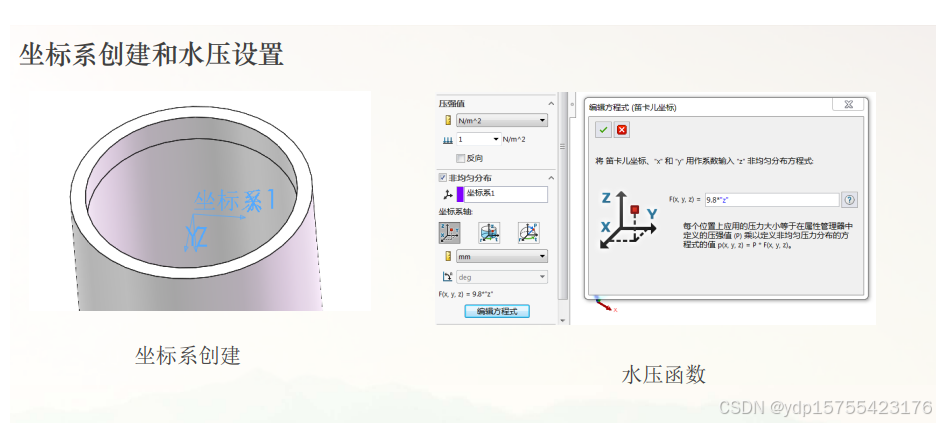
2 对于水压:创建坐标系+水压方程
3 简化模型
- 对称 轴对称 周期对称 对称
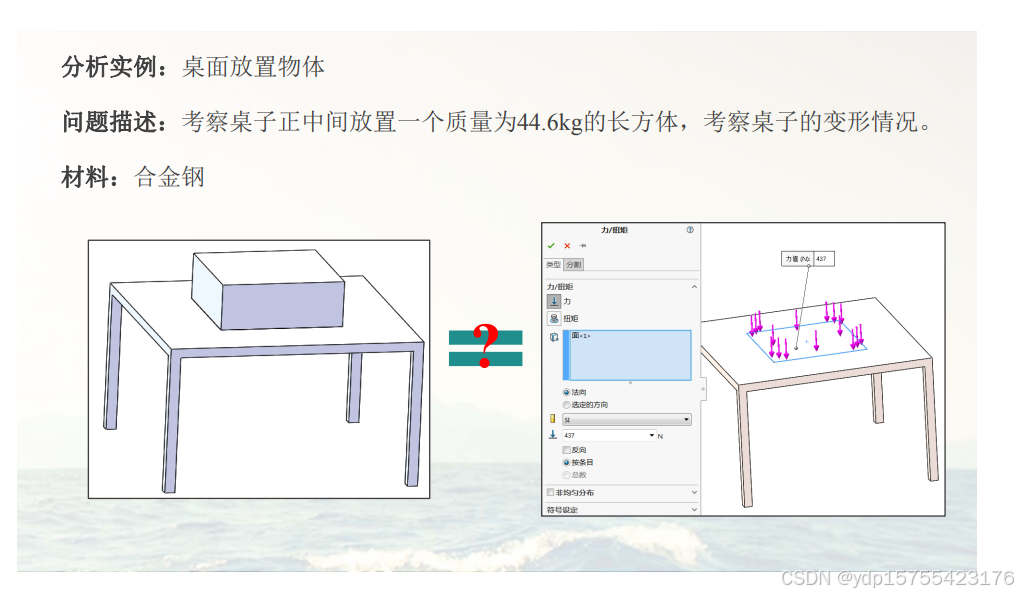
- 可以直接施加力和接触面积
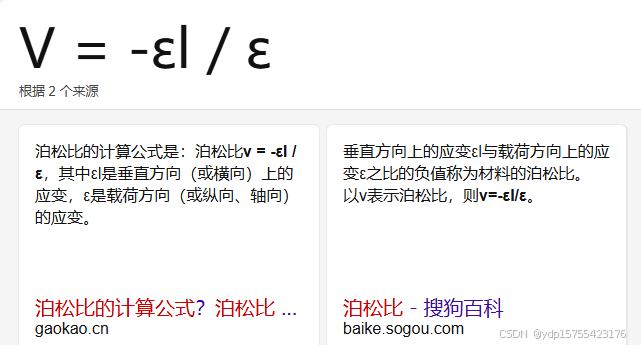
