







摘 要
在建材生产得领域内,客户有时候需要定制产品长度,厂家需要按其要求进行更改尺寸。这里介绍气动式飞锯机在一些建筑材料,五金管材等领域裁剪管材的原理和一些相关的计算,同时,该气动式定尺飞锯机可以进行精确的定位。现在看来,气动式定尺飞锯机在国内外都被广泛的使用,它价格相对便宜,精确度也更高并且绝大多数企业更能接受此飞锯机因此本文介绍了气动飞锯机的各种特性,介绍了几种飞锯机的优势以及气动飞锯机的优势,介绍它的优点,飞锯机的运行过程,控制系统的特点,设计路径和注意事项等。
关键词:飞锯机; 精度; 稳定性; 锯切; 导轨;
2气动式定尺飞锯机整体设计
2.1功能分析
气动式定尺飞行锯机应用的领域广泛,例如锯切焊接管,钢筋,轻铝管和大多合金管。显着的特征是由于其高的切割力和可切割管道的大直径范围,以及由于空气床装置保证了气动技术的高压力性,高效性和强大的控制特性。当然,由于加入了计算机的控制系统,可以让行走小车带锯切臂精准的到达所要锯切的位置,减少了工业误差,同时保证了生产效率。
2.2整体方案设计
气动式定尺飞锯机的完整计划草案
解决方案1:当管道(或型材)与发送器开关接触时,发送器开关指示工作中的气压缸拉动飞锯架,并同时对气压缸进行增压。在管道(或型材)和飞锯架的操作过程中发生同步,同时,夹紧装置的缸体由夹板固定,阻火器的夹板固定,并且管道的行程达到规定长度。根据行走气压缸的牵引力,锯车返回到其原始位置,并等待下一次锯切。
解决方案2:如果在操作过程中管(或型材)触摸识别开关,则信号开关指示工作的气压缸拉动飞锯架,并且管(或塑料)与飞锯架在操作期间同步。夹子同时夹紧。拧紧装置的气缸用来拧紧钳口,然后管道的行程达到锯切长度,并且接近操作命令锯切装置进行工作以实现切割。锯切完成后,在短时间内发生延迟,将锯片拾起,并命令夹紧气缸同时拾起。我完成了定长锯的所有工作,锯过的定长管子离开了飞锯,进入了滚轮工作台。同时,作为一步操作,小锯车根据气缸的牵引力返回到其开始位置,并开始下一次切割。
解决方案3:当您按下管道(或型材)并触摸信号开关时,信号开关将机芯导向夹紧装置的气缸,与此同时,气缸拉动飞锯移动,使其年轻化。在操作期间,同步和拧紧装置的钳口被同时固定,同时,由于飞行液压缸的拉力作用,飞锯车作为一个一步的过程返回到其原始位置,并等待下一次锯切。
解决方案4 :当管材靠近要求达到的位置时,编程控制器发出夹紧的命令,然后夹紧材料,进行切割。在这段时间之后,锯被抬起,夹具被释放,并且在可编程控制器的提早之后,锯车开始返回气缸,并且锯车等待下一个周期。
比较以上四个方案:
在第一个选项中,不需要“推升气缸”的步骤,因为拖动气缸可以推动手推车来跟踪移动的管道,但是在相反方向发送时,设计需要高速。牵引缸不能满足要求,因此在相反方向复位时,必须设置“气压缸助力支撑”步骤。另外,以这种方式,没有“短期延迟”步骤,“在切割完成后抬起锯片,同时命令抬起夹紧气缸”,这是设计上的缺陷并且是不合理的。
在第二种情况下,“在完成锯片并捡起锯片后,锯片会延迟一小段时间”。锯片完成后,会延迟一小段时间才拿起锯片,因此与实际情况不符。这是一个荒谬的设计。
在方案三中,“在气动缸同时与飞锯车同时拉动时,变速器开关指示夹紧装置的气动缸运动。”夹紧气动缸的操作与气动缸的操作同步。要跟踪手推车的管子(或型材),必须夹紧气压缸,以使管子(或型材)和飞锯手推车同步。
方案四中使用编程逻辑控制器控制系统,该控制器控制系统,没有延迟步骤,大大提高了精确度。
2.3整体结构设计
通过对以上四种方案进行分析和比较,最终选择方案四。
当管材到达编程器所规定的位置时,发送器开关命令行走小车移动。管材和移动小车在运行期间是同步的,当小车携带锯切臂到达指定位置,用工作钳夹紧管材进行锯切。锯切完成后,必须拿起锯片完成固定长度切割的所有任务。行走气压缸的牵引力和助力气压指示器的同步助力工作以返回到原始位置,并等待下一次锯切[4]。
