









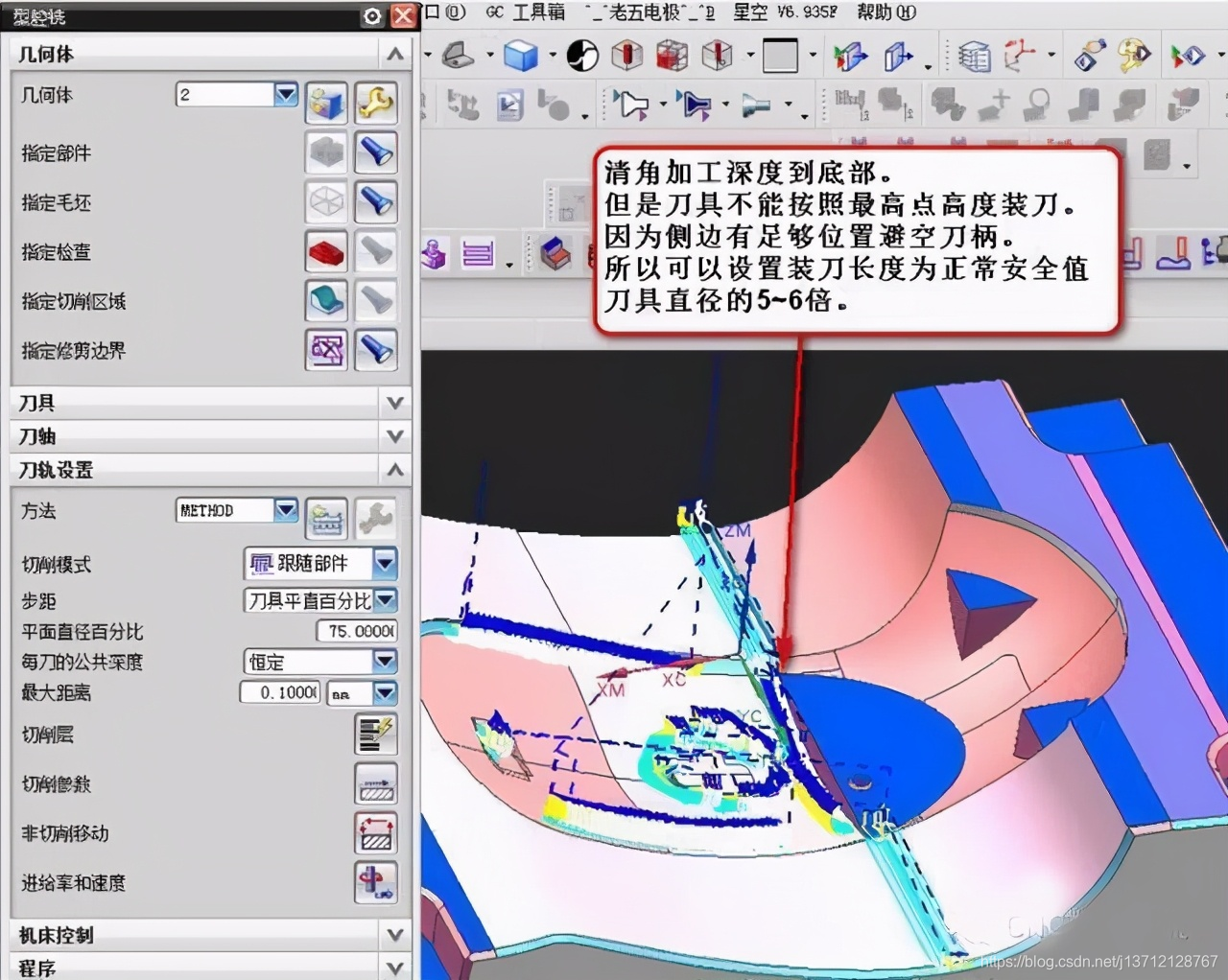
 本文介绍了在编程加工深腔时如何合理设置刀具长度以确保加工稳定性。通常,刀具装夹长度建议为直径的5~6倍,但过长会降低稳定性。通过设置刀柄大小和加长杆,可以应对某些深腔加工情况,并通过过切检查和安全间隔确认避免碰撞。在创建或编辑刀具时,务必注意这些参数以优化加工效果。
