







题目:皮带传输机传输系统模拟控制
控制要求如下:
皮带传输机用了M1、M2、M3、M4、共4台电动机,4号为编号最大。
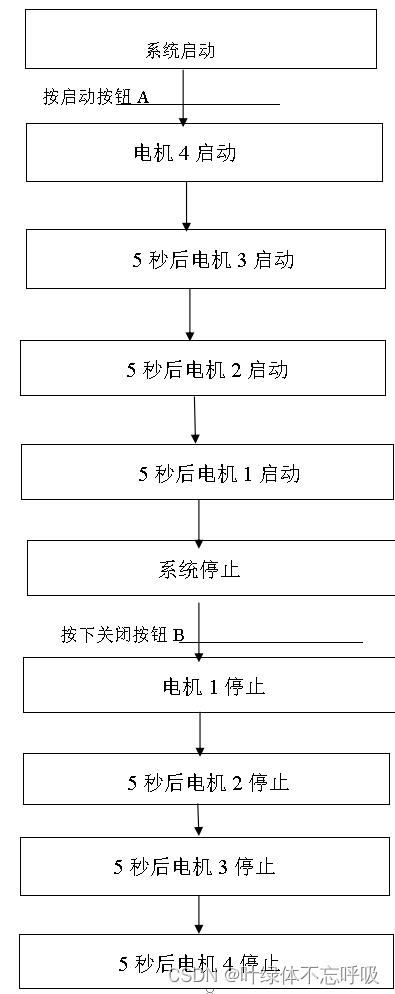
(1)启动顺序:编号最大的先启动,号大的启动5秒后,相邻低位号才能启动。
(2)停车顺序:编号最小的先停止,号小的停止5秒后,相邻的高位才能停止。
(3)按上述要求提出所需要的电器元件,选择PCL机型,作I/O分配。利用顺序功能图设计一个满足要求的梯形图程序。
引言
随着计算机科学的发展,微控制器已深入地渗透到我们的生活中。今天我们的生活环境和工作环境越来越多称之为可编程控制器的小电脑在我们服务,可编程控制器在工业控制,尖端武器,通信设备,信息处理,家用电器等各测、控制领域的应用中独占鳌头。我们作为21世纪的大学生必须具备可编程控制器的知识。
皮带运输机是一种有牵引件的连续运输设备,主要用在煤炭、冶金、有色金属和水泥等矿山中,车辆的运输成本快速增高。带式输送机越来越显示出它的集约化、自动化、连续化、高速化、简单化、清洁化、环保化、安全化等突出的综合优势。主要用来运送块状、粒状和散状等物料和成件的货物,广泛的应用于工业生产中。传统的皮带运输机调速系统大部分是人工手动或半自动调速的,应用在皮带运输机上的直流电机存在动态性能差、故障率高、维护困难等缺点;本文就是采用PLC和变频器相结合的控制技术来提高生产效率的设计。
一.皮带传输机简介
1.1皮带运输机的基本原理
输送带连接成封闭环形,用张紧装置将它们张紧,在电动机的驱动下,靠输送带与驱动滚筒(或驱动轮)之间的摩擦力,使输送带连续运转,从而达到将煤炭由装载端运到卸载端的目的。
提高摩擦牵引力的途径
①增大输送带的初张力:在生产实际中通过拉紧装置适当地增大初张力,以提高牵引力
②增大摩擦系数:在主动滚筒表面上包覆一层摩擦系数大的木衬或橡胶等衬垫(包胶或铸胶),以增大摩擦系数。
③增大围包角:当所需的牵引力较大时,采用双滚筒传动,使其围包角可达480°左右。
1.2 运输带在生产中的应用
