







✅博主简介:本人擅长建模仿真、数据分析、论文写作与指导,项目与课题经验交流。项目合作可私信或扫描文章底部二维码。
本研究在现有装配平衡研究的基础上,以提高装配平衡率和日产量为目标,对H公司A产品装配线进行优化。研究首先通过现场调研和作业测定收集数据,分析装配线的平衡率和流程,识别瓶颈工序,并进行局部优化。然后,利用0-1整数规划方法对整体工序进行优化,并通过Flexsim仿真对比优化结果,最终制定改善保障措施。研究主要完成以下工作:
(1)H公司A产品装配线现状分析 研究首先介绍了H公司的经营概况,分析了A产品装配线的现状以及在当前市场背景下面临的问题。通过现场调研和作业测定,收集了装配线的详细数据,包括各工序的作业时间、工人数量、设备配置等。利用这些数据,研究对装配线的平衡率进行了计算,发现其平衡率仅为53.79%,远低于理想状态,表明装配线存在严重的不平衡问题。
(2)装配流程优化方案的提出 研究深入分析了A产品装配程序的问题,绘制了流程程序图,识别了其中不合理或不合适的作业程序。研究归纳了A产品装配线在流程工序、作业手法、现场管理三个方面存在的问题,如工序间作业时间差异大、工人操作不规范、物料供应不及时等。针对这些问题,研究提出了装配流程精益改善方案,包括工序合并、动素分析、0-1整数规划方法、推行6S管理等装配线平衡工具的应用。通过这些措施,实现了装配线平衡优化,将装配线平衡率提升至86.69%,平衡损失率从46.21%减少到14.37%,装配平滑指数由237.97降低至112.49。
(3)优化结果的仿真与改善保障措施 为了验证优化方案的有效性,研究利用Flexsim软件对优化后的装配线进行了仿真。仿真结果显示,优化后的装配线在生产效率、平衡率等方面均有显著提升。同时,研究还提出了现场管理的改善效果保障方法,包括建立装配线平衡监控系统、定期进行作业测定和流程分析、实施持续改进等。这些措施有助于确保装配线平衡的持续改进和优化。
% 定义装配线平衡优化的目标函数
目标函数 = @(x) 总作业时间(x) + 平衡损失率(x);
约束条件 = @(x) 最大作业时间限制 - x;
% 设置优化选项
options = optimoptions('intlinprog', 'Display', 'off');
% 调用整数规划函数进行优化
[x, fval] = intlinprog(目标函数, 约束条件, options);
% 输出优化结果
disp('优化后的工序作业时间:');
disp(x);
disp('优化后的总作业时间和平衡损失率:');
disp(fval);
% 可视化优化结果
优化结果可视化(工序数据, x);
% 定义总作业时间计算函数
function 时间 = 总作业时间(x)
% 根据工序数据和优化结果计算总作业时间
时间 = sum(x .* 工序数据.作业时间);
end
% 定义平衡损失率计算函数
function 损失率 = 平衡损失率(x)
% 根据工序数据和优化结果计算平衡损失率
损失率 = max(x .* 工序数据.作业时间) / min(x .* 工序数据.作业时间);
end
% 定义优化结果可视化函数
function 优化结果可视化(工序数据, x)
% 可视化优化后的工序作业时间
bar(x);
title('优化后的工序作业时间');
xlabel('工序编号');
ylabel('作业时间');
end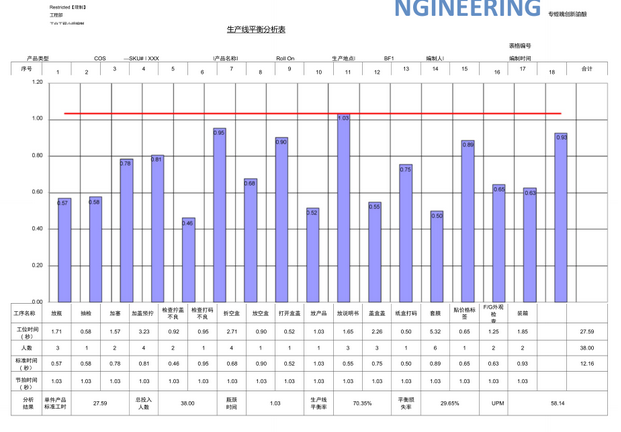



















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











