







主要议题
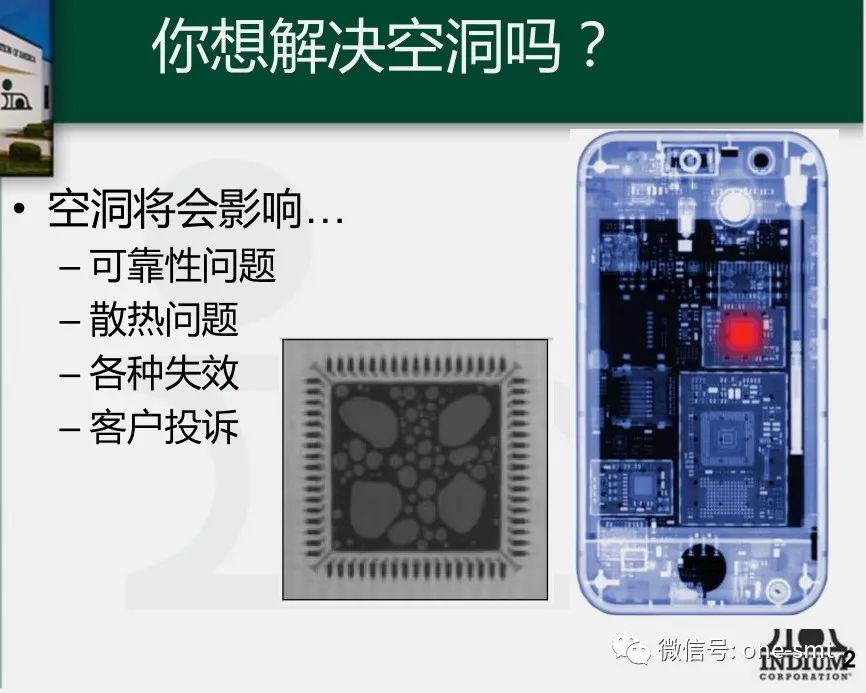
1.QFN元件空洞原因
2.快速增长,底部散热焊盘过大,空洞>25%
3.QFN空洞的解决方案
4.钢网设计
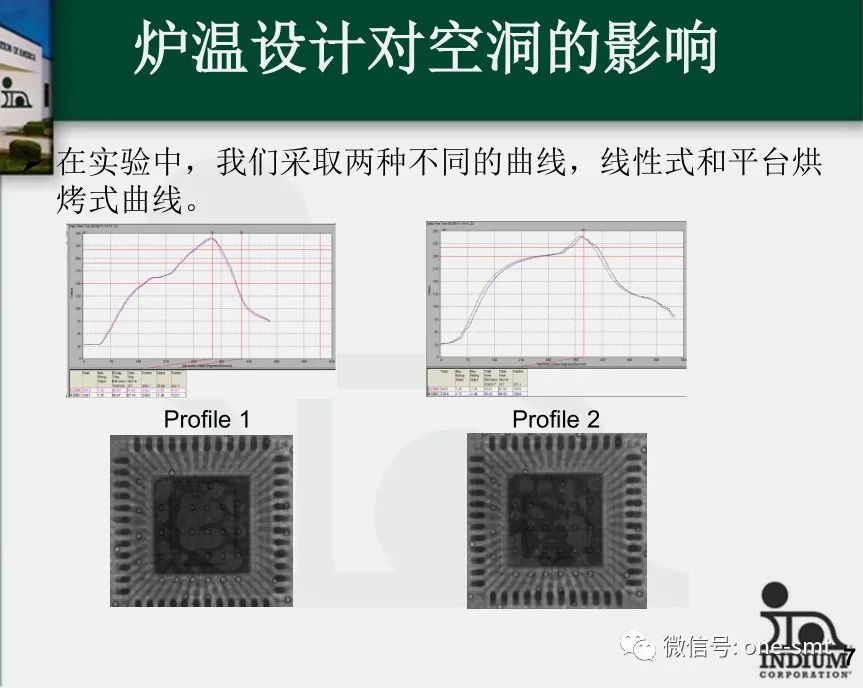
5.炉温调整
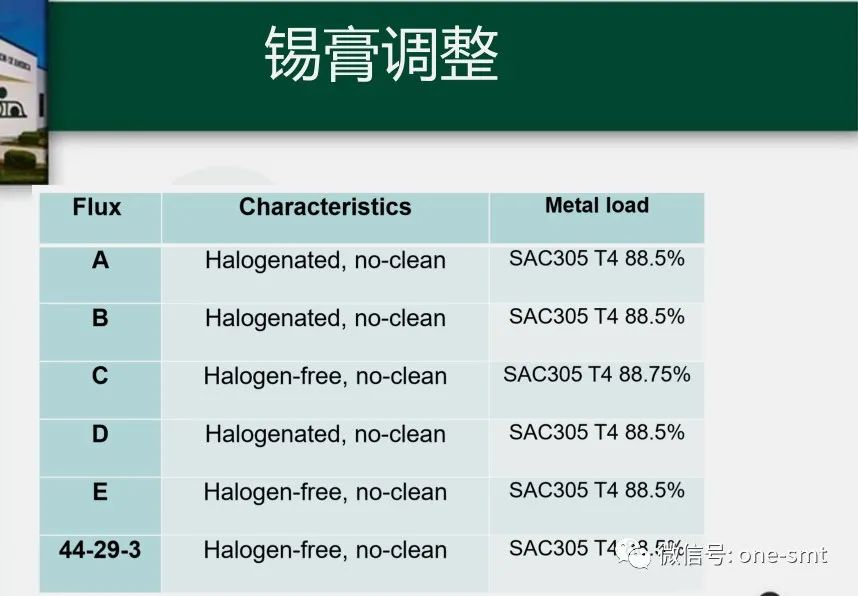
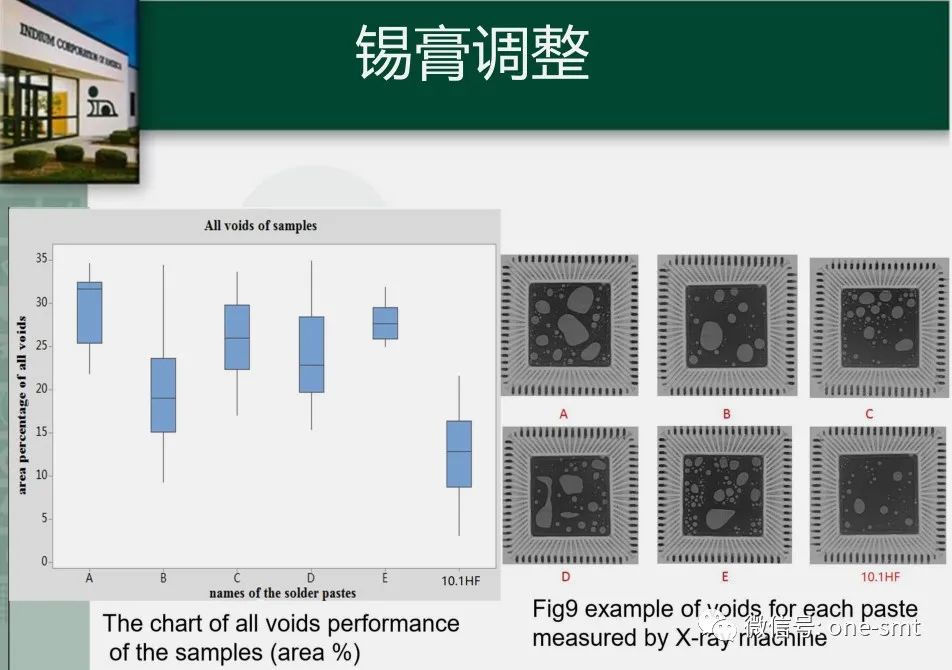