目前PLC已经渗透到生活的各个方面,尤其是自动化控制。在工业生本次毕业设计的题目是基于PLC皮带机送料控制程序的设计。皮带机广泛运用于我们的生活中,特别是工业生产中更是必不可缺。它被广泛应用在港口、电厂、煤矿、钢铁企业、水泥、粮食以及轻工业的生产线。即可以运送散状物料,也可以运送成件物品。工作过程中噪音较小,结构简单。皮带运输机可用于水平或倾斜运输。皮带运输机还应用与装船机、卸船机、堆取料机等连续运输移动机械上。皮带运输机由皮带、机架、驱动滚筒、改向滚筒、承载托辊、回程托辊、张紧装置、清扫器等零部件组成。在大型港口或大型冶金企业,皮带运输机得到最广泛的应用。其总长度可达到十几千米。
二 . PLC的发展与特点
2.1 PLC控制及发展
世界上公认的第一台PLC是1969年美国数字设备公司(DEC)研制的。限于当时的元器件条件及计算机发展水平,早期的PLC主要由分立元件和中小规模集成电路组成,可以完成简单的逻辑控制及定时、计数功能。20世纪70年代初出现了微处理器。人们很快将其引入可编程控制器,使PLC增加了运算、数据传送及处理等功能,完成了真正具有计算机特征的工业控制装置。为了方便熟悉继电器、接触器系统的工程技术人员使用,可编程控制器采用和继电器电路图类似的梯形图作为主要编程语言,并将参加运算及处理的计算机存储元件都以继电器命名。此时的PLC为微机技术和继电器常规控制概念相结合的产物。
20世纪70年代中末期,可编程控制器进入实用化发展阶段,计算机技术已全面引入可编程控制器中,使其功能发生了飞跃。更高的运算速度、超小型产过程中,大量的开关量顺序控制,它按照逻辑条件进行顺序动作,并按照逻辑关系进行连锁保护动作的控制,及大量离散量的数据采集。传统上,这些功能是通过气动或电气控制系统来实现的顺序控制,它按照逻辑条件进行顺序动作,并按照逻辑关系进行连锁保护动作的控制,及大量离散量的数据采集。传统上,这些功能是通过气动或电气控制系统来实现的。随着PLC的出现,PLC用存储逻辑代替接线逻辑,大大减少了控制设备外部的接线,使控制系统设计及建造的周期大为缩短,同时维护也变得容易起来。
2.2 PLC的工作原理
PLC具有微机的许多特点,但它的工作方式却与微机有很大不同。微机一般采用等待命令的工作方式。PLC则采用循环扫描工作方式。在PLC中,用户程序按先后顺序存放,CPU从第一条指令开始执行程序,直至遇到结束符后又返回第一条。如此周而不断循环。每一个循环称为一个扫描周期。一个扫描周期大致可分为I/O刷新和执行指令两个阶段。所谓I/O刷新即对PLC的输入进行一次读取,将输入端各变量的状态重新读入PLC中存入内部寄存器,同时将新的运算结果送到输出端。