







一.焊前准备工作
1.铝材:
使用6061铝管进行焊接,常用尺寸包括20*20*1mm、20*20*2mm、40*10*1mm、80*20*2mm。
2.焊丝:
使用S311铝硅焊丝ER4043(小编目前为止感觉最好用的还是φ1mm的焊丝)。
铝硅焊丝抗裂性好,适用范围比较广。
3.氩气:
氩气纯度要保证≥99.99%,焊接时压气流量保持在8 ~ 16 L/min。特别需要注意的是氩气罐中氩气不能用的一点不剩,罐内气压不得低于0.5MPa,否则会影响下一次充氩气时的纯度。
4.焊机:
小编在实验室中使用的是交流焊机。
在使用氩弧焊前需保证焊机正常接地,氩气管路不存在漏气现象。
输送氩气的管路选用专用的输送管路,切长度不得超过30m,不能与输送其他气体的管路互相串用。
另外,不能先开流量计,再开气瓶阀门,避免高压气流直冲低压,造成流量计损坏;关闭时要先关流量计再关氩气瓶,然后释放输送管路中的氩气(焊空气),最后关闭焊机电源。
5.防护:
焊接时必须佩戴自动变光的焊接防护面罩,此类面罩靠太阳能充点,长时间不用会失去变光效果,所以建议多准备几块变光镜片,且将镜片放在阳光直射的地方;
双手佩戴牛皮手套,大小要合适;
身穿长袖高领上衣,长裤,不穿拖鞋、凉鞋这类暴露皮肤的鞋子,且衣物不是易燃材料,避免烧伤烫伤;
确保周围没有人直接肉眼观看或离焊接地点太近。
6.焊件清理:
有些铝管出厂时会被镀上一层保护膜,这层保护膜会使我们的焊接质量奇差无比切如同dog粑粑一般,所以在购买焊材是要注意不要购买带有涂层的材料,如果不幸购得,那必须进行焊前处理。最直接有效的办法就是角磨机换上钢丝打磨轮,对焊接处进行物理超度。
另外焊接处也不能有油污等,所有污渍必须清理干净。
7.焊接坡口:
对于厚度较大的焊件,应对焊缝处打上坡口,破口的形式和尺寸规范如下表所示。
| 焊接方法 | 项次 | 厚度T (mm) | 坡口名称 | 坡口形式 | 坡口尺寸 | 备注 | ||
| 间隙 (mm) | 钝边 (mm) | 坡口角度 (°) | ||||||
| 手工钨极氩弧焊 | 1 | 1 ~ 2 | 卷边 | 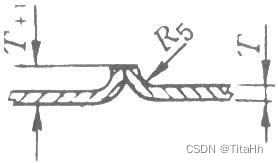 | - | - | - | 卷边高度T+1,不填加焊丝 |
| 2 | < 3 | I型坡口 | 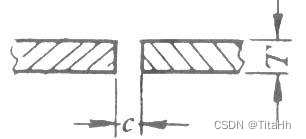 | - | - | - | 单面焊 | |
| 3 ~ 5 | - | - | - | 双面焊 | ||||
| 3 | 3 ~ 5 | V型坡口 | 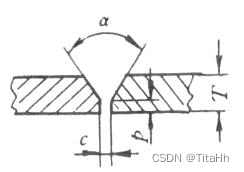 | 0 ~ 2 | 1 ~ 1.5 | 70 ~ 80 | (a)横焊位置坡口角度上半边40° ~ 50°,下半边20° ~ 30°。 (b)单面焊坡口根部内侧最好倒棱。 | |
| 5 ~ 12 | 2 ~ 4 | 1 ~ 2 | 60 ~ 70 | |||||
| 4 | 4 ~ 12 | 带垫板V型坡口 |  | 3 ~ 6 | - | 50 ~ 60 | ||
| 5 | > 12 | X型坡口 |  | 0 ~ 2.5 | 2 ~ 3 | 60 ~ 80 | ||
| 6 | ≤ 6 | 不开坡口T型接头 | 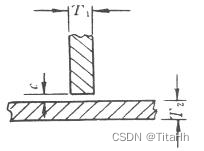 | 0.5 ~ 1.5 | - | - | ||
| 7 | 6 ~ 10 | T型接头单边V型坡口 | 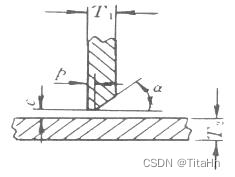 | 0.5 ~ 2 | ≤ 2 | 50 ~ 55 | 共焊1 ~ 3层 | |
| 8 | > 8 | T形接头对称K型坡口 | 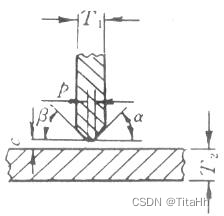 | 0 ~ 2 | ≤ 2 | 50 ~ 55 | 每侧焊层≥ 2 | |
注:坡口表面应进行清理,做到平整光滑、无毛刺和无飞边。
二、焊接要求
1.手工钨极氩弧焊应采用交流电源;熔化极氩弧焊应采用直流电源,焊丝接正极。
2.焊接时焊件、手、手套、衣物等必须保持干燥。
