







摘 要
曲轴是位于空气压缩机中的连杆处,曲轴将进行一个旋转运动,从而可以带动空压机中的活塞,使空压机中的活塞进行往复的运动,并且将旋转转为直线运动[1],而针对夹具的设计是为来了减少在机床中的划线以及找正等的辅助时间,从而达到提高生产效率,降低成本的作用,而且使用夹具也可以减轻劳动者的工作负担,也相对安全一些,易于实现多工位加工。
主要的说明了针对空压机曲轴加工的工艺路线,以及其夹具设计进行的研究,其中运用了solid works进行三维模型的制作,CAD对图纸进行的绘制,而且本文中也包含了各道工序的加工方法,机床的选择、刀具的大小、夹具的设计、量具的选择以及基准面的选取,定位和夹紧方案的拟定;以及对第各道工序中所使用专用车模进行了研究设计[2]。此次研究的主要内容在于如何使加工工序简单化、降低加工难度,从而达到提高产品加工效率,加快产品上市时间的目的。向着制造业所追求的主题进发!
关键词:曲轴; 工艺规程设计; 加工工艺; 夹具设计
1 毛坯分析
1.1 确定的毛坯种类
曲轴我们采用45号钢为毛坯材料,由于曲轴为锻造件,不适宜用于批量生产,如果想要批量生产,可以使用磨具进行铸件,而且没有了铣削的加工,降低了一定的成本,但是没有锻造件结实耐用,而且因为锻造件是通过外力挤压进行锻造的,而且不易变形且工艺性能好成本较低,所以锻造件的机械性优于铸件,所以我们选用锻造件的方法。
2 毛坯的加工余量
加工余量就是在机械加工中毛坯的尺寸于零件的尺寸出现的差值就叫做加工余量,我们称之为毛坯的加工余量。毛坯加工余量的多少决定在加工过程中的每一道工序在进行切削时切削的厚度之后,如果切削多的话加工余量就要更大一些,而毛坯的加工尺寸与零件的规定加工尺寸之间出现的偏差也叫做加工余量。
锻件的机械加工余量,一般就是指锻造件在机械加工过程中被切削出来的厚度。
锻件的机械加工余量分为9个等级——5-13级。分完等级之后又按零件的公称尺寸大小分为10个尺寸组。
锻件机械加工余量的等级选择是按模型种类、造型方法和锻件大小等综合因素来决定的。
工件的最大尺寸:
长:880 直径:65 >120-250
所以机械加工余量等级取6级。
3 绘制毛坯图
毛坯图当中包含了加工余量,不需要零件图一样绘制的精细,因为零件图是需要具体尺寸等数据的,所以在绘制毛坯图的时候,我们使用粗实线来进行绘制,在绘制的时候我使用了0.5的线条,尺寸标注使用的是0.25的线条,在绘制的过程中还应该标注出毛坯的尺寸,公差以及技术要求等。
(1)先通过计算算出毛坯图的加工余量
(2)标出尺寸以及粗糙度,再标上上下公差,及其加工余量
(3)计算出拔模的角度,并进行绘制
(4)锻造件不得有裂纹、白点、气孔、夹层、皱叠、疏松等缺陷。
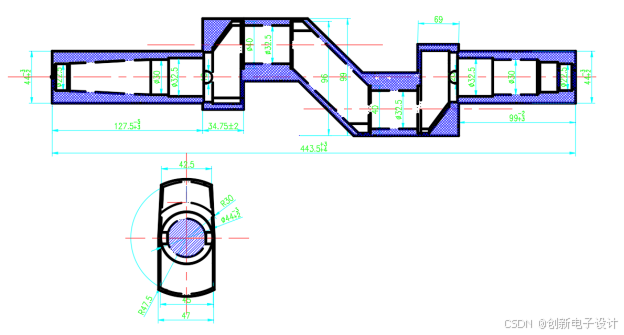
图2.1 毛坯图
4 夹具设计
4.1 夹具结构和类型
根据工艺过程的不同,夹具也分为很多类型,如装配夹具,车床夹具,钻床夹具以及检验夹具等。夹具的组成部分有定位元件,夹紧装置,连接元件以及夹具体等等[18]下面将进行逐一介绍。
(1)定位元件:定位元件是将工作面与工件的定位面接触并进行对准,之后进行配合,是将工件准确的定位在夹具中,起到一个定位工件的作用。
