







摘要
在塑料制品成型加工工业中,塑料挤出机是其中重要组成部分之一,应用广泛,具有广阔的发展前景。挤出作为一种聚合物加工技术出现在十九世纪初,通过连续加热、加压使塑料成为熔融状态,然后通过机头挤出成型的技术。
本文介绍了一种热塑性挤出机的设计步骤、工作原理和结构设计。本设计的目的是通过三维建模的方式直观的展示塑料管材挤出机的传动方式,结构特点,利用学生自制的机器介绍聚合物加工技术,介绍制造原理。
作为工业上使用的塑料管材挤出机,在设计过程中,需要选择挤出机挤出所用的原材料,以此来进行挤出机设计。除了加压、熔融、泵压等一系列通用工艺外,还要考虑到最重要的成本效益原则。通过合理的结构设计、材料选取,减少螺杆和机筒的损耗,提高效益。
关键词:挤出机;设计;三维建模;塑料
1 塑料管材挤出机整体设计
1.1塑料管材挤出机工作原理及其特性
设计的挤出机的工作原理如下:
(1)挤出机通过装有碎料或颗粒的料斗口进料。
(2)螺杆通过旋转运动将塑料送入机筒。
(3)由于加热系统使热塑性材料熔化并挤出到模具上,生成塑料管材。该模具还包含一个阀门,可用于在机筒内增加压力,从而增加熔体的均匀化。
挤出成型是塑料加工的一个重要成型方法,大部分的热塑性塑料都可以用该技术加工[9]。在生产的连续产品截面不变的情况下,理论中是可以生产无限长的产品。在工业操作中塑料管材挤出机需要承担输送、塑化、混合和混炼聚合物的工作。
聚合物挤出工艺可与金属棒材挤出工艺相比较。金属棒是在高温下制造的,这是一个不连续的过程,而聚合物材料是在较低温度下连续挤压的过程。挤出过程是应用最广泛的聚合物加工技术,它涉及到聚合物熔体的熔化、均匀化和加压,然后将其挤出到预定的空腔中,从而形成最终的产品形状。如果为了保持挤出聚合物产品的尺寸一个专门的冷却装置冷却产品,有必要校准一个尺寸。聚合材料挤塑制品的例子包括管材、片材、电线绝缘、PVC型材[10]。进料系统由本机的料斗和机筒上的一个小开口组成,原材料由此进入。原材料是由热塑性聚合物材料制成的颗粒,然而在回收应用中,它可以是粉碎的产品,这是由于热塑性材料具有良好的加工性能和力学性能,85-90%的聚合物产品都是HDPE、LDPE、PET、PVC、PP、PS。由于加热系统和枪管内产生的摩擦,聚合物变成熔化状态。在棒的末端有一个压力传感器提供反馈机构的输入,该反馈机构用于调节螺杆的加热和速度。然后通过模具将熔化的塑料形成所需的形状。
2 齿轮减速器设计
2.1传动方案的确定
选取的直流电机的额定转速为900r/min,挤出机设计的螺杆最高转速为85r/min,经过带传动后,转速变为450r/min。要达到螺杆所需转速需要再次衰减转速。所需传动比为 ,因此需要在螺杆之前设置一个二级减速器[12]。
二级减速器的结构简图如图3.2所示:
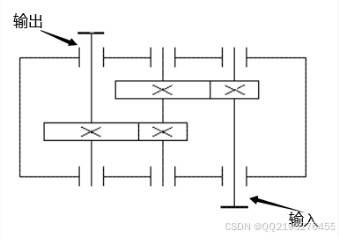
图3.2二级减速器结构简图
3 塑料管材挤出机控制系统设计
3.1 加热系统
挤出机机筒由五个加热单元加热,每个加热单元的功率为4千瓦,直径为35毫米。温度控制由PIC控制器实现,输入信号由两个热电偶产生。四个加热单元通过继电器(SSR-4028ZA2)连接到两个温度控制器,允许供应440伏的加热单元,因为从控制器的输出是5伏。
