






1. What is tin-spraying/hot air smoothing
Tin spray/hot Air finishing (HASL) is a PCB surface treatment process. By preparing a tin lead layer on the copper surface of the PCB, it can protect the pad from oxidation and maintain the solderability. The liquid solder used in HASL is usually composed of 63% tin and 37% lead, and the HASL layer is dissolved with the solder paste during SMT welding. HASL boards dominated the electronics manufacturing industry before the birth of lead-free processes. At present, although the use has declined, it is still widely used in medical, military, aerospace and other fields.
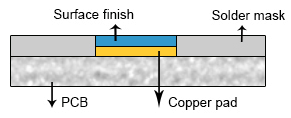
Figure 1. HASL surface treatment layer.
2. HASL process steps
The PCB needs to be cleaned before the HASL surface treatment, and the copper surface is cleaned by micro-etching. After cleaning, the PCB board is preheated and coated with flux. The flux can reduce the surface tension between the PCB and the solder, so that the solder is better covered on the PCB. After coating the solder, the PCB needs to be immersed in the molten tin/lead solution, and the exposed brass pad area will be covered by the tin/lead solution and form a tin lead layer. After forming the tin and lead layer, the high-pressure hot air knife of the hot air leveler can be used to remove excess solder on the PCB surface and in the hole, ensuring the uniformity of solder deposition, leaving a uniform and thin protective layer on the pad.
HASL process parameters include solder temperature, dipping time, hot air knife pressure, hot air knife Angle, hot air knife spacing and PCB rise rate.
Solder temperature: The melting point of solder Sn63Pb37 is 183℃, in order to ensure the formation of good intermetallic compounds, the temperature of solder is generally controlled at about 230-250℃.
The leaching time is generally controlled at 2-4s, and too long a time can easily lead to excessive growth of intermetallic compounds.
The greater the pressure and flow rate of the hot air knife, the smaller the thickness of the solder coating. Usually, the pressure of the hot air knife is controlled at 0.3-0.5MPa.
l Improper Angle of the hot air knife will cause inconsistent coating thickness on both sides of the PCB. Most heat blades are adjusted downward by 4°.
l The distance between hot air knives is generally 0.95 to 1.25cm.
l PCB rising speed needs to be controlled according to the actual situation. A slow rise will increase the hot air handling time and thin the solder layer. Otherwise, the thickness of the solder layer will increase.
3. Comparison of different PCB surface treatment
Generally speaking, the reliability of HASL plate solder joints and OSP solder joints is not much different, and the intermetallic compounds formed by these two surface treatment processes are Cu6Sn5 and Cu3Sn. In addition, the thickness of the HASl layer tends to be much greater than that of the organic bonding film (OSP), nickelized gold deposition (ENIG), chemical tin deposition (ImSn) and chemical silver deposition (ImAg), but the HASL process is less costly than other surface treatments.
Table 1. Thickness of different surface treatments.

4. Advantages and disadvantages of HASL
The obvious advantages of HASL plates are consistent coating composition, long service life, and a wide PCBA baking and cleaning window. However, the smoothness of the tin layer prepared by the HASL process is poor, which has a great impact on the solder paste printing and reflow effect, and the micro-pitch welding requires quite high solder paste printing and reflow quality, so the installation of micro-pitch products often does not use HASL plate.
Shenzhen Fuyingda Industrial Technology Co., Ltd. is committed to producing ultrafine solder paste (T6 and above) for micro-spacing welding. Fuyingda solder paste has excellent printability/dispensability, stable viscosity, long time on the board, and can form a uniform and high mechanical strength solder joint on the pad of PCB after welding. Welcome customers to contact us for cooperation.















 600
600

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









