







 本文档详细介绍了三菱FX1N PLC与信捷TG765-WX人机界面的硬件连接方法,包括通过BD板和CPU直连两种方式,并提供了参数设置、电缆制作步骤。同时,讲解了人机界面的编程,涉及C函数功能块、配方、素材处理等。还总结了硬件联机和编程过程中可能出现的问题及解决办法,是三菱FX系列与信捷人机交互的实用教程。
本文档详细介绍了三菱FX1N PLC与信捷TG765-WX人机界面的硬件连接方法,包括通过BD板和CPU直连两种方式,并提供了参数设置、电缆制作步骤。同时,讲解了人机界面的编程,涉及C函数功能块、配方、素材处理等。还总结了硬件联机和编程过程中可能出现的问题及解决办法,是三菱FX系列与信捷人机交互的实用教程。
目录:
一、FX1N介绍
1、选件连接用插口
2、软元件介绍
二、三菱FX1N与信捷人机硬连接
1、概述
2、通过BD板连接
3、CPU直连
4、经过BD板通信的实际效果
三、信捷TG765-WX人机编程
1、实际编程
2、配方
3、素材处理
4、C函数功能块
5、编程后期处理
四、相关问题总结
1、硬件联机错误问题总结
2、编程错误问题总结
一、FX1N介绍
1、选件连接用插口

2、软元件介绍
参看“三菱FX系列PLC-编程1”相关内容,不再赘述。
二、三菱FX1N与信捷人机硬连接
1、概述
1)什么是人机交互
HMI(Human–Machine Interaction) 是一门研究系统与用户之间的交互关系的学问。系统可以是各种各样的机器,也可以是计算机化的系统和软件。人机交互界面通常是指用户可见的部分。用户通过人机交互界面与系统交流,并进行操作。
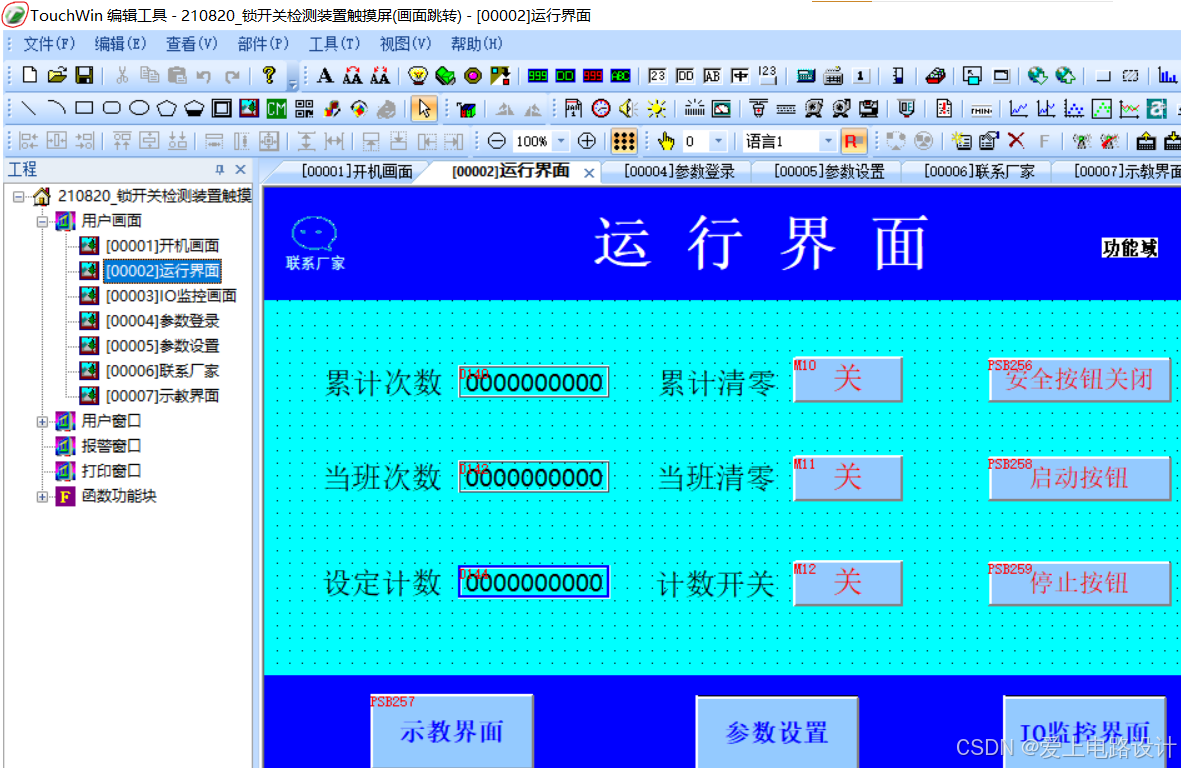
2)信捷TG765-WX人机
它只有 RS232 接口,而 FX1N 是 RS422 接口,不能直接连接。软件界面如下图:
(1)通过 BD 板连接,如“2、通过BD板连接”所述,相关文档可从信捷官网下载。

(2)通过 RS232 转 RS422 连接,如”3、CPU直连“所述,但这种做法不稳定,信捷技术支持不推荐使用。

2、通过BD板连接
1)简介
PLC 编程口与触摸屏不用 1 个口,可方便的下载 PLC 程序,编程电缆不用频繁的插入、拔除。


FX1N-232-BD 扩展板:

2)设备类型

注:所有设备请勿带电插拔;使用 485-BD 时,该协议支持多站号。

勾选下面两个,PLC 上电后,BD 板上的 RXD、TXD 指示灯不停闪烁,可以用来测试 BD 板是否工作,正常连接不需要勾选。


3)参数设置
(1)HMI 设置

(2)PLC 设置
下图为使用 RS485-BD 通讯参数设置。

注:当使用 232-BD 时,H/W 类型选择 RS-232;PLC 参数修改后,要将参数写入 PLC,再重新上电才可以生效!
相关编程软件使用方法参见“三菱FX系列PLC-编程1之五、编程软件的使用”。
4)电缆制作
FX 系列 PLC 使用通讯模块 RS232-BD 时,电缆制作图如下所示。


5)设备地址

3、CPU直连
1)设备类型

2)参数设置
(1)HMI 设置

(2)PLC 设置

注:三菱软件奇偶校验默认为“奇数”,但和信捷 HMI 通讯时,一定要把“奇数”改为“偶数”;否则,即使把HMI改为“奇数”和三菱保持一致,也通讯不上,通讯参数写入PLC后需断电再上电生效。
3)电缆制作
FX0/FX1/FX1S/FX0N/FX1N/FX2N 系列 PLC 使用 RS422 时,电缆制作图如下所示。

4)设备地址

4、经过BD板通信的实际效果
详细的 PLC 与人机程序移步:三菱PLC与信捷触摸屏程序。
三、信捷TG765-WX人机编程
1、实际编程
1)TouchWin功能之控件功能
2)打开触摸屏高级功能

3)部件密码设置与修改



4)画面跳转



2、配方
3、素材处理
1)按钮图标的自定义


注:透明一定要勾选上。
4、C函数功能块
掌握 C 语言编程,可参看 “IEC61131-3模块化编程语言及应用基础” 相关内容,不再赘述。
1)查看内部PSW、PFW、PSB可用个数
PSW、PFW、PSB 内部对象地址范围 0~255 作为系统特殊功能使用;人机速度慢,可将 Cache 个数修改为 2,如下图。

2)选择人机内部寄存器

3)程序示例,F7编译


5、编程后期处理
1)离线模拟

效果如下图:



2)文件加密与加密保存
(1)将 UseRokey.dll 文件复制到安装目录的 AutoWin 下面,替换掉原文件。
(2)文件/加密保存
这样的文件就可能用于下载,客户能打开,但看不到画面内容。
四、相关问题总结
1、硬件联机错误问题总结

Q15 为什么无法正常通讯,人机界面上显示“正在通讯……”?

FX1N与TG765-WX通信报错
1)下载“触摸屏与 PLC 连接通讯手册”;
首先用户可以至信捷公司官方网站 www.xinje.com 下载“触摸屏与PLC连接通讯手册”,查找相应的通讯设备类型,参考一些通讯注意点。
2)检查通讯电缆接线是否正确;
检查屏与设备间的通讯电缆接线是否正确,通讯线接线方法可查阅“触摸屏与 PLC 连接通讯手册”。
3)请用万用表检查通讯电缆是否接触不良或损坏;
4)工程选择的 PLC 机型和实际连接 PLC 机型是否相符;
5)检查通讯参数的设置;
屏的通讯参数必须和通讯设备的通讯参数保持一致,如:设备类型、站号、波特率、停止位、数据位、奇偶校验。一般 PLC 参数下载完成后,PLC 需要重新上电才会生效。
6)可新建一个简单程序做测试,这样便于查找原因;
若新建的程序通讯正常,用户就需要要检查工程画面中的内容,尤其是按钮、数据输入等与通讯设备有关的部件,检查这些部件所选择的设备、站号是否正确。例如:人机界面与信捷 PLC 通讯,PLC的站号为1,并通过电缆与人机界面的 PLC 口连接。然后在编辑画面上,添加了一个对 PLC 内的软元件 M0 置位的按钮,那么这个按钮的“站点号”就要设置为 1,“设备”栏选择 PLC 口。

7)确定当前使用的人机界面通讯口;
人机界面有两个通讯口,分别为 PLC 口、Download 口,确定人机界面是用哪个口通讯的,不要插错通讯口,若使用 PLC口,则每个部件的设备都应该是“PLC口”。
8)观察通讯窗口里的站点号;
若用户可以确定通讯设备的站号,如设备站号是 1,但是人机界面上弹出的通讯窗口是“正在通讯,PLC站号0…… ”,则人机界面程序中肯定存在某些控件的站号是 0,用户需要检查工程所有部件站点号是否有误,并将站号改为 1。
9)现场干扰。
排查现场是否有干扰,适当做一些抗干扰措施,如通讯线加屏蔽层、人机界面使用独立电源、和高频设备之间做一些隔离等。
2、编程错误问题总结
1)信捷触摸屏程序打不开
由于电脑杀毒软件或程序编辑时有些非法操作的原因,有可能会造成程序打不开。相关文件移步“信捷触摸屏-程序打不开”。
(1)将文件包中 Twin1.exe 的文件放置在 TouchWin 软件的安装目录里
(2)在软件安装目录中,双击 TWin1.exe,打开原来打不开的程序,再用 TWin.exe 新建一个空白程序,将原来打不开的程序的画面内容复制到新建的程序里保存,详细过程请参见视频。
(3)注意:复制前可以现将部件锁定,这样复制到新的画面里时部件不会有移位。另外,用 TWin1.exe 打开的程序只能用来恢复原来打不开的程序,不能直接在其基础上编辑画面下到屏里使用!
2)C函数功能块F7编译报错


人道洛阳花似锦,偏我来时不逢春。觉得不错,动动发财的小手点个赞哦!



















 1万+
1万+

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