本文介绍了在编程加工深腔时如何合理设置刀具长度以确保加工稳定性。通常,刀具装夹长度建议为直径的5~6倍,但过长会降低稳定性。通过设置刀柄大小和加长杆,可以应对某些深腔加工情况,并通过过切检查和安全间隔确认避免碰撞。在创建或编辑刀具时,务必注意这些参数以优化加工效果。
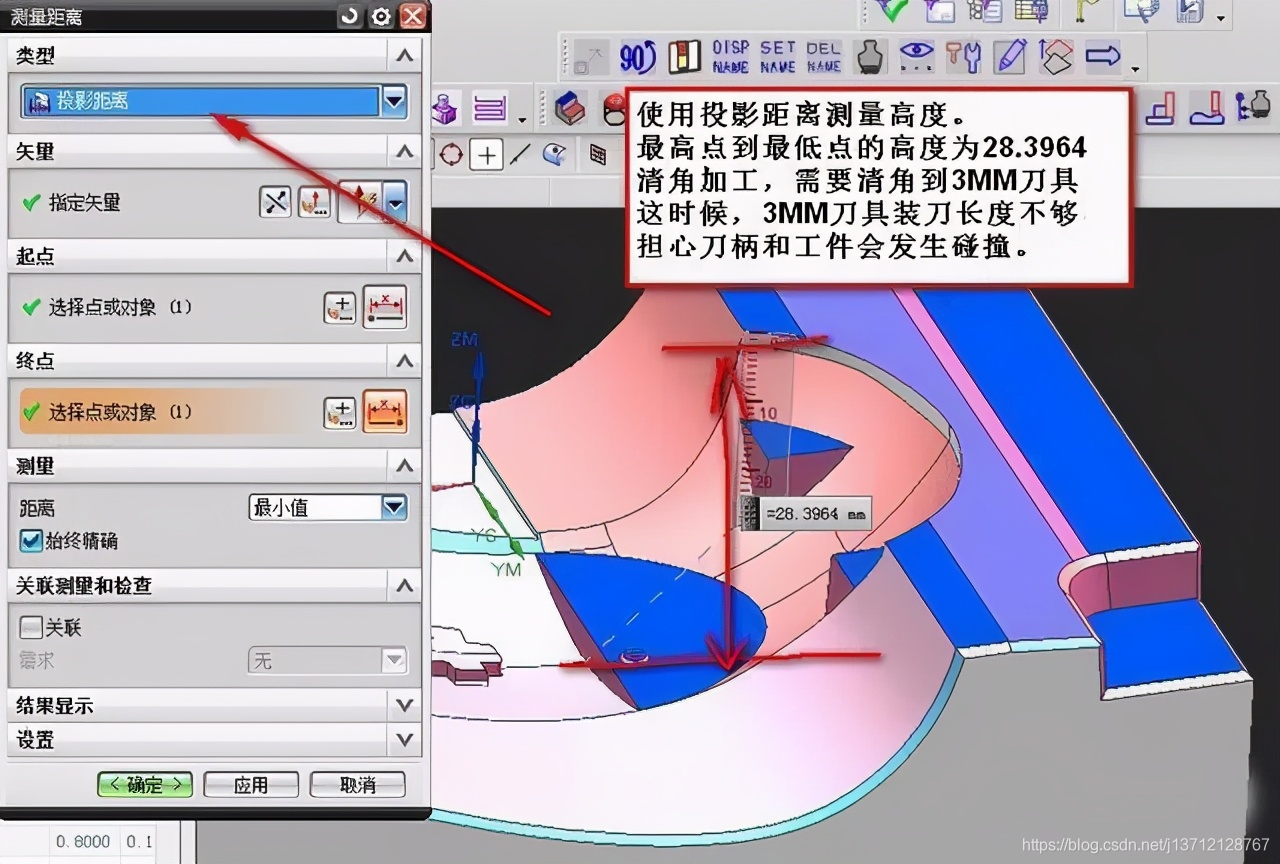
在编程加工过程中,难免会碰到一些深腔方位,导致刀具装刀长度不行。加工钢料,正常装刀长度为直径的5~6倍。加长刀具另外。
这里的5~6倍是指装夹这个规模内的刀具长度加工稳定性较好。
尽管超过这个规模值也能装刀进行加工。但是稳定性会下降。
但是并不是一切的深腔方位都加工不了。只要侧边方位能够避开刀柄巨细的方位,其实是能够加工的。
