







在当今高度自动化的工业生产领域,机器视觉技术宛如一颗璀璨的明珠,正发挥着不可替代的关键作用。想象一下,在一条高速运转的电子产品生产线上,一个个微小的零部件在精密的机械手中有序组装,而确保每一个零部件都精准无误地安装到位的,正是机器视觉系统那如同 “智慧之眼” 般的精准感知和判断能力。
机器视觉,简单来说,就是让机器拥有类似人眼的视觉功能,能够对目标进行识别、测量和判断。它作为现代工业自动化的重要组成部分,正深刻地改变着传统工业生产模式。在工业生产中,从产品的原材料检验,到生产过程中的质量监控,再到成品的最终检测,机器视觉系统无处不在,极大地提高了生产效率,保证了产品质量,降低了人工成本。
一套完整的机器视觉系统,通常由多个关键部分协同组成。摄像装置,也就是我们常说的工业相机,作为系统的 “眼睛”,负责捕捉目标物体的图像信息;照明光源则如同舞台上的聚光灯,为相机提供适宜的光照条件,使目标物体能够清晰成像;图像采集卡像是一座桥梁,将相机输出的图像信号转换为计算机能够理解和处理的数字信号;图像处理系统则是整个系统的 “大脑”,运用各种先进的算法对采集到的图像进行分析、处理和决策;此外,还有其他外部设备,如镜头、机械支架、运动控制设备等,它们共同协作,确保机器视觉系统能够高效、稳定地运行。本文详细介绍机器视觉系统的主要组成部分、工业相机的分类与选择、镜头和光源的选型及其在机器视觉中的应用。

一、机器视觉系统主要组成部分
1. 照明光源:照亮视觉的 “聚光灯”
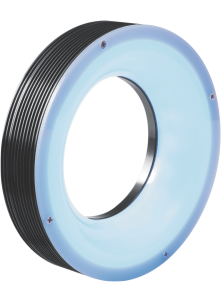
照明光源在机器视觉系统中起着至关重要的作用,直接影响成像质量。光源种类主要包括LED光源、卤素灯和高频荧光灯等。LED光源因其高效、长寿命、稳定性好、响应速度快而被广泛使用。 其中,环形光源是一种常见的 LED 光源类型,它能够提供均匀的环形照明,适用于对表面光滑、反光较强的物体进行检测,如金属零件的表面缺陷检测。当光线从环形光源均匀地照射到物体表面时,能够有效减少反光和阴影,使物体表面的缺陷更加清晰地呈现出来。
背光源则是从物体背面进行照明,主要用于突出物体的轮廓和形状,在对透明或半透明物体进行检测时效果显著。例如,在检测玻璃制品的内部气泡、裂缝等缺陷时,背光源能够将物体的内部结构清晰地显示出来,便于相机进行捕捉和分析。
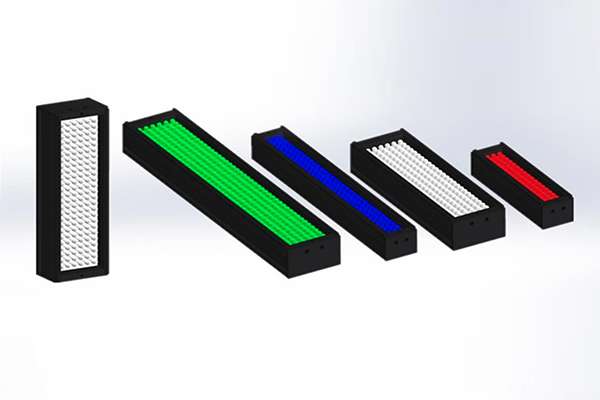
条形光源适用于对长条形物体或需要突出物体边缘的检测任务。比如在检测电路板上的线路是否存在断路、短路等问题时,条形光源可以沿着线路方向进行照明,增强线路与背景的对比度,使线路的缺陷一目了然。