这实际是将存入输入、输出状态的寄存器内容进行了一次更新,故称为“I(输入)/O(输出) 刷新”。由此可见,若输入变量在I/O刷新期间状态发生变化,则本次扫描期间输出端也会相应的发生变化,或者说输出队输入产生了响应。反之,若在本次I/O刷新之后,输入变量才发生变化,则本次扫描输出不变,即不响应,而要到下一次扫描期间输出才会产生响应。由于PLC采用循环扫描的工作方式,所以它的输出对输入的响应速度要受扫描周期的影响。扫描周期的长短主要取决于这几个因数:一是CPU执行指令的速度,二是每条指令占用的时间,三是指令条数的多少,即程序的长短。对于慢速控制系统,响应速度常常不是主要的,故这种方式不但没有坏处反而可以增强系统抗干扰能力。因为干扰常是脉冲式的、短时的,而由于系统响应较慢,常常要几个扫描周期才响应一次,而多次扫描后,瞬间干扰所引起的误动作将会大大减少,故增加了抗干扰能力。但对控制时间要求较严格、响应速度要求较快的系统,这一问题就需慎重考虑。应对响应时间作出精确的计算,精心编排程序,合理安排指令的顺序,以尽可能减少周期造成的响应延时等的不良影响。
2.3采用PLC控制的优点
(1)在采用PLC控制,主要是用软件实现对其运行的自动控制,可靠性大大提高。
(2)控制系统结构简单,外部线路简化。
(3)PLC可实现各种复杂的控制系统,方便地增加或改变控制功能。
(4)PLC可进行故障自动检测与报警显示,提高运行安全性,并便于检修。
(5)用于群控调配和管理,并提高病床呼叫运行效率。
(6)更改控制方案时不需改动硬件接线
三 . 设计步骤
主要元器件与设备
1.可编程控制器1台
2.皮带运输机模拟显示模块1块(带指示灯、接线端口及按钮等);
3.实训控制台1个;
4.计算机1台;
5.连接导线若干。
3.1 功能阐述 从控制复杂程度上说,本题目是一道较简单的题目。程序只要求完成电机的启动与停止两个步骤。具体要实现的是顺序启动和逆向顺序停止。用PCL中的延时等指令可以实现。
(1)操作人员只需控制中心操作键盘或鼠标,便可控制各条传输带的起、停以及故障解除等。并且通过计算机控制发布开机指令。
(2)当日常检修或故障处理以及特殊需要时,操作人员通过皮带运输机手动控制装置控制输送带的起、停。
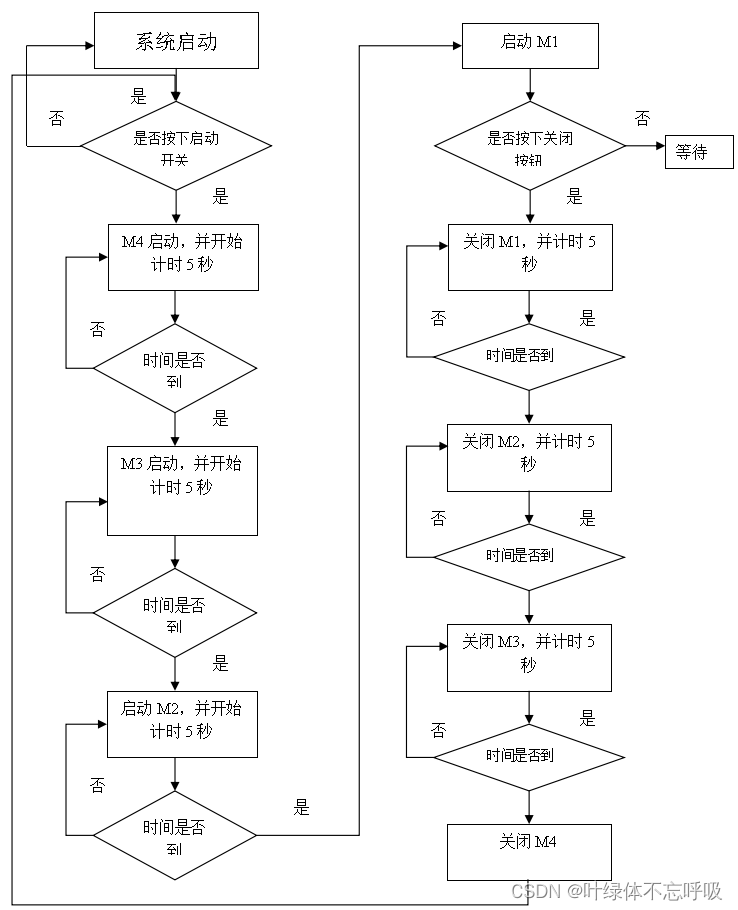
3.2顺序功能图
