






📊 PLC自动化设计 | 毕业设计指导 | 工业自动化解决方案
✨ 专业领域:
- PLC程序设计与调试
- 工业自动化控制系统
- HMI人机界面开发
- 工业传感器应用
- 电气控制系统设计
- 工业网络通信
💡 擅长工具:
- 西门子S7系列PLC编程
- 三菱/欧姆龙PLC应用
- 触摸屏界面设计
- 电气CAD制图
- 工业现场总线技术
- 自动化设备调试
📚 主要内容:
- PLC控制系统设计
- 工业自动化方案规划
- 电气原理图绘制
- 控制程序编写与调试
- 毕业论文指导
- 毕业设计题目与程序设计
✅ 具体问题可以私信或查看文章底部二维码
✅ 感恩科研路上每一位志同道合的伙伴!
(1) 烟气净化装置的背景与选择技术
火电燃煤机组在发电过程中,会产生大量的烟气,其中包含粉尘、氮氧化物(NOx)和二氧化硫(SO2)等有害气体和颗粒物。这些排放物对环境有着严重的影响,必须进行有效的净化处理以达到环保排放标准。为了降低燃煤电厂烟气中氮氧化物的排放浓度,本文选用了选择性催化还原(Selective Catalytic Reduction, SCR)技术,作为烟气脱硝的主要技术方案。SCR技术是一种成熟的烟气脱硝技术,其基本原理是通过将氨(NH3)喷入烟气中,在催化剂的作用下将NOx还原为无害的氮气(N2)和水(H2O),从而减少大气污染物的排放。
在脱硝装置的设计中,针对传统SCR设备中存在的烟气流场不均匀的问题,本文利用数值模拟方法对整流结构进行了优化。通过数值模拟分析,提出了使用角钢格栅代替传统的多孔板均流器,以改善烟气与还原剂(氨气)之间的混合效果。优化后的整流结构设计了四种不同的工况,并通过横向对比研究了其速度分布图、氨气浓度分布图以及系统各部分的压降。实验结果显示,改进后的装置在混合效果和烟气流速均匀性方面有了明显提升,进而提高了SCR脱硝的整体效率。
(2) SCR脱硝控制策略与模糊控制算法的应用
在烟气净化过程中,脱硝设备的控制策略直接决定了脱硝效果与氨的使用效率。SCR脱硝系统的喷氨量控制至关重要,由于该系统具有大滞后、强耦合和非线性等特性,传统的串级PID控制在应对这些复杂特性时存在一定的局限性,尤其是在烟气成分和流量发生快速变化时容易导致过度喷氨或脱硝效率下降的问题。因此,本文引入了模糊控制算法对喷氨量进行优化控制。
模糊控制是一种基于语言规则和经验知识的智能控制算法,通过模糊化处理将复杂的非线性系统转换为易于控制的系统。在烟气净化装置中,模糊控制可以根据NOx浓度、烟气流量、温度等多种变量对喷氨量进行实时调整,从而避免过度喷氨和氨逃逸现象,保证NOx浓度符合排放标准。通过对模糊控制与传统PID控制进行仿真对比,结果表明,模糊控制在调节速度、响应时间以及系统稳定性方面表现出更好的效果,显著提高了SCR系统的脱硝效率。
(3) PLC控制系统的设计与实施
为了实现对烟气净化装置的自动化控制,本文以西门子S7-300 PLC作为核心控制器。PLC控制系统负责对整个脱硝装置进行实时监控与参数调节,包括烟气温度、流量、压力、喷氨量等多个关键参数的控制。控制系统的硬件设计包括S7-300的主模块及其扩展模块,通过以太网实现PLC与上位机的通讯,并完成与各类现场设备的信号采集与控制。具体硬件设计内容还包括系统硬件接线图的绘制,列出控制系统的I/O表,以及设计电源柜电路图和防雷接地方案,以确保系统的稳定运行和设备的安全性。
控制系统的核心功能是对SCR装置的各项参数进行监控与调节。PLC通过采集来自传感器的数据,包括烟气中的NOx浓度、温度、流量等,实时计算喷氨量,并通过模糊控制算法调节氨水喷射系统的工作状态。此外,PLC还对脱硝设备的其他部分进行监控,例如反应温度的保持、流量调节阀的控制等,以确保整个系统始终运行在最佳工况下。通过梯形图程序的编写,PLC控制逻辑能够灵活应对烟气流量、氨浓度等参数的变化,从而实现系统的高效控制。
(4) 上位机与触摸屏的组态设计
为了实现对整个烟气净化装置的集中管理和实时监控,本文基于WinCC组态软件完成了上位机和触摸屏的界面设计。上位机主要负责数据采集、监控参数显示、历史数据记录及报警信息的管理等功能,而触摸屏则用于现场操作人员对设备进行直接的参数调节和运行状态监控。通过这些界面,工程人员可以直观地查看脱硝设备的实时工作状态,包括烟气温度、NOx浓度、喷氨量等数据,并能够在必要时进行参数的手动调节。
上位机界面还具有历史数据存储功能,能够对烟气成分变化、温度变化等数据进行长期记录,便于操作人员分析设备运行情况,及时发现潜在的问题。同时,上位机与PLC通过以太网通讯协议进行数据交互,确保数据的实时性与准确性。在烟气排放不达标或设备故障时,上位机会自动发出报警信号,帮助操作人员迅速做出响应。此外,界面设计中还提供了各类参数的曲线显示,方便对设备运行趋势进行分析,为系统进一步的优化提供数据支撑。
(5) 脱硝系统的集成测试与运行效果验证
完成控制系统的软硬件设计后,本文依托某燃煤电厂对烟气净化装置进行了装配组装与现场运行测试。在72小时的连续监测过程中,通过烟气排放连续监测系统(CEMS),对烟气中NOx的浓度进行了记录与分析。测试结果显示,经过模糊控制优化的喷氨系统能够有效降低NOx排放量,烟气中的NOx浓度始终控制在50mg/m3以内,符合国家最新超低排放标准。
通过对比改进前后的脱硝系统,改进后的系统表现出更高的脱硝效率和稳定性。模糊控制的引入显著减少了喷氨的过量现象,从而减少了氨逃逸对环境的二次污染,同时降低了氨水的消耗量,节约了运行成本。在多次测试中,设备均表现出了较好的运行稳定性,且能够在不同负荷条件下保持良好的脱硝效果,显示出系统的可靠性和适应性。
(6) 系统的优化与未来展望