在选择照明光源时,需要充分考虑物体的表面特性。对于表面光滑、反光较强的物体,应选择能够减少反光和阴影的光源,如环形光源、低角度光源等;对于表面粗糙的物体,则需要选择能够提供足够光照强度和均匀度的光源,以确保物体表面的细节能够清晰成像。此外,检测目标与背景的对比度也是一个重要考虑因素。如果检测目标与背景的颜色、纹理等特征较为相似,就需要选择能够增强对比度的光源,如利用颜色互补原理选择与目标颜色相反的光源颜色,或者通过调整光源的角度和位置,使目标与背景在光照下呈现出明显的差异。同时,工作环境的温度、湿度等因素也会对光源的性能产生影响,在一些高温、高湿的环境中,需要选择具有良好散热性能和防潮性能的光源。

2.镜头
镜头的作用是将被检测目标的图像投射到相机的传感器上,镜头的质量对图像的清晰度有直接影响。选择合适的镜头尺寸、接口和焦距,是系统设计中的关键。镜头一般使用C或CS接口,镜头和CCD尺寸的匹配直接影响成像效果。

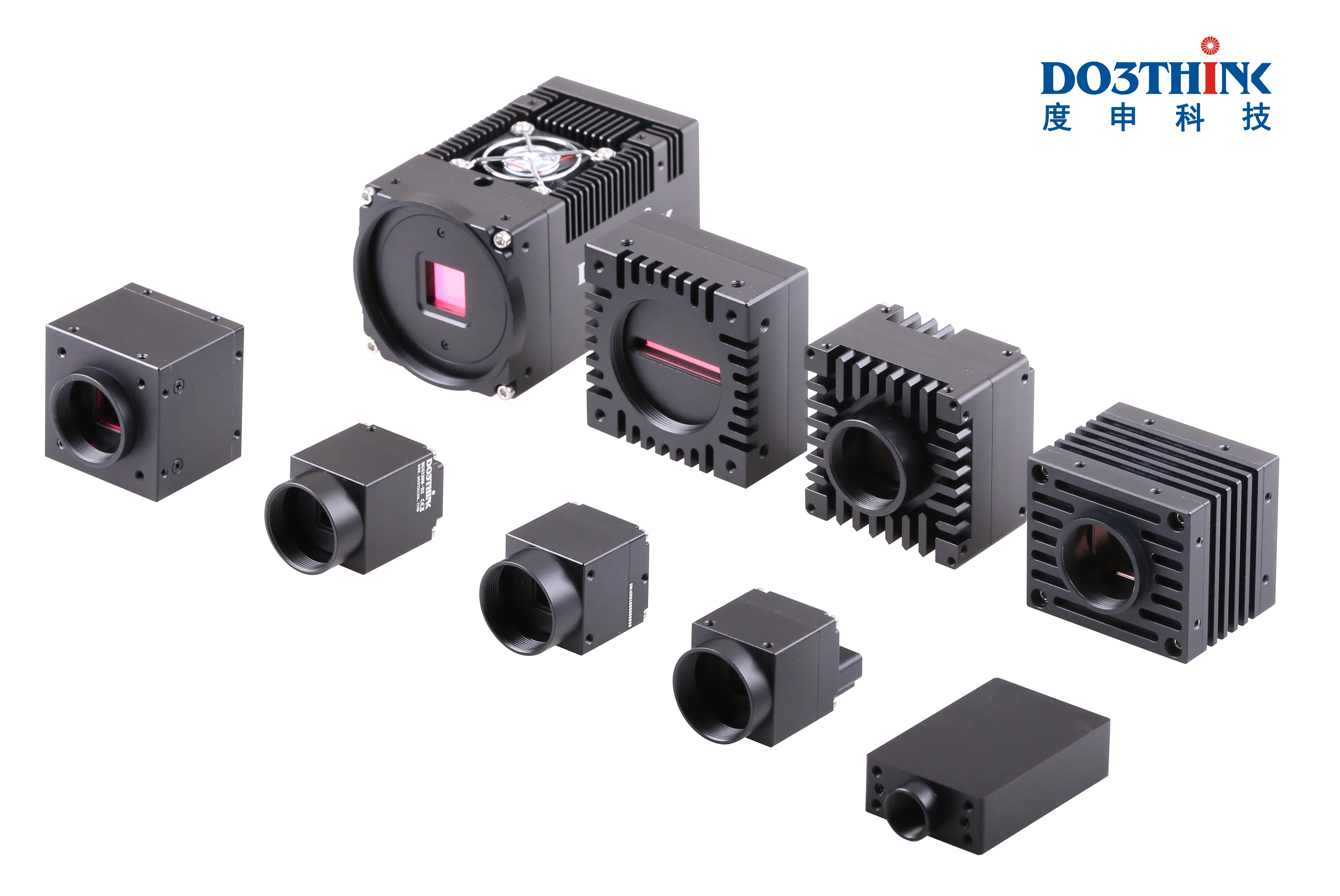
3. 工业相机:视觉系统的 “眼睛”
工业摄像机(相机)是获取图像信息的核心组件。与普通摄像机相比,工业相机具有高图像稳定性、长工作时间、高帧率、强抗干扰性等特点,主要分为CCD相机和CMOS相机。CCD相机以其高灵敏度广泛应用于运动物体成像,而CMOS相机则在高分辨率和高速应用场合应用越来越广泛。 从色彩方面来看,工业相机又可分为黑白相机和彩色相机。黑白相机对光线的敏感度更高,能够获取更高对比度的图像,在一些只关注物体形状、轮廓、尺寸等信息的检测任务中表现良好;彩色相机则能够捕捉物体的颜色信息,适用于对颜色识别有要求的应用,如食品包装检测、印刷品质量检测等。
在接口类型上,常见的有 GigE Vision、USB3.0 Vision 等。GigE Vision 接口具有传输距离远(可达 100 米)、传输速率高(可实现千兆以太网传输)等优势,适合长距离、大数据量传输的应用场景;USB3.0 Vision 接口则以其即插即用、高速传输(传输速率可达 5Gbps)等特点,方便快捷,在一些对安装灵活性要求较高的场合较为常用。
那么,在实际应用中如何选择合适的工业相机呢?这需要综合考虑多个关键参数。分辨率是相机的一个重要指标,它决定了相机能够分辨物体细节的能力。例如,在对微小电子元件进行检测时,就需要高分辨率的相机,以便清晰地观察元件的引脚形状、焊点质量等细节。帧率则决定了相机在单位时间内能够拍摄的图像数量,对于高速运动物体的检测,如流水线上快速移动的产品,就需要相机具备高帧率,以确保能够捕捉到物体的瞬间状态。像素尺寸也不容忽视,较小的像素尺寸可以在相同分辨率下提供更细腻的图像,但同时也会降低相机的感光度;较大的像素尺寸则相反,感光度较高,但图像分辨率可能会受到一定影响。此外,动态范围也是一个重要参数,它表示相机能够同时记录的最亮和最暗区域的范围,动态范围越大,相机在不同光照条件下的适应性就越强。

4. 图像采集卡:信号传输的 “桥梁”
图像采集卡作为连接相机和计算机的桥梁,其作用是将相机输出的图像信号转换为计算机能够处理的数字信号。在数据传输速度方面,图像采集卡需要具备足够高的传输速率,以确保能够实时、快速地将相机采集到的大量图像数据传输到计算机中进行处理。特别是在一些对检测速度要求极高的应用场景中,如高速流水线上的产品检测,图像采集卡的传输速率直接影响着整个系统的检测效率。