在用顺序控制设计编程时,顺序功能图是很重要的工具。顺序功能图能清楚表示各个步骤的功能,步与步之间转换顺序及转换条件。
3.3 PLC的系统流程图及其说明
说明:其中延时使用指令,(TIM N SV ) 接通延时ON定时指令, 从输入条件为ON时开始定时(定时时间为SV*0.1s)定时时间到定时器的输出为ON且保持,当输入变为OFF时定时器复位输出变为OFF, 并停止定时,其当前值PV恢复为SV。
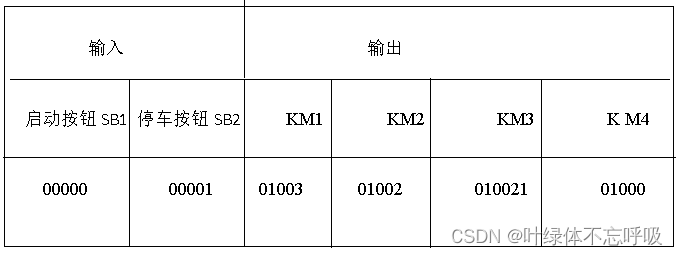
3.4 I/O分配图
本题只有两个控制开关,即输入,设为SB1、SB2。有4台电动机运转情况控制,既4个输出,设为KM1、KM2、KM3、KM4。选择机型是CPM1A,则I/O分配如下表:
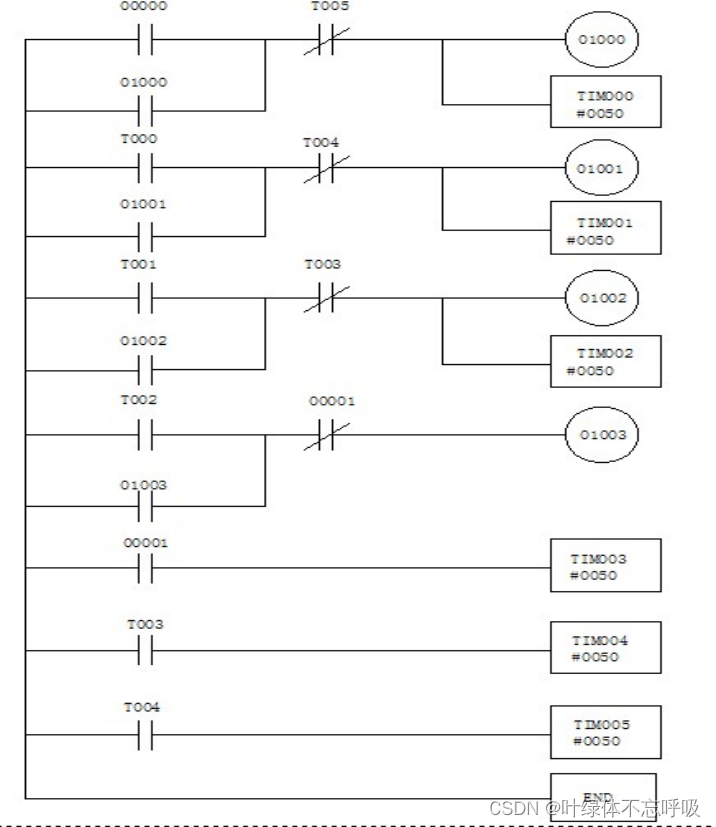
3.5 梯形图绘制
PLC实际应用中梯形图是最终上机的调试程序。因此在前面的基础上要求准确无误的画出梯形图,程序不但要正确而且要可读性高,这样可以利于操作。 PLC的编程语言与一般计算机语言相比,具有明显的特点,它既不同于高级语言,也不同与一般的汇编语言,它既要满足易于编写,又要满足易于调试的要求。目前,还没有一种对各厂家产品都能兼容的编程语言。如三菱公司的产品有它自己的编程语言,OMRON公司的产品也有它自己的语言。但不管什么型号的PLC,其编程语言都具有以下特点:(1)图形式指令结构;(2):明确的变量常数;(3):简化的程序结构;(4):简化应用软件生成过程;(5):简化应用软件生成过程;
工作流程说明:
在PLC上电后,按下SB1启动按钮,系统启动,同时01000得电,电机M4启动,同时计时器TIM000计时开始,五秒后常开态T000得电闭合,01001得电,电M3启动,计时器TIM001开始计时, 计时五秒后常开态T001得电闭合,01002得电闭合,电机M2启动,计时器TIM002开始计时,无秒后常开态T002闭合, 01003得电,电机M1启动,启动步骤完成。
按下SB2停车按钮,常闭态SB2断开,01003断电, 电机M1停车,同时SB2常开态闭合,计时器TIM003开始计时,五秒后T003常闭态断开, 01002失电断开,电机M2停车,同时常开态T003闭合,计时器TIM004开始计时,五秒后T004常闭态断开, 01001失电断开,电机M3停车,同时常开态T004闭合,计时器TIM005开始计时,五秒后T005常闭态断开, 01000失电断开,电机M4停车,系统停止。