6.锡膏调整
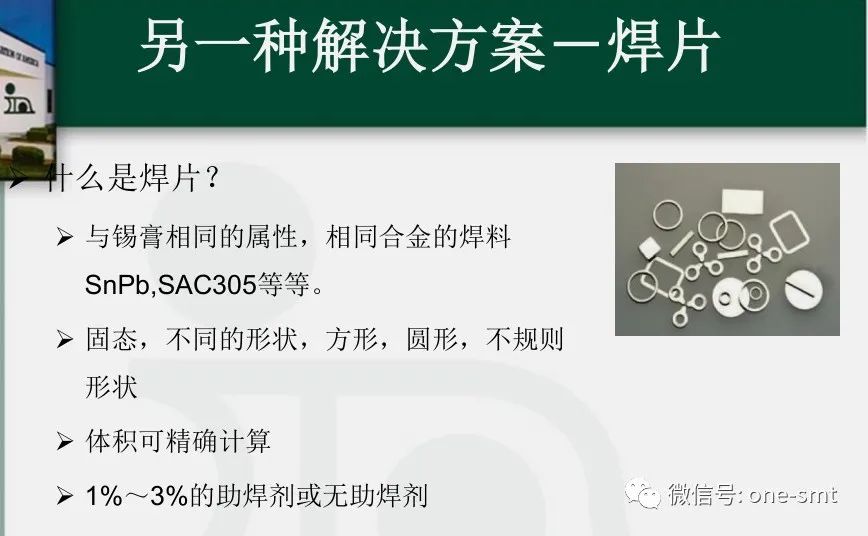
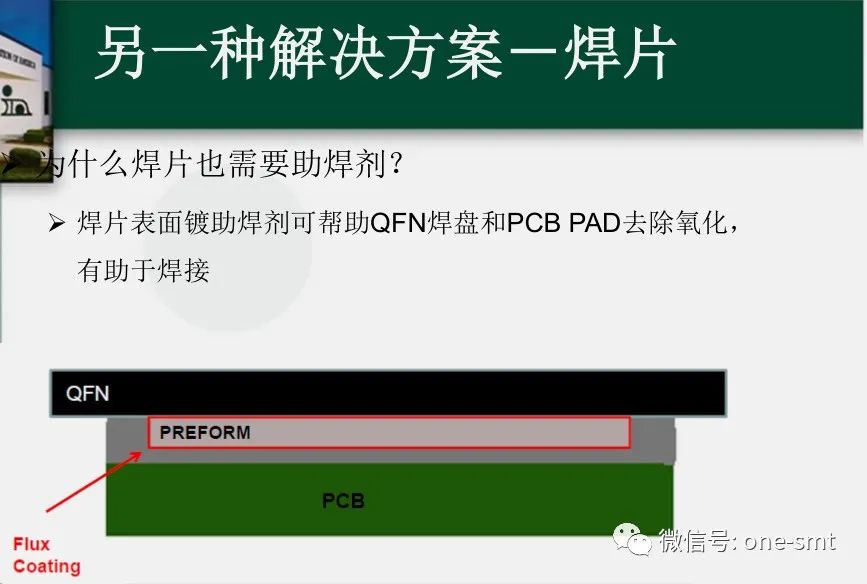
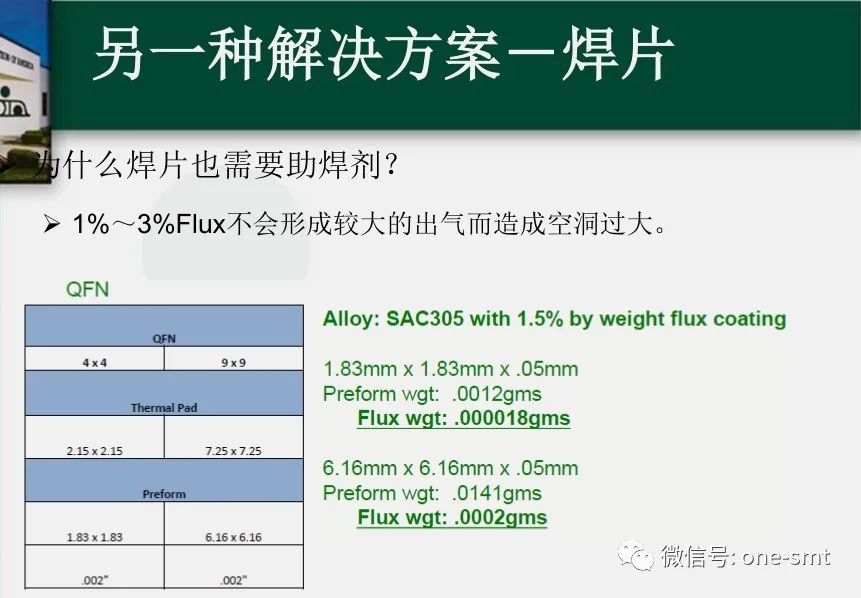
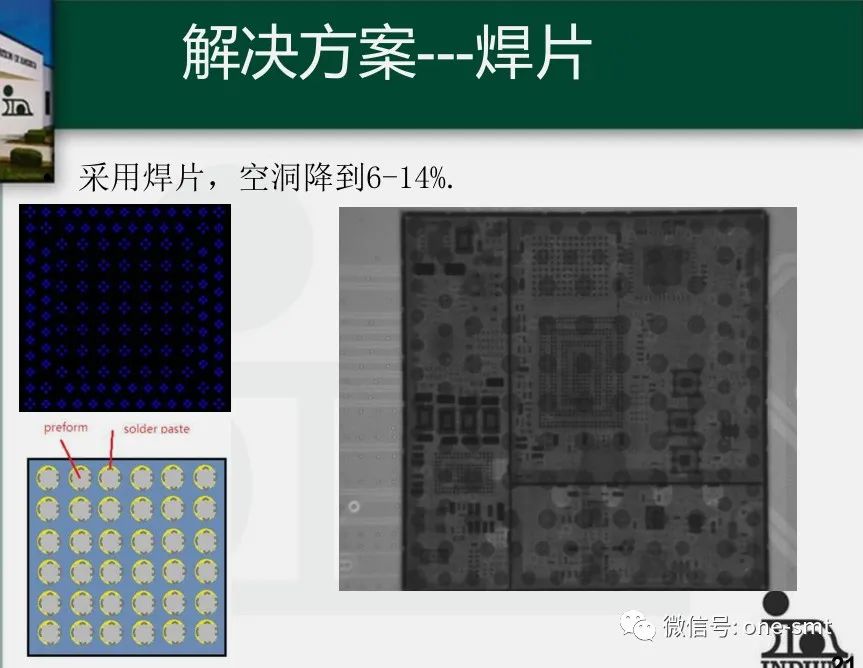
7.另一种简单又方便的解决方案---焊片