图像采集卡还具有图像缓存功能,它可以在相机采集图像和计算机处理图像之间起到缓冲作用。当相机以高速连续拍摄图像时,图像采集卡可以先将这些图像数据临时存储在缓存中,避免数据丢失,然后再按照计算机能够处理的速度逐步将数据传输给计算机。此外,图像采集卡还需要支持多种图像格式,以适应不同相机和应用程序的需求。常见的图像格式有 BMP、JPEG、PNG 等,不同的格式在图像质量、文件大小、压缩方式等方面有所不同,图像采集卡需要能够对这些格式进行正确的识别和转换。
在选择图像采集卡时,首先要根据相机的接口类型来选择与之匹配的图像采集卡。例如,如果相机采用的是 GigE Vision 接口,那么就需要选择支持 GigE Vision 接口的图像采集卡;如果相机是 USB3.0 Vision 接口,则应选择相应接口的图像采集卡。同时,还要考虑图像采集卡的数据传输速率是否能够满足相机的输出速率要求。如果相机的帧率较高,输出的数据量较大,就需要选择传输速率更高的图像采集卡,以确保数据传输的流畅性。此外,计算机的硬件配置也是一个重要因素,图像采集卡需要与计算机的主板、CPU、内存等硬件设备兼容,以充分发挥其性能。

5. 图像处理系统:视觉系统的 “大脑”
图像处理系统对采集到的图像进行分析,通过算法识别、处理图像信号,提取目标特征信息,并根据分析结果控制外部设备动作。
图像处理系统是机器视觉系统的核心部分,它如同人类的大脑一样,对采集到的图像进行分析、处理和决策。图像处理系统主要由软件组成,包括底层的图像采集驱动软件、图像处理算法库以及上层的应用开发软件。
图像采集驱动软件负责与相机和图像采集卡进行通信,实现对相机的参数设置、图像采集控制以及图像数据的传输等功能。它是整个图像处理系统与硬件设备之间的桥梁,确保硬件设备能够正常工作,并将采集到的图像数据准确无误地传输到计算机中。
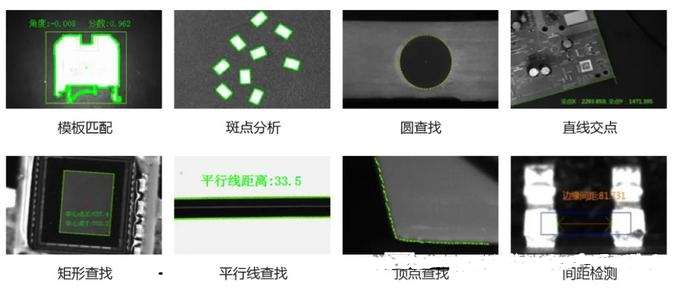
图像处理算法库则是图像处理系统的核心算法集合,其中包含了各种各样的图像处理算法,如边缘检测、特征提取、目标识别、图像匹配等。边缘检测算法能够检测出图像中物体的边缘信息,对于物体的形状识别和尺寸测量具有重要意义;特征提取算法可以从图像中提取出具有代表性的特征,如颜色特征、纹理特征、形状特征等,这些特征可以用于目标物体的分类和识别;目标识别算法则通过对图像中的特征进行分析和匹配,判断图像中是否存在目标物体,并确定其位置和姿态;图像匹配算法可以将采集到的图像与预先存储的模板图像进行比对,找出两者之间的相似性和差异,在工业生产中的产品质量检测、零部件装配等方面有着广泛的应用。
上层的应用开发软件则是根据具体的应用需求,利用图像处理算法库中的算法,开发出具有特定功能的应用程序。例如,在电子产品生产线上的外观缺陷检测应用中,开发人员可以通过调用图像处理算法库中的边缘检测、缺陷识别等算法,开发出一套能够自动检测产品表面划痕、裂纹、污渍等缺陷的应用程序。用户只需要将相机采集到的产品图像输入到该应用程序中,程序就能够快速、准确地判断产品是否存在缺陷,并输出检测结果。