3.在条件允许的情况下,尽量采用大电流快速焊接。
4.手工钨极氩弧焊的焊丝端部不能离开氩气保护区,焊丝与焊缝表面的夹角在15°左右,焊枪与焊缝表面的夹角最好在80° ~ 90°,焊枪喷嘴到焊件的距离为8 ~ 12mm。
5.当钨极氩弧焊的钨极前端出现污染或形状不规则时,应对钨极进行修正或更换。对钨极进行修正时应用专门的打磨器具,或者用手枪钻和角磨机配合进行修正。
6.当焊缝出现触钨现象时,应将钨极、焊丝、熔池处理干净后继续进行施焊。
7.手工钨极氩弧焊电弧电压在8 ~ 20V,弧长为0.5 ~ 3mm,采用绿头钨极。
8.手工钨极氩弧焊焊接工艺参数如下表所示:
| 板厚/mm | 焊接层数 | 钨极直径/mm | 焊丝直径/mm | 焊接电流/A | 氩气流量/L*min-1 | 喷嘴孔径/mm | 坡口形式 |
| 1 | 1 | 2 | 1.6 | 45 ~ 60 | 7 ~ 9 | 8 ~ 10 | 卷边 |
| 2 | 1 | 3 | 1.6 ~ 2 | 90 ~ 120 | 12 ~ 14 | 8 ~ 10 | I形 |
| 3 | 1 ~ 2 | 4 | 2 | 150 ~ 180 | 14 ~ 18 | 10 ~ 14 | |
| 4 | 1 ~ 2 | 5 | 2 ~ 3 | 180 ~ 200 | 14 ~ 18 | 10 ~ 14 | |
| 5 | 2 | 5 | 2 ~ 3 | 180 ~ 240 | 16 ~ 20 | 12 ~ 16 | Y形 |
| 6 ~ 8 | 2 ~ 3 | 5 ~ 6 | 3 | 260 ~ 320 | 18 ~ 24 | 14 ~ 18 | |
| 8 ~ 12 | 2 ~ 3 | 6 | 3 ~ 4 | 300 ~ 360 | 18 ~ 24 | 14 ~ 18 |
三、提高焊接质量的措施
1.选用合适的夹具、压板等,同时使用合理的焊接顺序,比如对称焊、跳焊、逐步退焊等,尽可能防止焊件变形。
2.焊接时可以先将端部点焊焊住,等其冷却再将其余焊缝补齐。
3.当焊件从中心向外进行焊接时,具有大收缩量的焊缝应首先进行焊接,整条焊道应连续焊完。必要时可以采取反变形法,注意留下收缩余量。
四、焊缝检查
1.焊缝表面不得有裂纹、未熔合、夹渣、气孔、未焊透、咬边等缺陷。
2.焊缝表面余高不得低于焊件表面,一般余高保持在0 ~ 1.0mm,焊缝宽度比坡口每侧宽0.5 ~ 1.5mm。
五、钨极氩弧焊(TIG)安全规程
1 、焊接工作场地必须备有防火设备,如砂箱、灭火器、消防栓、水桶等。易燃物品距离焊接场所不得小于 5 m。若无法满足规定距离时,可用石棉板、石棉布等妥善覆盖,防止火星落入易燃物品。易爆物品距离焊接 场 所不得小于 10 m。氩弧焊工作场地要有良好的自然通风和固定的机械通风装置,减少氩弧焊有害 气体和金属粉尘的危害。
2 、手工钨极氩弧焊机应放置在干燥通风处,严格按照使用说明书操作。使用前应对焊机进行全面检查。确定没有隐患,再接通电源。空载运行正常后方可施焊。保证焊机接线正确,必须良好、牢固接地以保障安全。焊机电源的通、断由电源板上的开关控制,严禁负载扳动开关,以免形状触头烧损。
3 、应经常检查氩弧焊枪冷却水 系统 的工作情况,发现堵塞或泄漏时应即刻解决,防止烧坏焊枪和影响焊接质量。
4 、焊工离开工作场所或焊机不使用时,必须切断电源。若焊机发生故障,应由专业人员进行维修,检修时应 作好防电击等安全措施。焊机应至少每年除尘清洁一次。
5 、钨极氩弧焊机高频振荡器产生的高频电磁场会使人产生一定的头晕、疲乏。因此焊接时应尽量减少高频电磁场作用的时间,引燃电弧后立即切断高频电源。焊枪和焊接电缆外应用软金属编织线屏蔽(软管一端接在焊枪上,另一端接地,外面不包绝缘)。如有条件,应尽量采用晶体脉冲引弧取代高频引弧。
6、氩弧焊时,紫外线强度很大,易引起电光性眼炎、电弧灼伤,同时产生臭氧和氮氧化合物刺激呼吸道。因此,焊工操作时应穿白帆布工作服,戴好口罩、面罩及防护手套、脚盖等。为了防止触电, 应在工作台附近地面覆盖绝缘橡皮,工作人员应穿绝缘胶鞋。


















 1031
1031

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