4 对力学分析参数的影响:泊松比 密度 弹性模量
 5 梁单元、壳单元
5 梁单元、壳单元
梁单元 相当于只有一个线条那种
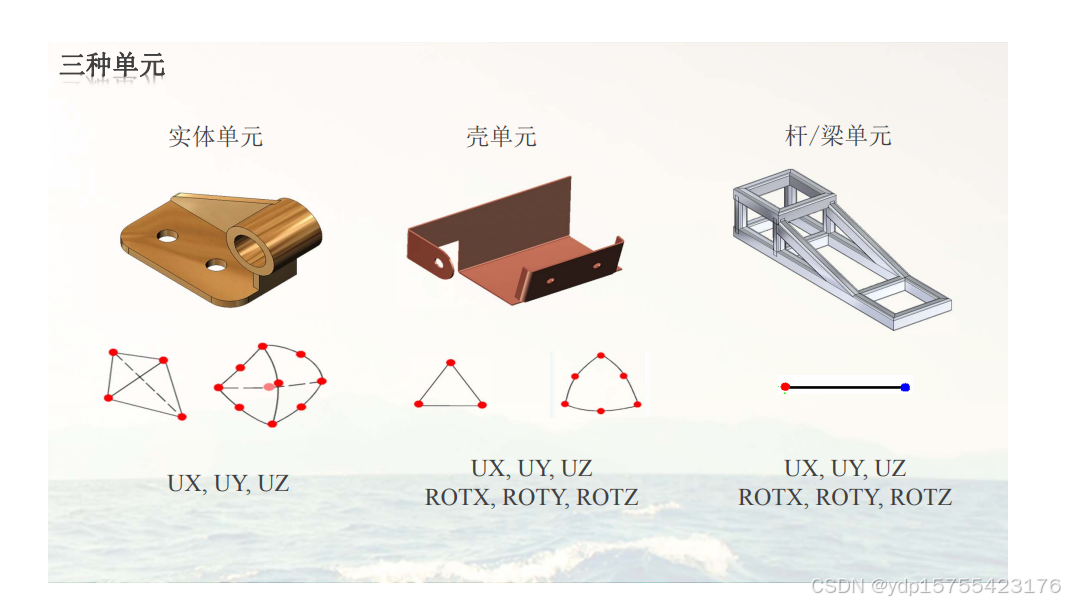
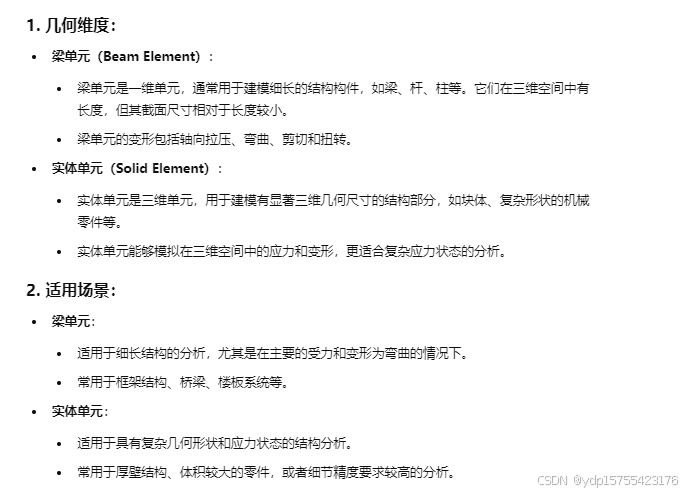
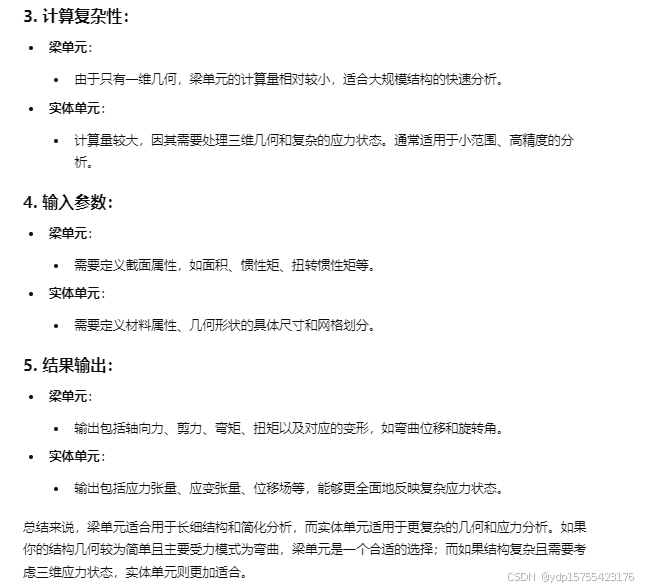
