







 通过国产压铸模拟软件智铸超云,对锌合金铸件进行充型模拟分析,揭示了原设计方案中内浇口面积不均导致的卷气问题。通过优化浇注系统,实现金属液填充同步,提高铸件质量和模具寿命,最终经生产验证,铸件质量显著提升。
通过国产压铸模拟软件智铸超云,对锌合金铸件进行充型模拟分析,揭示了原设计方案中内浇口面积不均导致的卷气问题。通过优化浇注系统,实现金属液填充同步,提高铸件质量和模具寿命,最终经生产验证,铸件质量显著提升。
本案例由温州恒辉模具提供,文章已对内容进行产品保密处理
在锌合金压铸过程中,金属液的填充模式是影响铸件质量的关键因素之一,很多压铸缺陷,如浇不满、冷隔、气孔、缩陷等都与填充模式有关,同时,填充模式也是影响模具寿命的关键因素之一。所以,使用模拟软件准确地预知铸件充型过程,可以有效地检验浇注系统设计的合理性,优化内浇口位置、流道尺寸及压铸工艺参数的设置。
本文以一款锌合金压铸件为例,采用国产压铸模拟软件智铸超云2.0版本提供的云端模流服务,研究不同浇注系统对铸件填充状态的影响,通过优化浇注系统设计形式,解决铸件浇不满的问题。
01 铸件结构特点及模型前处理
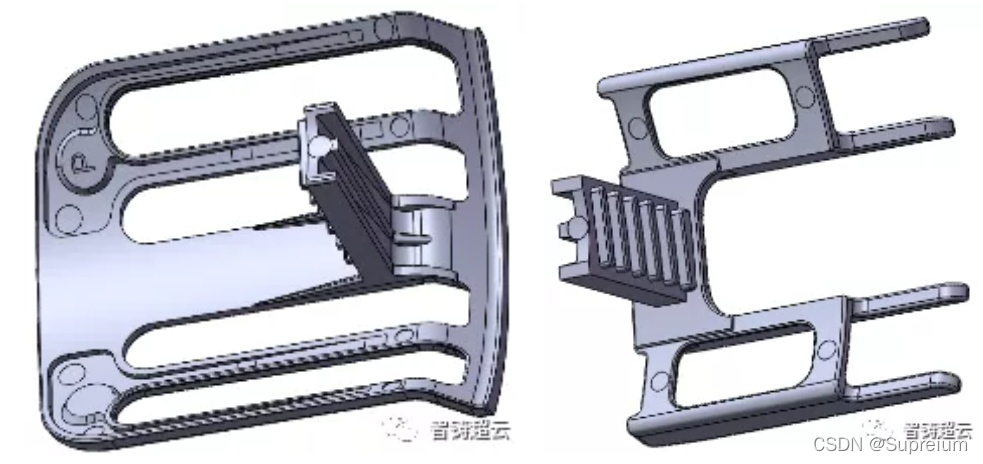
该锌合金铸件的结构特点为典型的异形结构,中间凸起部位稍复杂,两边结构简单,而且没有明显的平面分型面,因为铸件体积小,考虑用一模两腔的模具结构,左边设计为铸件A,右边设计为铸件B,这样可以同时生产出来一套零件,从组织生产的角度考虑也较为有利。
结合铸件结构特点,可采用分区填充方式,使金属液尽可能均匀的输送到每一个内浇口,保证从每个分区对应的内浇口进入的金属液沿同一方向,同步快速、平稳地填充型腔。在最后填充区域设置溢流槽保证排气的有效性。依据上述分析,设计出该铸件的浇注系统。内浇口总面积约为82.6mm²,各个分区内浇口面积分别如图2所示。
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章


















 783
783

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