(2)夹紧装置:将工件定位好之后就是将工件进行夹紧,把工件夹紧在夹具上,未防止在加工的过程中工件移动位置,所以我们应该克服切削力等外力的作用来进行夹紧,确保工件一直保持在正确的位置上。
(3)导引元件:导引元件是引导刀具进行工艺加工,他使刀具出现在正确的位置上。是根据它来调整铣刀相对夹具的位置。
(4)对刀元件:调整刀具的位置,来确保刀具可以对工件进行加工处理。
(5)连接元件:他是连接夹具体与工作台的元件。
(6)夹具体:他是连接夹具上的元件的基础元件,将其连接到一起,形成一个整体的夹具。
(7)其他装置
4.2 夹具的装夹方法及作用
4.2.1夹具的概述
在机械加工工艺中夹具是把工件固定在准确位置上得同时还可以进行准确的加工的一种辅助型装置,我们把这种辅助的装置叫做夹具。我们在金属的切削机床上使用的夹具叫做机床夹具,夹具在机械加工中有很多的作用,不仅可以更加高效的完成加工工艺,还可以减少工人的劳动强度,易上手使用人群不需要高技术,这样就大大降低了加工工艺中的生产成本,所以夹具起到了至关重要的作用。
4.2.2工件装夹的方法
装夹就是我们在机床上进行加工的时候,需要把工件放在正确的位置上,并且加以固定,防止出现偏移等现象,在加工中也不能出现移动的情况,在加工中确保工件的固定才能进行精准的加工,不出现大的误差。把工件固定到夹具的这个过程叫做装夹。
机床上装夹工件的方法主要分为两种:
第一种方法就是使用固定的夹具,比较常见的就是虎钳夹具、四爪卡盘或者把工件直接放在工作台上,根据工件的表面来开使进行加工,并使其固定找正划线等等工序之后进行夹紧。
而第二种方法是使用夹具装夹工件,使用夹具装夹工件就省去了找正等时间,不仅方便快捷还高效。
4.2.3夹具的作用
夹具的设计是为了更加便于我们去加工,现在也是我们在机械加工中不可或缺的一个部分,主要的作用有[19]:
(1)使用夹具工作更加的便捷,同时可以提高生产效率;
(2)可以更加快速的完成零件的加工,高效且不易出错;
(3)减少了重新找基准面的次数,降低了生产的成本;
(4)由于使用夹具,工人的安全性也相对得到了提升;
(5)减轻了工人的工作强度,
(6)可以稳定的到达各项标准,精准度高一些,减少了误差相对轻松一些可由较低技术等级的工人进行加工;
(7)扩大了机床的机械加工工艺范围;
(8)可以由相对技术较低的工人或者学徒更好上手,方便加工;
5 结 论
本次设计主要是曲轴的加工工艺,通过分析加工的零件选择正确的加工机床,选择合适加工刀具,编写加工程序,制定合理的加工工艺路线。并且在此次设计中,根据加工要求,为工件制定夹具,通过CAD绘制出零件图,毛坯图等等,再使用solid works来进行夹具的装配,设计的产品处于测试的阶段,不用于批量生产,批量生产可以使用铸件,减少铣削,降低成本。我遇到许多问题,比如对图纸绘制的不标准,工序流程的不熟练,在实物的加工中还是不能熟练的完成,希望以后可以运用的更加熟练,通过这段时间的研究,我对曲轴的加工工艺有了一定的了解,最终在此次设计我主要解决了以下问题。
(1)根据轴的零件图进行工艺分析;
(2)根据工件所需的要求来确定毛坯的材质;
(3)设计了合理的加工工艺,保证了加工质量;
(4)设计了合理的夹具
(5)成功绘制出图纸

















 196
196

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