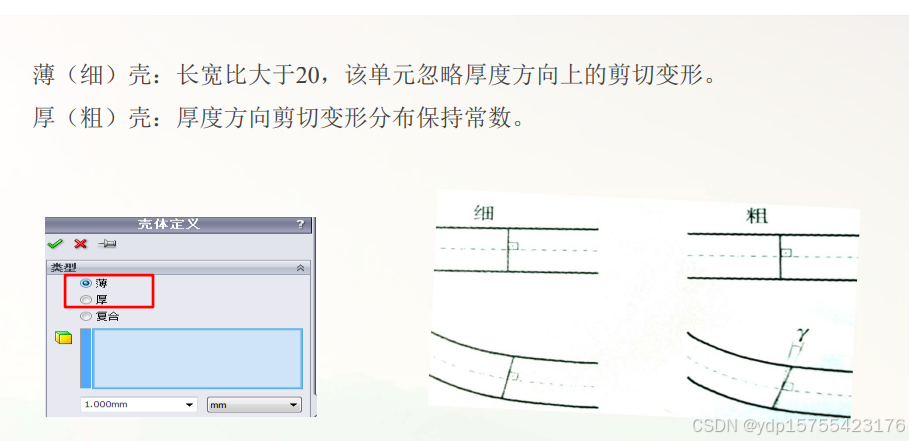
壳单元
 齿轮校核
齿轮校核
赫兹接触
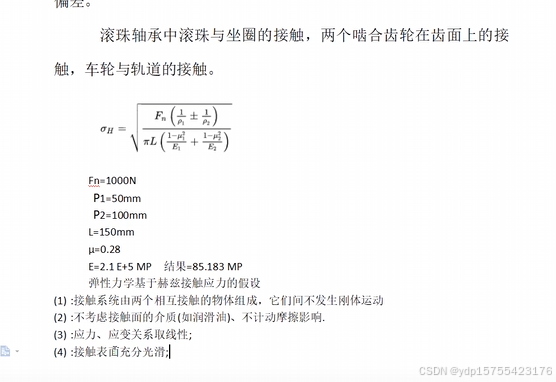
普通校核
直接就是固定约束,直接施加力矩他是两个轮齿之间互相接触德,然后校核得到
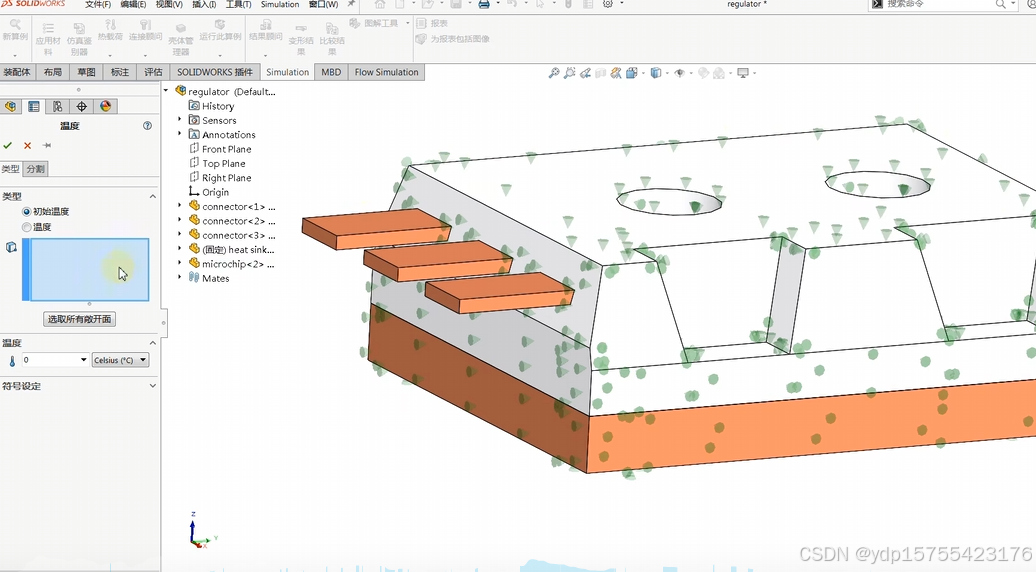
热力学有限元