本文通过对烟气净化装置的控制系统进行了设计和优化,使得SCR脱硝装置在氨气利用效率、NOx浓度控制等方面均得到了显著提升。未来可以考虑将更为先进的智能控制算法应用到烟气净化装置中,例如人工神经网络或自学习控制方法,以进一步提升系统的自适应性和智能化水平。此外,通过物联网技术的引入,实现设备的远程监控和维护,将能够有效提高设备的维护效率,降低运营成本,推动烟气净化装置朝着更加智能化、环保化的方向发展。
附录:PLC软件代码(51行)
// PLC控制程序示例代码(节选)
NETWORK
TITLE = Initialization of Variables
BEGIN
L 0 // Load 0 into ACCU 1
T #Ammonia_Flow_Setpoint // Initialize Ammonia Flow Setpoint Variable
L 0 // Load 0 into ACCU 1
T #NOx_Level // Initialize NOx Level Variable
L 0 // Load 0 into ACCU 1
T #Temperature_Setpoint // Initialize Temperature Setpoint Variable
END_NETWORK
NETWORK
TITLE = Ammonia Flow Control
BEGIN
A #Ammonia_On_Command // Check if Ammonia Flow Command is Active
JC _Ammonia_On // Jump if Ammonia Flow Command
A #Ammonia_Off_Command // Check if Ammonia Flow Command is Inactive
JC _Ammonia_Off // Jump if Ammonia Flow Command
JU _End_Flow // Jump to End if No Command
_Ammonia_On: // Ammonia Flow On Label
L #Ammonia_Setpoint // Load Ammonia Setpoint Value
T #Ammonia_Flow_Output // Set Ammonia Flow Output
JU _End_Flow
_Ammonia_Off: // Ammonia Flow Off Label
L 0 // Load 0 into ACCU 1
T #Ammonia_Flow_Output // Set Ammonia Flow Output to 0
_End_Flow: // End Label
NOP 0 // No Operation (Placeholder)
END_NETWORK
NETWORK
TITLE = Temperature Control
BEGIN
A #Temperature_Control_On // Check if Temperature Control is On
JC _Temp_Control_On // Jump if Temperature Control is On
A #Temperature_Control_Off// Check if Temperature Control is Off
JC _Temp_Control_Off // Jump if Temperature Control is Off
JU _End_Temp // Jump to End if No Command
_Temp_Control_On: // Temperature Control On Label
L #Temperature_Setpoint // Load Temperature Setpoint
T #Heater_Output // Set Heater Output
JU _End_Temp
_Temp_Control_Off: // Temperature Control Off Label
L 0 // Load 0 into ACCU 1
T #Heater_Output // Set Heater Output to 0
_End_Temp: // End Label
NOP 0 // No Operation (Placeholder)
END_NETWORK
NETWORK
TITLE = NOx Level Monitoring
BEGIN
A #NOx_Monitoring_On // Check if NOx Monitoring is On
JC _NOx_On // Jump if NOx Monitoring is On
A #NOx_Monitoring_Off // Check if NOx Monitoring is Off
JC _NOx_Off // Jump if NOx Monitoring is Off
JU _End_NOx // Jump to End if No Command
_NOx_On: // NOx Monitoring On Label
L #NOx_Input // Load NOx Sensor Value
T #NOx_Level // Update NOx Level
JU _End_NOx
_NOx_Off: // NOx Monitoring Off Label
L 0 // Load 0 into ACCU 1
T #NOx_Level // Set NOx Level to 0
_End_NOx: // End Label
NOP 0 // No Operation (Placeholder)
END_NETWORK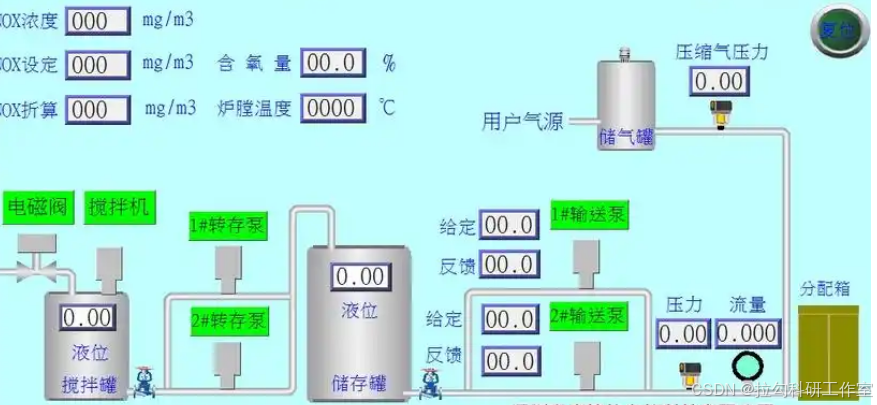

















 825
825

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