以一个简单的工业检测案例来说明图像处理系统的工作过程。在对汽车零部件的尺寸测量应用中,首先通过相机采集汽车零部件的图像,然后图像采集卡将图像信号传输到计算机中。图像处理系统中的边缘检测算法对图像进行处理,提取出零部件的边缘信息,接着通过特征提取算法计算出零部件的关键尺寸参数,最后将测量结果与预先设定的标准值进行比较,判断零部件的尺寸是否合格。通过这样的过程,图像处理系统实现了对汽车零部件尺寸的高精度、自动化测量。
6. 其他外部设备
包括机器人、机械手等执行设备,用于完成对目标物体的抓取、分类等动作,完成视觉系统的最终任务。例如,机器人手臂就像是一位训练有素的操作员,能够根据视觉系统的判断进行精确的抓取动作;传送带则如同一位高效的分拣员,能够自动剔除不合格的产品。这些外部设备与机器视觉系统的其他部分紧密协作,共同实现了生产过程的自动化和智能化。

二、工业相机的分类与特点
传感器结构、扫描方式、分辨率、输出信号、色彩和响应频率等。工业相机一般分为以下几类:
1.按芯片类型分类:
CCD相机:这类相机特别适用于需要高图像质量、低噪音和精密测量的应用场景,例如质量控制和检测、医疗成像和显微镜成像、半导体制造等。
CMOS相机:与CCD相机相比,CMOS相机的制造成本较低,功耗也更低,因此它们更多地被应用于消费电子、安防监控、工业自动化等对成本和功耗有要求的领域。
2. 按传感器结构:线阵相机和面阵相机。
线阵相机: 适合于大视野检测,如宽幅材料的表面检测。
面阵相机: 适合于静态检测应用,成像范围覆盖整个图像区域。
3. 按扫描方式:隔行扫描和逐行扫描。
逐行扫描:逐行扫描工艺复杂,适合动态和高速检测。
隔行扫描:逐行扫描在工业检测应用中更常见,隔行扫描则主要用于普通的民用相机。
4. 按分辨率:普通分辨率相机和高分辨率相机。
高分辨率相机:适合对图像精度要求高的应用场合,如缺陷检测、尺寸测量。
5. 按色彩:单色(黑白)相机和彩色相机。
单色相机:适合对形状、对比度检测要求高的应用场合。
彩色相机:适用于颜色分析和识别,需实现彩色图像采集。
6. 按输出速度:普通速度相机和高速相机。
高速相机:适合抓拍高速运动的目标,应用于生产线检测。
7. 按响应频率范围:普通相机、红外相机和紫外相机。
红外相机:适用于对热图像的识别。
紫外相机:用于特定材料或目标的检测。
在选择工业相机时,需要综合考虑应用需求、分辨率要求、镜头匹配、帧率等多个因素,以确保选择的相机能够满足实际工作的需要。
三、解析工业相机与普通相机的差异密码
3.1. 性能和可靠性:工业相机稳定性高、抗干扰能力强,适用于恶劣的工作环境。
3.2. 快门速度:工业相机具有短快门时间,可以抓拍高速运动的目标,而普通相机难以达到此效果。
3.3. 逐行扫描:工业相机多采用逐行扫描,生成无抖动的图像,而普通相机常为隔行扫描。