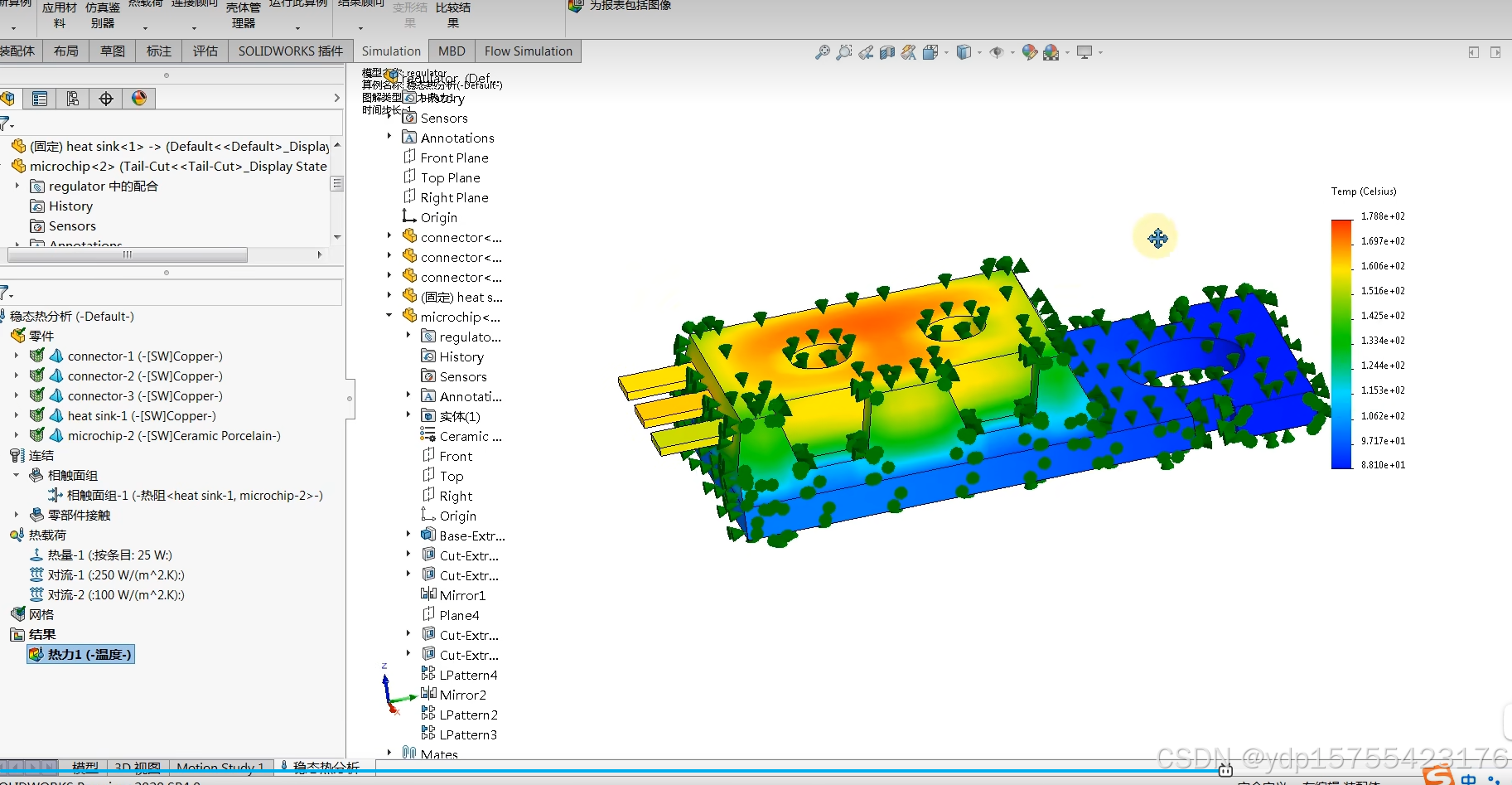 热量+热对流+(接触面的热阻)
热量+热对流+(接触面的热阻)
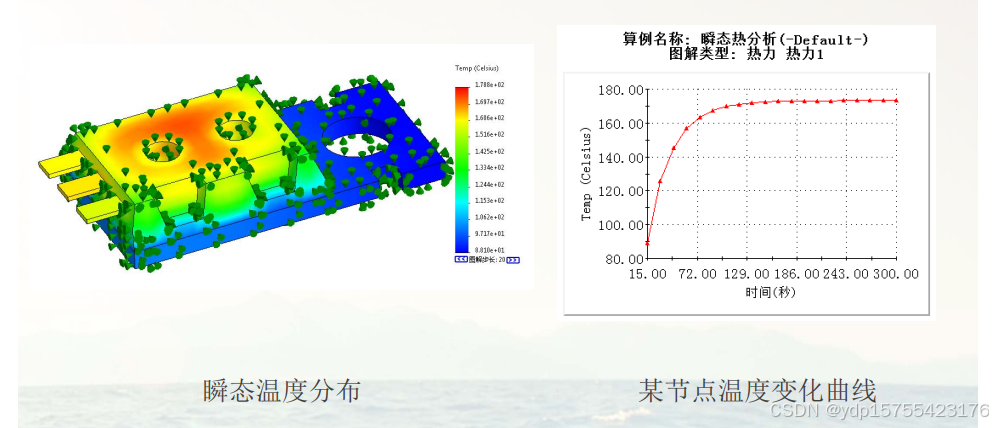
初始温度设置的,想看变化可以用探测单元来测试

钣金加工
钣金加工:钣金工艺与结构设计基础知识 - 知乎 (zhihu.com)
1 如何加工?