3.6电器原理图
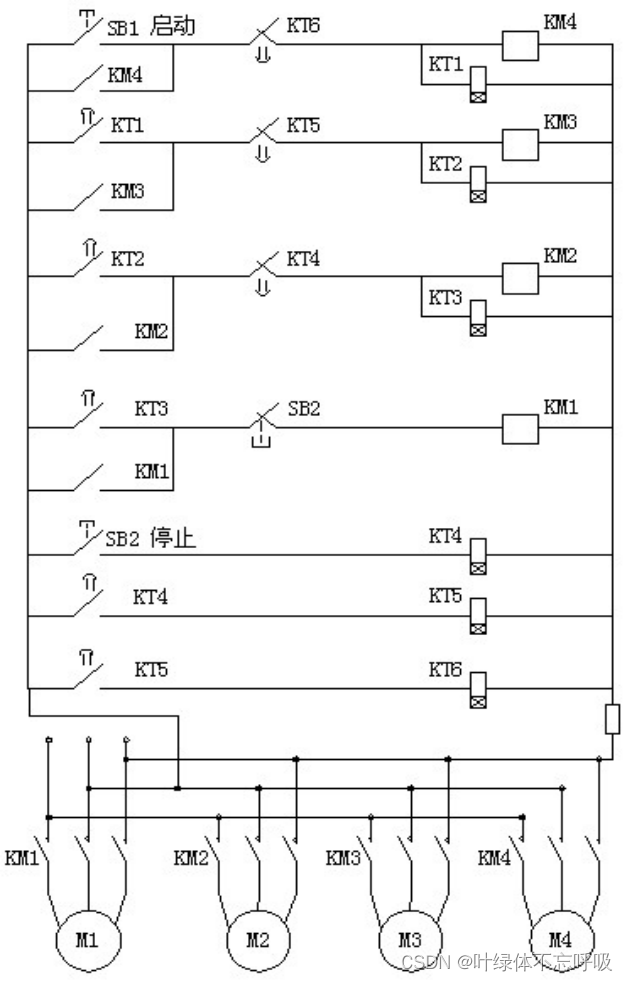
上图工作流程说明:
通电后,按下SB1启动按钮,系统启动,同时KM4得电,电机M4启动,同时计时器KT1计时开始,五秒后常开态触点KT1得电闭合,KM3得电,电机M3启动,计时器KT2开始计时, 计时五秒后常开态触点KT2得电闭合,KM2得电闭合,电机M2启动,计时器KT3开始计时,无秒后常开态触点KT3闭合, KM1得电,电机M1启动,启动步骤完成。
按下SB2停车按钮,常闭态SB2断开, KM1断电, 电机M1停车,同时SB2常开态闭合,计时器KT4开始计时,五秒后触点KT4常闭态断开, KM2失电断开,电机M2停车,同时常开态触点KT4闭合,计时器KT5开始计时,五秒后KT5常闭态断开, KM3失电断开,电机M3停车,同时常开态KT5闭合,计时器KT6开始计时,五秒后KT6常闭态断开, KM4失电断开,电机M4停车,系统停止。
四. 结论与体会
可编程逻辑控制器,一种数字运算操作的电子系统,专为在工业环境应用而设计的。它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。是工业控制的核心部分。
通过这次PLC课程设计设计,我对PLC设计原理、梯形图、指令表、外部接线有了更深入的了解。使我懂得了理论与实际相结合是很重要的,只有理论知识是远远不够的,只有把所学的理论知识与实践相结合起来,从理论中得出结论,才能真正为社会服务,从而提高自己的实际动手能力和独立思考的能力。在设计的过程中遇到问题,可以说得是困难重重,这毕竟第一次做的,难免会遇到过各种各样的问题,同时在设计的过程中发现了自己的不足之处,对以前所学过的知识理解得不够深刻,掌握得不够牢固。最后也是最重要的,这次课程设计让我学会了较基本的设计思路及设计理念,更好的培养了自己认真思考问题、分析问题、思索问题全面性等能力以及对待事情认真、耐心、细致的学习态度。


















 1126
1126

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