模具的外表凹凸落差有时较大的时分,用肉眼就欠好分辨,避开方位。这个时分,加工过程中就需求经过设置刀柄来实际丈量和避开工件加工。
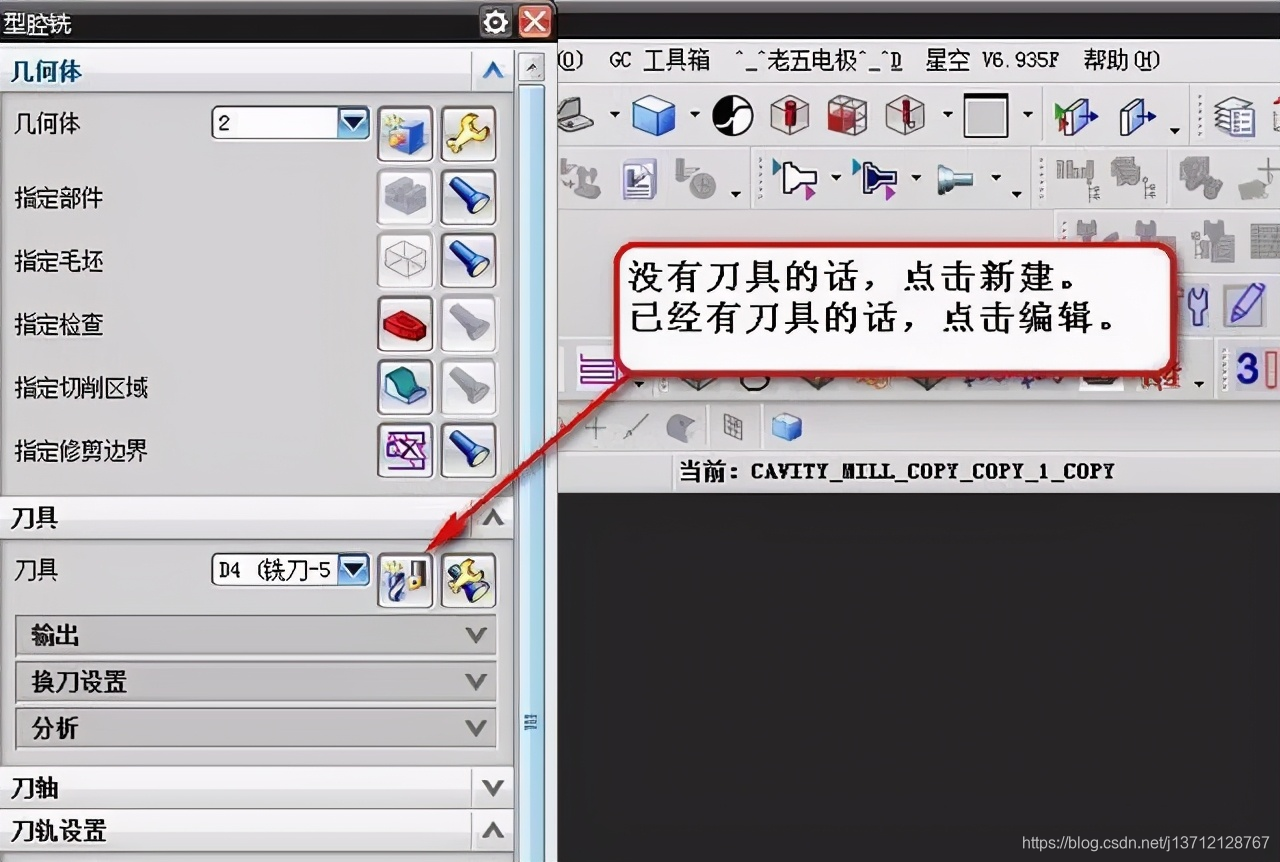
在创建刀具时分怎么能够设置,假设已经有刀具的话,经过编辑功能一样能够设置。