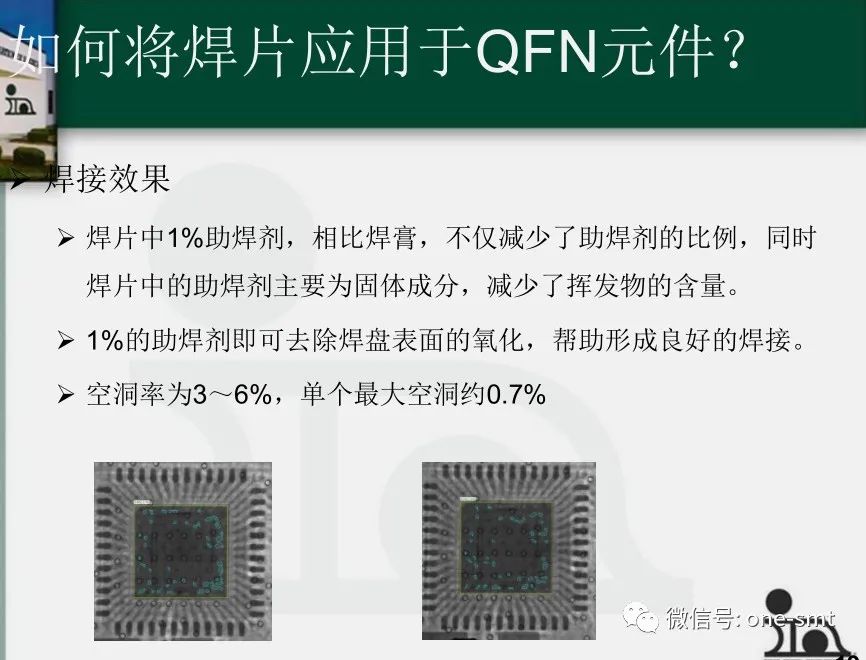
8.如何将焊片应用于QFN元件
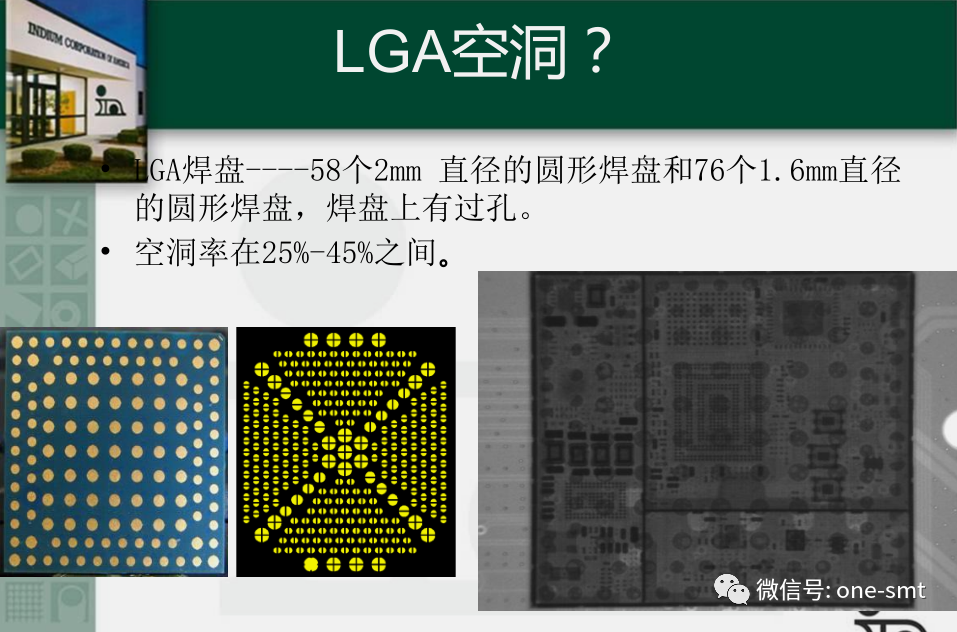
9.LGA元件空洞?

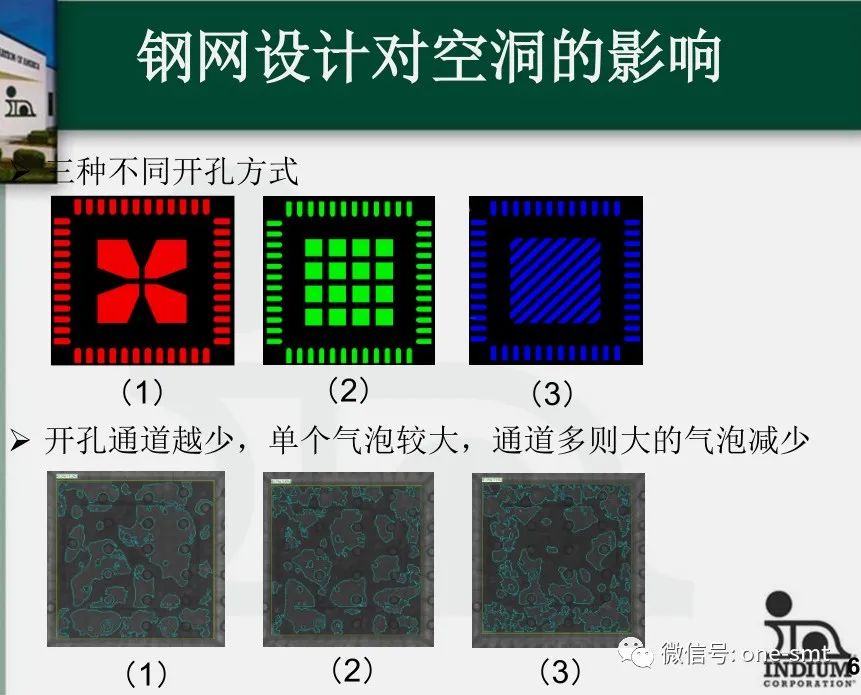
钢网设计对空洞的影响:
1.通过X-ray检测,发现大多时候QFN空洞的形态都是一个或几个较大的空洞。
2.在实验中,QFN接地焊盘的尺寸为4.1mm*4.1mm,在钢网设计上,我们采用如下几种方式。
