






散包装SD NAND的使用注意事项
1、若购买散包装,请务必上线前120℃烘烤8小时。
2、若物料没有全部使用,剩余部分请务必存放于氮气柜或抽真空保存,再次上线前请务必120℃烘烤8小时。
(芯片的湿敏等级通常是MSL3,但考虑到兼顾不同工厂的管控水平,尽量执行以上要求)
MK-米客方德 SD NAND 封装示意图:
贴片温度和贴装顺序
1、峰值温度请务必控制到250℃以内,且此峰值温度下,时间不能超过10秒。
2、若PCB有A/B面,存储器件请最后贴装。
芯片内部
不同厂家的芯片内部结构是不一样的,例如MK-米客方德家的芯片内部是PCB基板的
eMMC/SD NAND 内部有使用Flash + Flash控制器 + 数颗电容,内部线路较为复杂,所以必须使用PCB封装基板,若回流焊前受潮,容易发生分层,使产品发生不稳定的因素。
1、SOP/TSOP/WSON 封装的衬底使用的材质是金属框架,其拥有更好的散热性、结实耐操,成本低,但不适用于内部的复杂走线。
2、LGA/ BGA 封装的衬底使用的是PCB,适用于复杂的布线,可以让芯片尺寸更小巧,但散热性和结实度稍逊色,成本也会更高。
另外,eMMC/SD NAND 内部有使用Flash + Flash控制器 + 数颗电容,内部线路较为复杂,若回流焊前受潮,容易发生分层,使产品发生不稳定的因素。
焊接
LGA封装焊接比较又难度,有条件的尽可能选择液体锡膏和加热台,没有加热台的可以用风枪,风枪温度尽量不要超过350℃
解焊:尽可能选择加热台,若必须使用风枪,建议风枪温度控制在350℃,30秒以内,
样品风枪测试
关于这个风枪焊接我们做一个多种样品对比测试,测试结果如下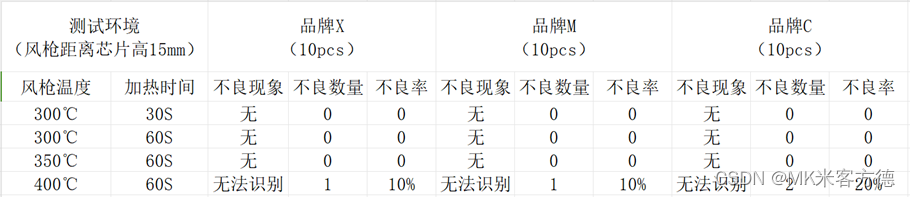
从结果可以大概推断出,当风枪焊接温度超过350°,芯片的不良率会直线上升,
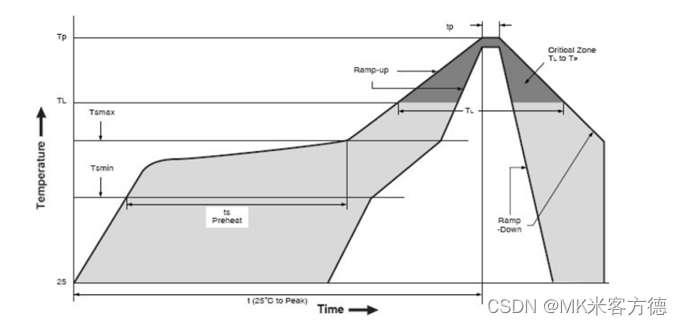
回流焊
sd nand回流焊的最高温度不能超过245°±5°,回流焊温度在250°之下是完全没有问题的。回流焊的参数设置还需要根据焊锡的熔点和板子的其他元器件回流焊参数来设置,
下面是回流焊的曲线和一些参数,
















 873
873











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