3.4. 帧率:工业相机帧率远高于普通相机,适合高速检测场合。
3.5. 图像质量:工业相机输出原始数据,更适合后续图像处理,而普通相机经过压缩处理,图像质量较差。
3.6. 价格:工业相机价格较高,但具备更多工业级功能,适合精密检测。
3.7 接口方式不同:工业相机具备多种专业接口,如 GigE、USB3.0、Camera Link 等,普通相机一般配备 USB、HDMI 等常见接口
3.8 噪声水平:工业相机:在设计上会采取多种措施来降低噪声,以保证图像的清晰度和准确性,因为噪声可能会影响到检测和测量的结果。普通相机:虽然也会控制噪声,但在一些高感光度情况下,噪声可能会相对明显,不过对于日常拍摄来说,通常在可接受的范围内。
3.9 色彩还原度:工业相机:在一些对色彩要求不高的工业检测场景中,可能更注重灰度图像的质量,以降低成本和提高处理速度。但在某些需要色彩信息的工业应用中,如彩色印刷检测,也会要求较高的色彩还原度。普通相机:非常注重色彩还原度,以拍摄出色彩鲜艳、逼真的照片,满足用户的视觉审美需求,厂商会通过各种技术和算法来优化色彩表现。
四、工业相机的选型指南
4.1 项目需求:明确检测目标、精度要求、视野范围等,以此为基础选择合适的相机参数。
4.2 相机类型:根据应用场景选择面阵相机或线阵相机。面阵相机适用于静态或低速运动目标的检测,线阵相机则适用于高速运动或细长视野的检测。
4.3 传感器类型:选择CCD或CMOS传感器。CCD传感器在成像质量上通常优于CMOS,但CMOS传感器在功耗和成本上具有优势。
4.4 分辨率和像素深度:根据检测精度和图像质量要求选择合适的分辨率和像素深度。
4.5 帧率/行频:根据检测目标的运动速度和系统响应时间要求选择合适的帧率/行频。
4.6 曝光时间和光谱响应:根据光照条件和检测目标特性调整曝光时间,并考虑是否需要特殊的光谱响应特性。
4.7 接口类型:根据系统架构和数据传输要求选择合适的接口类型。
4.8 其他因素:如相机的耐用性、可靠性、维护成本等也是选型时需要考虑的因素 。
4.9 分辨率:根据目标物体的大小和检测精度来确定。高分辨率相机能够捕捉更多细节,但也会增加数据处理量和成本,需要在成本和测量需求之间找到平衡。
4.10 光谱响应:根据光源的波长范围以及所需检测的目标特征来选择。在某些特殊光照条件下,如红外或紫外光检测,需要选择具有相应光谱响应特性的相机。
4.11 噪声水平:低噪声相机能提供更清晰的图像,减少后续处理的难度和成本。
工业相机的特点包括高度的灵活性,可以根据不同的应用场景进行软件和硬件的定制。它们还具有高速快门、高帧率、高分辨率以及高灵敏度等特点,能够抓拍高速运动的物体,并输出高质量的图像数据。此外,工业相机更注重稳定性和可靠性,通常安装在工业检测生产线上,需要长时间连续运转,因此要求其在恶劣的工业环境中也能保持出色的性能。此外,工业相机的触发方式有软触发、硬触发、外部触发和定时触发等。根据应用场景选择合适的触发方式,可以提高系统的稳定性和灵活性。例如,在质量检测中,硬触发可以确保每次拍照时物体的位置和运动状态一致,提高检测精度。品牌在选择工业相机时的重要性不容忽视。知名品牌通常拥有先进的技术研发能力、严格的质量控制体系和较好的售后服务支持。选择知名品牌的产品,可以确保相机的性能稳定性和可靠性,降低后期维护成本。