锡膏调整:
1.助焊剂在熔化的焊点里很难挥
2.降低出气
– 适当的高沸点的溶剂
– 溶剂的挥发性
3.增加助焊剂的活性
– 更好的焊接性,有助于挤出助焊剂的气体

一 焊片与锡膏兼容性问题:
1.实验中采用免洗的锡膏和免洗的助焊剂。
2.如果锡膏为水洗型,焊片可采用表面不涂覆助焊剂,但是焊接效果是否达到理想值需要再确认。
二 综述:
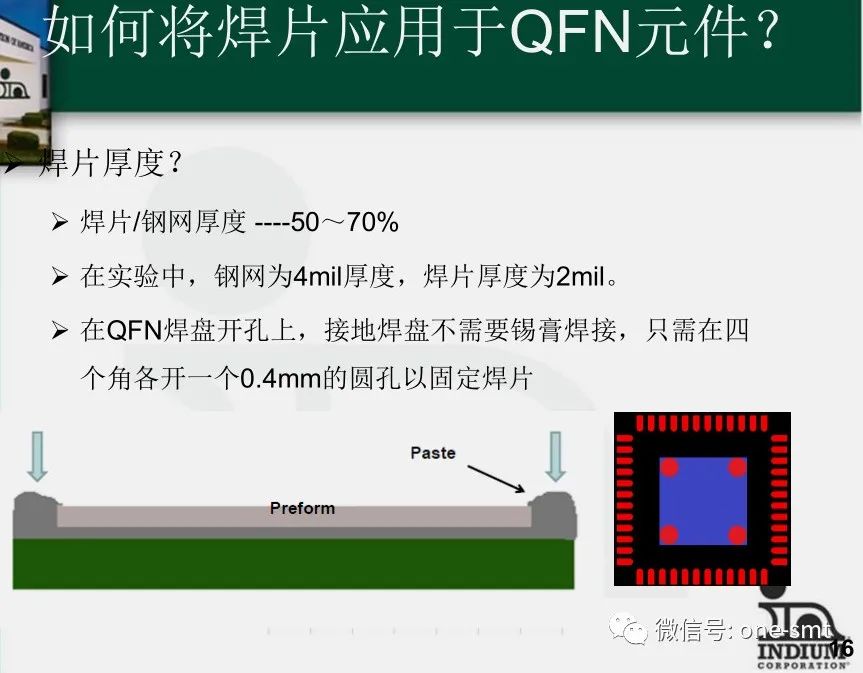