挤出机的加热控制电路用一个小开关代替原来的保险丝。如同保险丝一样,在过载和短路的情况下可以自动断开,但不需要如同保险丝属于一次性,排除故障后可以重新接通继续使用[22]。
设计的加热装置采用电阻加热,机筒有五个加热单元,采用先进的电阻材料,具有热容量大、寿命长、使用方便、安全优点。五个加热单元同时具有散热装置。整个加热系统的额定功率为17kw。
4.2电气控制系统
电控部分主要包括两个部分,一个是直流加速控制系统,另一个是加热控制系统。加热控制系统连接在机筒外部的加热装置上[23]。直流加速控制系统所采用的的电机为直流电机,型号Z4-200-12/11,其主要技术参数为:额定功率为40.5KW,额定转速为900/min,工作电压400v。
直流电动机的速度控制可以通过改变电动机电感两端的电压来实现[24]。将差分值输入速率调节器,将速率调节器调节的输出电压(指定为小闭合电流周期的电流值,从传感器中提取电流反馈信号,并将电流反馈信号与规定的电流值进行比较[25]。
速度控制系统采用新一代的硅调压器。速度控制回路扩大可变速范围,保持恒定的运行速度。在电动阀电压波动的情况下,电机转矩的快速平衡是在不改变转速的情况下保证的。
4 数字化建模
设计的电机三维模型如图5.1所示:
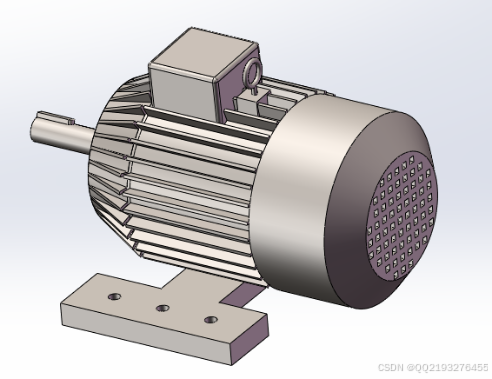
图5.1电机三维模型
带传动的三维模型如图5.2所示:
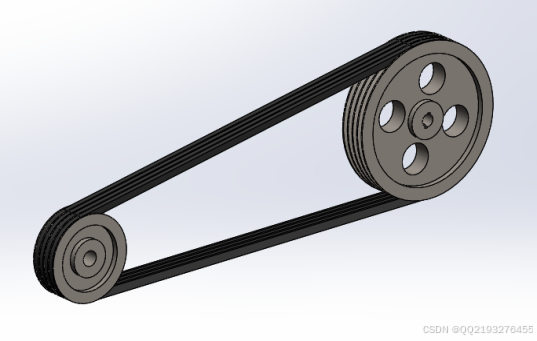
图5.2带传动三维模型
齿轮传动的三维模型如图5.3所示:
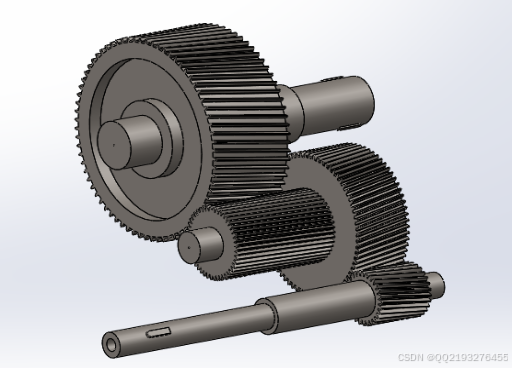
图5.3齿轮传动三维模型
首先用SolidWorks新建一个装配体文件打开底座造型,之后加入电机和减速器模型,用自动判断中心轴的命令将电机和减速器连接到底座上,之后用接触命令,将挤出机的外壳接触到底座的测表面上;之后添加带传动的组件,用同样的方法将挤出机构安装到减速器上,以此类推,安装料斗和众多的标准件。
塑料管材挤出机的总装配如图5.9所示:
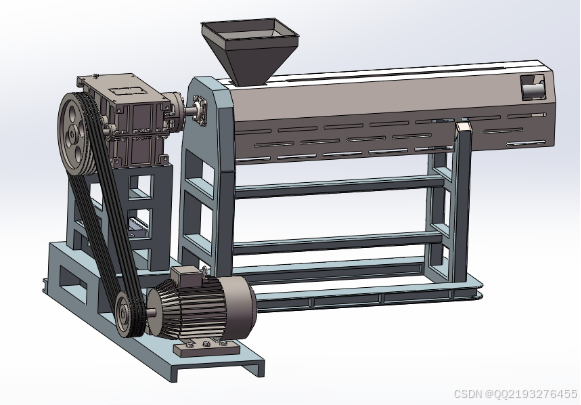
图5.9塑料管材挤出机总装配图
5 结论
经过几个月的努力,我最终完成了塑料管材挤出机的设计。针对塑料管材挤出机的结构进行了优化,构建了塑料管材挤出机的三维模型。设计出了用于聚乙烯这一塑料材质的专用螺杆,传动系统,进行的重要零部件的校核。由于挤出机相关技术不了解的原因,我开始了独立的学习,查看相关的资料和书籍。在这段时间里,我学到了很多知识也有很多感受。
在设计这台设备的过程中,作为一名学生,已经在三维模型领域实现了我的设计,改进了结构中的几个设计缺陷。但由于本人知识有限,经验不足,我的毕业设计必然存在缺陷,还请各位老师批评指正。

















 1031
1031

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