五、镜头的选择与匹配
镜头的选择与匹配是构建工业视觉系统的关键步骤,需要考虑多个因素以确保系统的性能和成像质量。以下是一些重要的考虑因素和建议:
5.1 明确场景需求:首先需要明确目标物体的大小和距离,这将决定所需的焦距和视场范围。检测精度要求也将影响镜头分辨率的选择,以确保与相机像素匹配。
5.2 根据相机参数匹配镜头:镜头的成像圈需要覆盖传感器的尺寸。例如,1/2英寸传感器需要与1/2英寸或更大靶面的镜头匹配。镜头分辨率应高于或匹配传感器的像素大小,以避免影响清晰度。
5.3 环境条件:光照条件和工业环境也会影响镜头的选择。在弱光环境中,可能需要选择大光圈镜头;而在强光环境中,则可能需要带可调光圈的镜头。此外,工业现场可能需要选择防尘、防震设计的工业镜头。
5.4 接口与兼容性问题:镜头与相机之间的接口类型需一致,常见的有C接口、CS接口以及F接口等。镜头的焦距、光圈、视场(Field of View, FOV)和分辨率等参数要与相机的传感器尺寸及性能相匹配。
5.5 视场与分辨率的匹配:在选择镜头时,需要考虑到镜头视场大小与相机传感器分辨率之间的关系。视场的大小决定了相机可以观察到的场景范围,而分辨率决定了图像的细节清晰程度。
5.6 特殊应用环境下的镜头选择:在高速运动场景中,需要选用具有高帧率、高分辨率、低延迟的镜头,以确保能够捕捉到快速变化的物体图像。在极端光照条件下,需要选用具有高动态范围(HDR)或低光性能的镜头,以保持图像细节、增强暗光环境下的亮度。
综上所述,镜头的选择与匹配是一个综合考虑多个因素的过程,需要根据具体的应用场景和相机参数来做出最佳选择。
六、光源选型:精准适配的艺术
光源在机器视觉系统中扮演着至关重要的角色,是其核心组成部分之一。其关键作用在于以恰当的方式照射待测物体,增强特定特征的对比度。优质光源能够显著提升系统的分辨率,从而减轻后续图像处理的负担。针对各式检测对象,选择合适的照明方式至关重要,以凸显所需特征。
6.1 光源在机器视觉中的作用
提高图像对比度: 合适的光源可以使目标物体与背景之间产生明显的明暗差异,从而提高图像的对比度。例如在检测电路板上的电子元件时,通过使用特定角度和强度的光源,能使元件与电路板背景形成鲜明对比,便于识别元件的形状、位置和是否存在缺陷等。
增强物体特征: 对于一些表面特征不明显的物体,光源可以通过产生阴影、反射等效果来突出其特征。如在检测机械零件的表面纹理或微小划痕时,利用低角度的光源可以使划痕处产生明显的阴影,从而更容易被视觉系统检测到。
抑制噪声和反光: 合理选择光源能够减少环境光的干扰,降低图像中的噪声。同时,也可以通过调整光源的角度和类型,避免物体表面产生过度反光,使图像更加清晰。比如在对高反光材质的物体进行检测时,采用漫反射光源可以有效抑制反光,获取清晰的物体图像。