非模具加工——折弯机,数控冲床,激光镭射,柳钉机
摸具加工—— 固定模具
2 钣金加工材料:Q235 电解板(有一层镀锌的) 铝板
3 紧固件:螺纹 柳螺钉
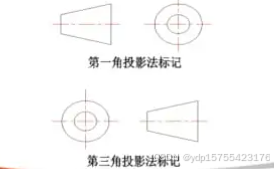
4 画图——三视图就可以
5 加工长度:

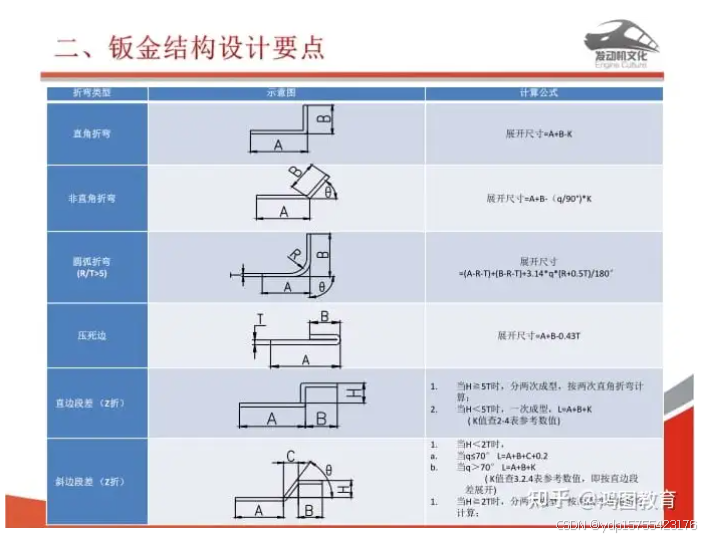
6 设计原则:
由内到外进行折弯;由小到大进行折弯;
先折弯特殊形状,再折弯一般形状;
前工序成型后对后继工序不产生影响或干涉。
7 冲压工艺:
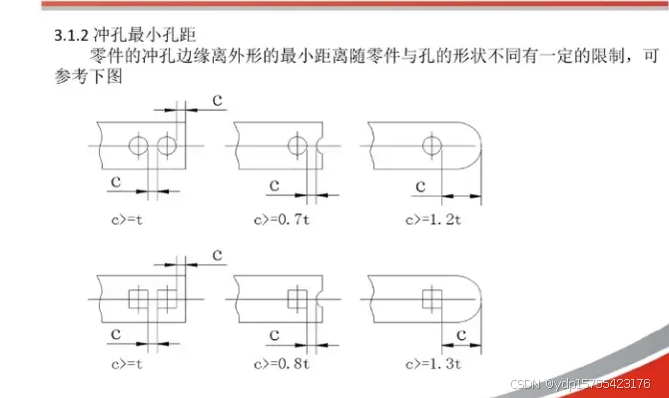
冲孔最小尺寸:孔不能太小材料与厚度有关系
孔距:和形状有关系
先冲孔后折弯
折弯半径大小主要和材料厚度有关系


















 1508
1508

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