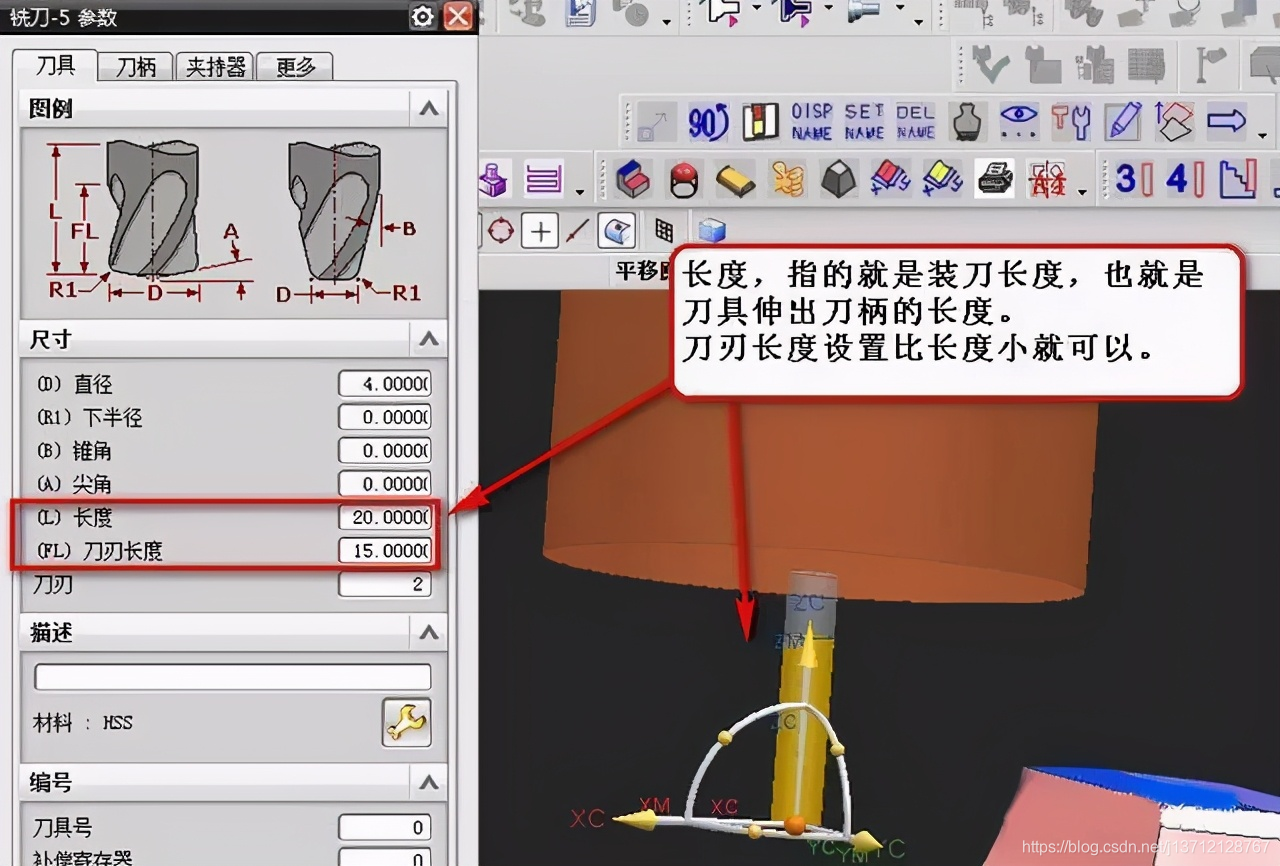
优先设置好长度,这里的长度是指刀具装夹时,伸出刀柄的长度间隔。
设置好装刀长度以后,点击上面的夹持器,设置刀柄巨细。
假设需求设置加长杆的话,也能够经过夹持器设置。
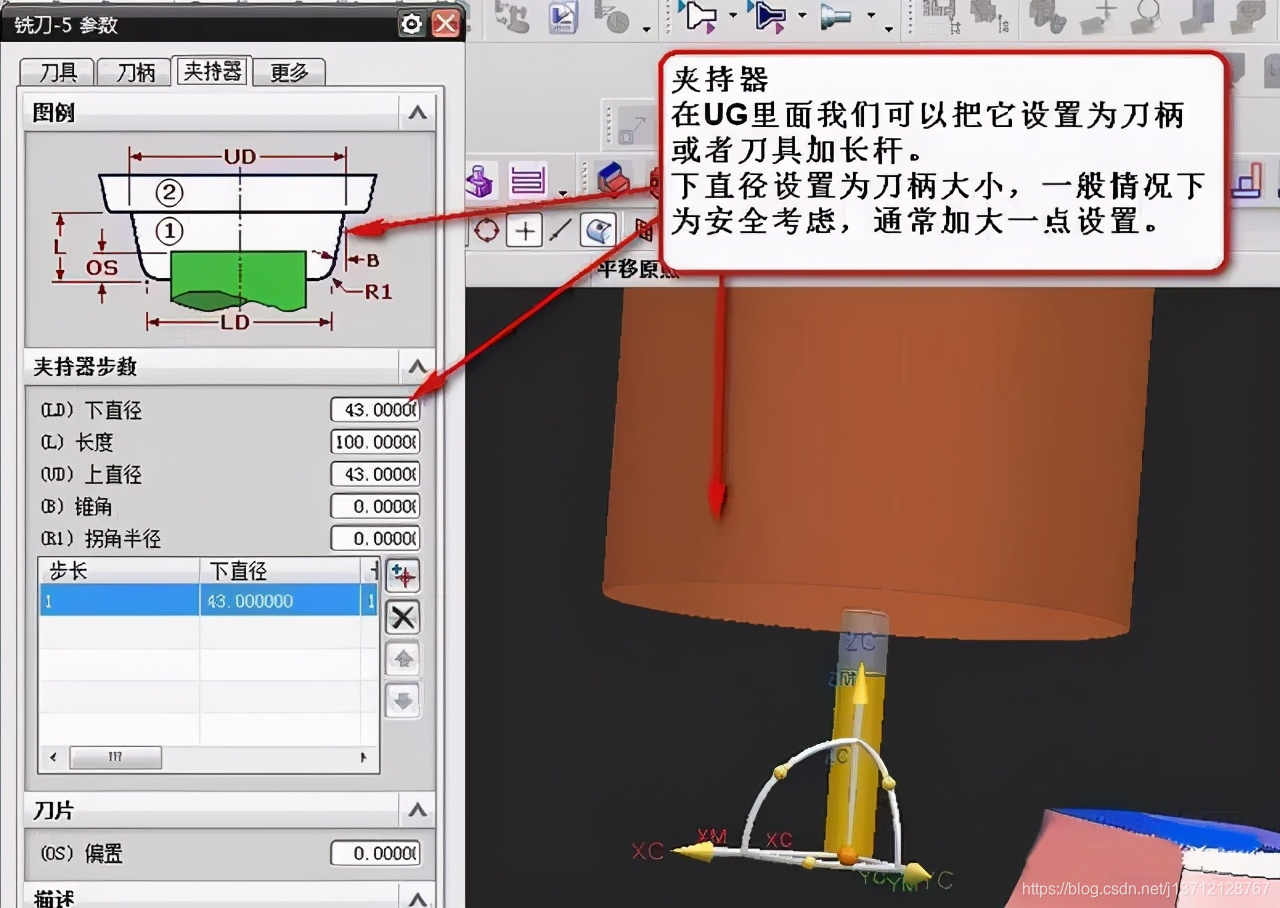
设置夹持器时,输入需求运用的刀柄巨细直径。