保证图像稳定性: 稳定的光源能够确保在不同时间和环境条件下获取的图像具有一致性,这对于基于图像进行的分析和判断非常重要。例如在自动化生产线中,无论白天还是夜晚,光源都能提供稳定的光照,使视觉系统对产品的检测结果保持稳定和准确。
6.2 光源在机器视觉中的分类
-
按发光原理分类
LED 光源:具有发光效率高、寿命长、响应速度快、颜色多样、可定制性强等优点。可以根据不同的应用需求选择不同颜色(如红色、绿色、蓝色、白色等)和形状的 LED 光源,广泛应用于各种机器视觉检测场景。

荧光灯光源:发光较为均匀,光通量较大,价格相对较低。但存在响应速度慢、寿命有限、颜色一致性不如 LED 光源等缺点,常用于对检测速度和颜色精度要求不特别高的场合。

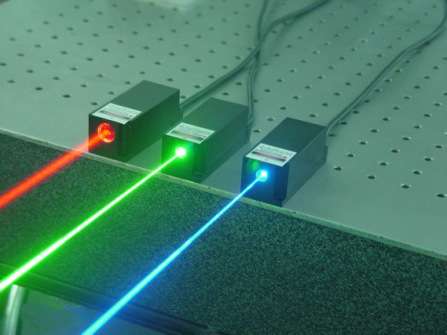
激光光源:具有高亮度、高方向性、高单色性等特点,能够提供非常集中和稳定的光束。常用于需要高精度测量、三维成像等对光源要求较高的机器视觉应用中,如激光三角测量、激光扫描成像等。
-
按光源结构分类
环形光源:是一种常见的光源类型,呈环形分布,能够提供均匀的环状照明。适用于对具有圆形或环形特征的物体进行检测,如检测轴承、齿轮等,可突出物体的边缘和轮廓。
背光源:通常放置在物体后方,与相机相对,主要用于获取物体的轮廓信息,突出物体与背景的对比度。在检测透明或半透明物体,如玻璃、塑料薄膜等的缺陷和尺寸时,背光源效果显著。

条形光源:具有细长的形状,可提供高强度的线性照明。常用于对物体的线性特征进行检测,如检测物体表面的划痕、裂缝等,也可用于扫描式的视觉检测系统。
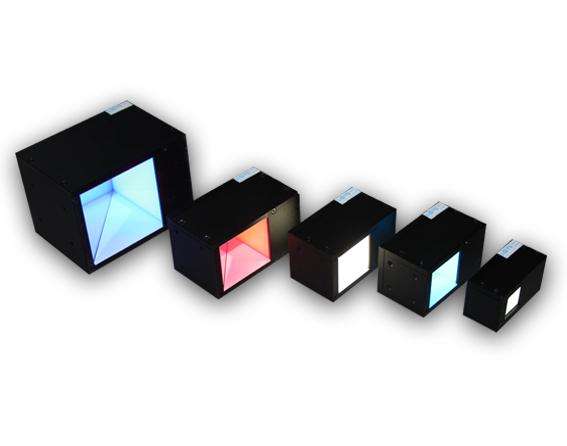
同轴光源:光源发出的光线与相机的光轴同轴,能够减少物体表面的反光,使物体表面的细节更加清晰。适用于对高反光材料或具有镜面表面的物体进行检测,如金属抛光件、电子元件的引脚等。
-
按光源颜色分类
白色光源:包含了各种颜色的光,能够提供真实的物体颜色信息,适用于对颜色要求较高的检测场景,如彩色印刷品检测、食品颜色检测等。

单色光源:如红色、绿色、蓝色等单一颜色的光源。不同颜色的光源在不同的材料和检测任务中具有独特的优势。例如,红色光源在检测金属表面缺陷时可能效果更好,因为金属对红色光的反射特性使其能够突出表面的细节;绿色光源常用于检测塑料等材料,因为塑料对绿色光的吸收和反射特性有助于显示其内部结构和表面特征。
七、探寻机器视觉的广泛应用版图
机器视觉技术在多个领域得到了广泛的应用,其应用版图不断扩展。以下是一些主要的应用领域:
7.1 消费电子:机器视觉在消费电子行业中被用于产品检测、装配定位等,以提高生产效率和产品质量。
7.2 汽车:在汽车行业中,机器视觉技术被应用于汽车零部件的检测、装配过程中的质量控制等。