锡膏只需印刷QFN接地焊盘四个角,对锡量的要求是越少越好,仅作固定焊盘的作用。
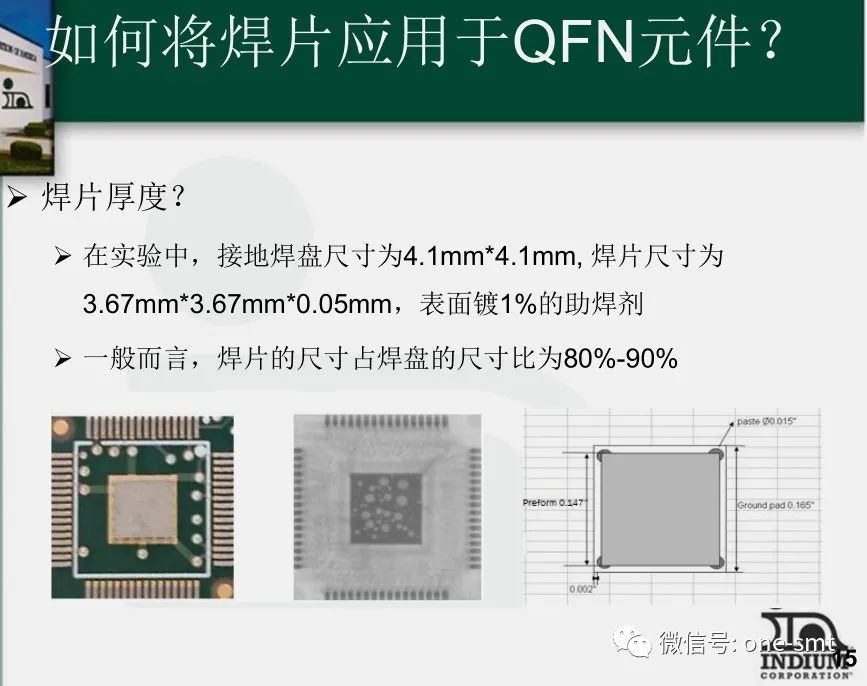
1.焊片尺寸一般为接地焊盘的80%
2.焊片的厚度一般为钢网锡膏印刷厚度的50%~70%
3.免洗助焊剂重量比一般为1.5%
4.需考虑免洗助焊剂兼容性
5.贴片时也注意压力不要过大,以免造成焊片挤压变形
6. 不需额外调整炉温曲线
三 总结:
1.不同的锡膏对QFN空洞的影响非常大
2.钢网开孔和焊炉调整对降低空洞有一定的帮助
3.在工艺中采用焊片:
3-1.焊片形状多样化,表面含助焊剂,炉后非常低的助焊剂残留物;
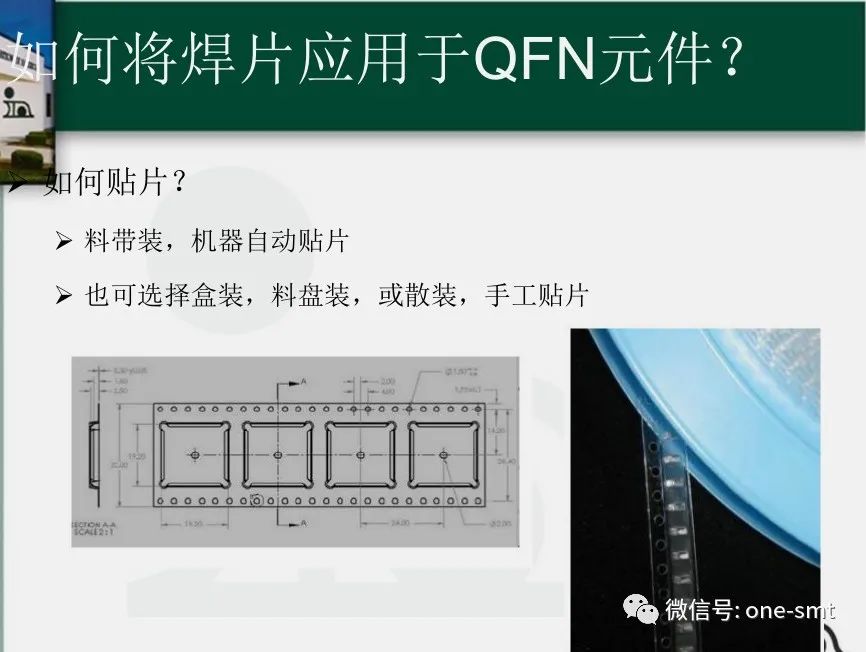
3-2. 可采用料带包装,SMT贴片设备快速精确贴装;
3-3.在回流时,不需要对炉温进行任何的修改;
3-4.极低的空洞率,无论是大焊盘或小焊盘;
3-5.此外,在SMT仅通过印刷焊膏无法提供足够的焊料用量时,贴装焊料可以提供精确且可重复的焊料用量,达到增加焊料的作用。


YS24 轨道SENSOR放大器调整方法
YAMAHA-1.2M设备程序制作流程
SMT生产车间静电防护
BGA焊接不良的改善
NPM 识别的专门知识及技巧专集


















 6161
6161

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









