







 本文描述了ANT1天线焊接与组装过程中出现的问题,包括错误焊接导致的性能下降,以及现有检测标准的不足。提出了改进SOP、硬件调整、测试标准更新等措施,以确保产品质量。
本文描述了ANT1天线焊接与组装过程中出现的问题,包括错误焊接导致的性能下降,以及现有检测标准的不足。提出了改进SOP、硬件调整、测试标准更新等措施,以确保产品质量。
1、现状
发现ANT1的焊接(组装)出现问题,这给客户对产品的认识有一个极不好的印象。
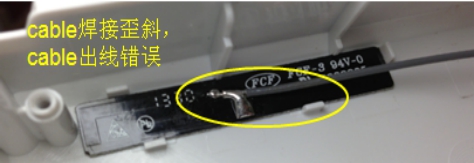
ANT1错误焊接、组装
ANT1正确焊接
2、分析:
天线cable 线靠近天线本体,会造成天线的S11参数变化,天线谐振点偏移,最终造成吞吐量测试时信道不均衡,高信道,或者低信道吞吐量异常偏低,或者跑一会流量后,吞吐量跌落。
3、暴露出的问题
问题1:组装站 天线的焊接、SOP不完善,检验不严格。
问题2:F2站 终测站的标准存在问题——没能卡出来因为此类不当操作而造成性能降低的样机。
4、解决措施
4.1 针对问题1采取的措施
1.要求中试更新SOP
1).SOP 应对天线cable线焊接点的质量做明确定义,并做严格检验。
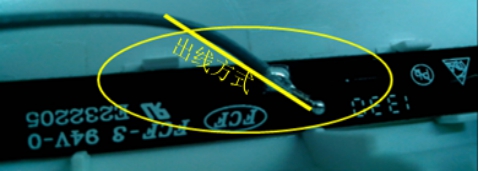
2).对天线cable走线方向,做明确定义,并加强检验。
2.硬件做修改
1)研发启动此天线的gerber变更,增加丝印,固化cable的出线方式,保证cable除焊接点以外的线体不触碰到天线小板本体。
2)同时,SOP还应更新为:
a.正确的焊接图片——出线方式正确,
b.正确的组装图片(如上图)——cable在结构件卡扣外面;并加强管控。
c.焊接接地焊盘时,烙铁温度要高一点,确保RF接地焊接良好,焊点光滑。
d.要求产线员工对天线的焊接,要有熟练的操作,下图为问题样机的天线焊接,此种焊接——只焊接cable的一边、锡为未完全融化,造成性能跌落。

严格要求员工按照SOP执行,保证天线的焊接良好!严格避免因点锡时间不够与烙铁温度不够,而导致焊接不良。Cable走线不能靠近天线本体。
4.2 针对问题2 采取措施
1.研发重新定义标准——测试模式为20M带宽双天线,增加RSSI测试。
RSSI可判断当前信号的连接质量,测试命令:wlanconfig ath0 list sta 。通过RSSI,测试统计、天线OK时各天线的RSSI值的范围,并验证天线焊接不良时,RSSI是否落在所定范围之外,目前值范围定为:30~55。
2.同时,因最近工厂的屏蔽箱环境变化(测试天线全体变动),所以SOP还需更新,SOP注意的点有:样机摆放时严禁将屏蔽箱内的测试天线触碰到样机的外壳上,天线距离DUT 要在1cm以上。

同时,严格要求员工按照SOP执行,不要因为测试fail将天线靠在机壳上,如果天线靠在机壳上,可能会导致本来不良的样机而测试PASS,从而导致不良品流下去。
针对工厂的终测环境,要将支撑天线的柱子由现在的金属材料换成塑胶材料,金属材料天线支架会影响测试天线的S11,造成测试误差。
目前,工厂B栋网关4楼已经全部更换了,3楼需要做同样的整改。



















 1995
1995

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