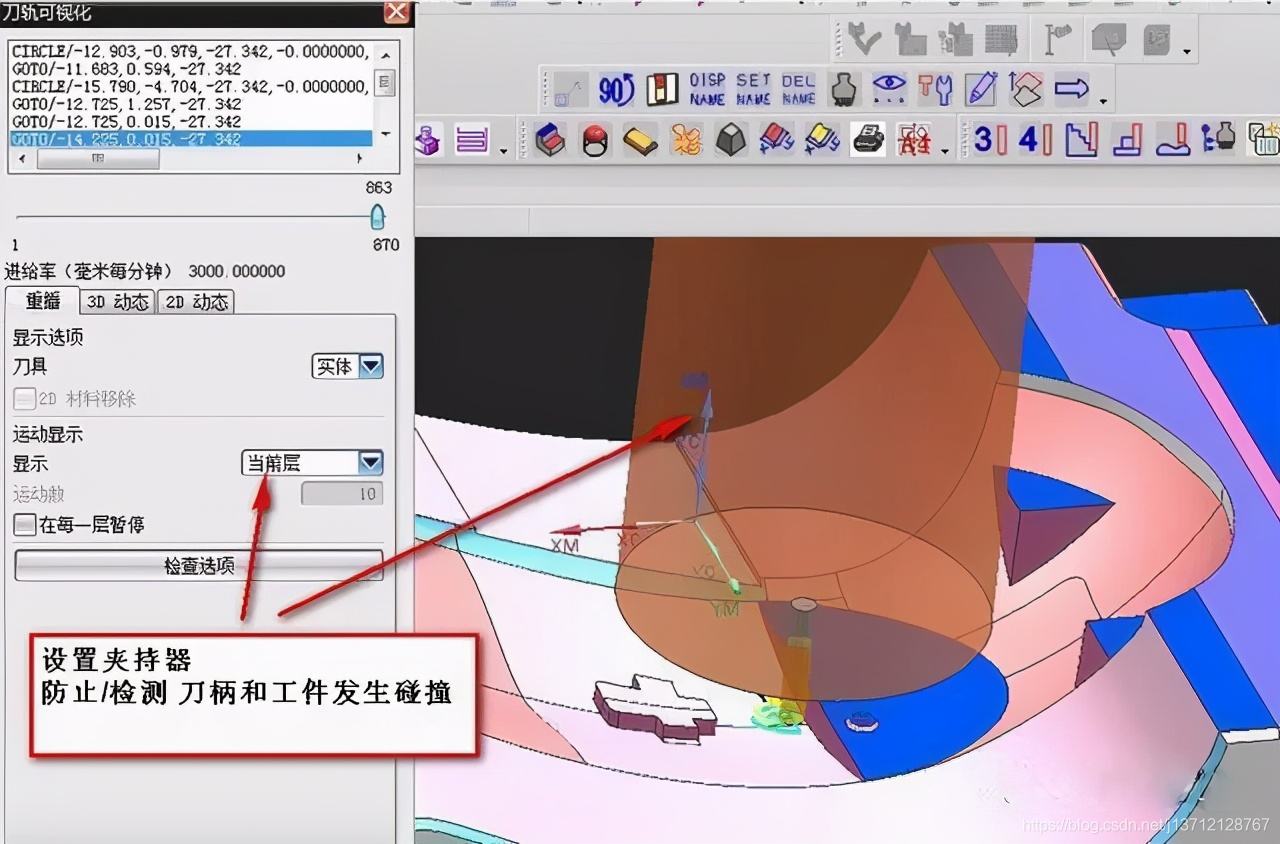
生成的刀轨以后,能够过切查看。以及经过生成周围的第三个选项承认刀轨。
查看下刀柄是否和工件保持有效的安全间隔。


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