7.3 锂电池和半导体:随着新能源和半导体行业的发展,机器视觉技术在这些领域的应用也在不断增加,例如电池检测和半导体制造过程中的缺陷检测。
7.4 医药行业:机器视觉技术在医药行业中被用于药品检测、包装检查等。
7.5 食品包装:在食品行业中,机器视觉被用于食品包装的检测和质量控制。
7.6 物流仓储:机器视觉技术在物流仓储中被用于物品识别、分类和自动化管理。
7.7 农业:在农业领域,机器视觉技术被用于作物监测、自动采摘等。
7.8 医疗:在医疗领域,机器视觉技术被用于疾病诊断、手术辅助等。
7.9 军事和航天:机器视觉技术在军事和航天领域有广泛应用,例如无人机导航、卫星图像分析等。
随着技术的不断进步和应用领域的拓展,中国机器视觉市场规模持续增长。机器视觉技术在智能制造、自动化生产、质量控制等方面将发挥更大作用,3D视觉技术的发展将进一步推动机器视觉在复杂环境中的应用。此外,随着国家政策的支持,机器视觉行业将迎来更多的发展机遇。
八、展望未来发展
机器视觉的未来发展充满了无限的可能性,随着相关技术的进步和市场的扩大,我们可以预期以下几个趋势:
与人工智能(AI)深度融合:机器视觉将更加紧密地与深度学习、神经网络等AI技术结合。这不仅会提高图像识别的准确性和效率,还将使得系统能够处理更为复杂和多样化的任务。
三维成像和分析:3D视觉技术将进一步发展,提供比传统二维图像更丰富的信息。例如,在工业自动化中,3D视觉可以用于更精确的尺寸测量和缺陷检测;在医疗领域,它可以辅助医生进行更细致的手术规划。
边缘计算的应用:为了减少延迟并提高实时性,越来越多的机器视觉应用将采用边缘计算技术,即将数据处理功能直接集成到设备或靠近数据源的地方。
物联网(IoT)整合:随着物联网的发展,机器视觉将成为智能城市、智能家居和智能制造的关键组成部分。通过连接各种传感器和设备,机器视觉可以帮助实现更加智能化的监控和管理。
小型化与便携性:随着硬件技术的发展,机器视觉系统的体积将进一步缩小,成本也会降低,从而推动其在移动设备和个人消费电子中的广泛应用。
法规和标准完善:随着机器视觉技术的普及,相关的法律法规和行业标准将会逐步完善,确保技术的安全性和隐私保护。
应用场景拓展:除了现有的工业、安防、医疗等领域外,机器视觉将在农业、环境监测、教育、娱乐等多个新兴领域找到新的应用场景。
用户体验提升:未来,机器视觉将不仅仅局限于专业人士使用,普通消费者也能更容易地接触到这项技术,并从中受益。例如,通过增强现实(AR)眼镜或智能手机上的应用程序来改善购物体验或导航服务。
全球市场规模增长:预计全球机器视觉市场将继续保持良好的增长态势,更多的企业将投入到这一领域,市场竞争也将加剧。
总之,机器视觉的未来是光明且充满挑战的。它将继续作为推动各行业创新和技术进步的重要力量,为我们的生活带来便利的同时也提出了新的要求和挑战。
更多精彩内容观公众号

















 633
633

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