正如图2.l所示:
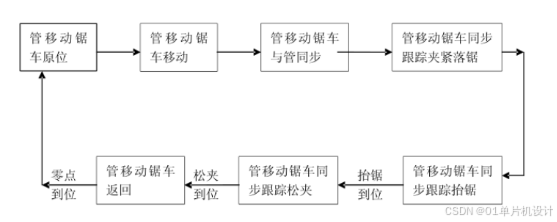
图2.1控制原理图
3气动式定尺飞锯机结构设计
飞锯机行走小车的运动分为以下七个步骤(见图3.2)。
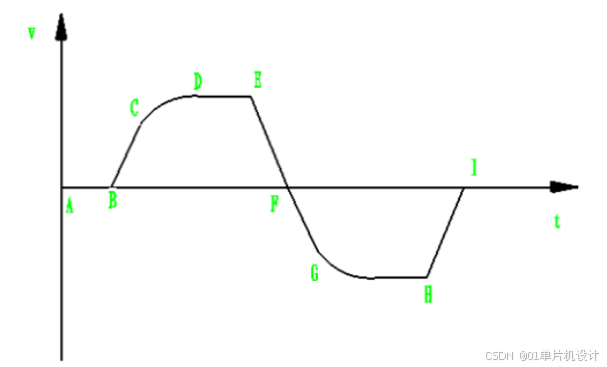
图3.1行走小车速度演示图
(1)AB部分表示等待。移动小车位于零点,当管材到达计算机规定的预约位置时,计算机发出启动和移动行走小车的命令。跟踪细分[5]。
(2)BC部分表示跟踪。行走小车在计算机的命令下进行移动。飞锯移动小车移动到点C时会加速与焊管进行同步。于飞切割机的扩展已达到固定值,并且系统已转移到同步操作部分。
(3)同步部分可以看图2的CE部分。当同步时,将小车固定到飞锯机的焊管延长线,D点是飞锯车进入同步段后经过一定区域。延迟后,锯切开始时间也是锯片缸开始移动的时间。 E点是行走小车同步结束的时间点,这时行走车完成了锯切操作,锯切臂返回其原始位置,行走小车开始进入前减速区。
(4)EF表示减速部分。
(5)FG是反向跟踪部分。 GH是反向同步段。 HI部分是反向减速部分。上面的部分与对应于向前运动的速度曲线完全匹配。如果速度为0,则飞锯车将停在0。至此,工作周期结束。
3.1行走小车设计
这种设计的气动定长飞锯机主要由飞锯床,主驱动系统,手推车,锯床系统,夹紧装置等组成。其形状如图3所示。
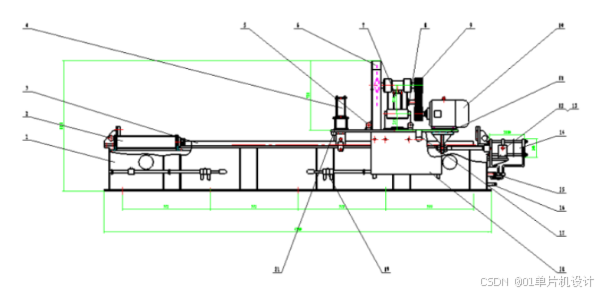
图3.2飞锯机的总装图
在图3.2中,1表示飞锯床体,2是助力缸,3是导轨,4是夹紧装置,7是锯床系统的气压缸,14是主传动系统的主推力缸,21在行走手推车。
气动定尺飞锯机通常采用行走床在下部床身上的布局。让手推车在床上来回走动。主传动系统放置在床上,气缸连接到床上,活塞杆头通过关节连接到手推车的后桥座。这样,就可以拖动气缸以完成从静态到轨迹的移动。设置手推车的资料,然后重置行走小车的工作。锯切系统安装在手推车的底盘中,并随手推车一起移动,以及时完成锯切操作。夹紧装置也安装在手推车的底盘中,并随手推车随时间推移而移动,以完成紫色夹紧操作。
4气动式定尺飞锯机锯切系统设计
4.1现有方案对比
方案一采用“ V”形摆臂将主轴焊接在“ V”形摆臂的一端,并将心轴焊接到“ V”形摆臂的拐角处。主轴结尾增加一销轴,销轴与锯切液压缸的压头相连,心轴通过心轴支架固定在手推车的底盘上,带齿的气缸图座与气动红耳轴相连,支架在行走它固定在端板上并连接到推车。 这种形式可用图4.1来示意。
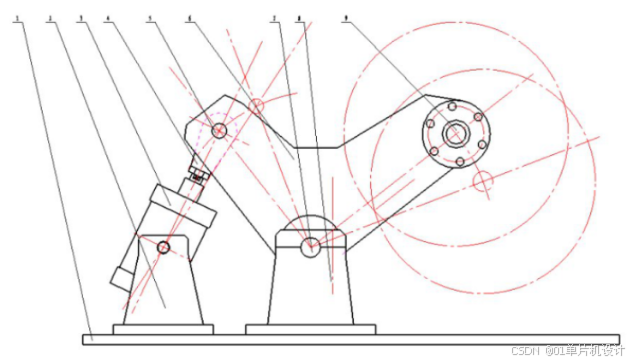
图4.1“V”形摆臂示意图
图4.1中1是行走小车底盘,2是锯切气压缸支座,3是锯切气压缸,4是接头,5是销轴,6是“V”字形摆臂,7是心轴,8是心轴支座,9是主轴。
5.3带传动设计计算
5.3.1 V带轮结构设计
带轮的材料通常是灰铸铁,钢,铝合金或工程塑料。
带轮由三部分组成:轮缘 ;轮毂;轮辐或腹板。这里车轮的凹槽尺寸,轮缘结构尺寸的设计参考机械设计手册。三角皮带轮根据不同的辐条结构分为实心,腹板,节流孔和椭圆形辐条四种。
图5.2V带带轮结构型式
5.7.2连接与密封
(1)缸筒与缸盖的连接
我们现在主要使用螺栓,拉杆螺栓,卡环,螺钉的方式将缸筒和缸盖进行连接。这主要是因为这些方法能够使缸筒和缸盖的结构更加简单并且拆分简单容易。通常无需检查螺栓的强度,因为四个螺栓的工作压力为0.5 MPa。
(2)密封
因为密封件的质量可以直接影响到气缸的使用寿命和使用性能,这对气缸的设计是十分关键的,所以我们必须采用那些表面相对光滑平整,没有太大缺陷的密封件,这样的密封件可以延长机器的使用寿命,对于成本也有相对的减少,同时设计起来也更加的简单方便。市场上主要用橡胶,聚氯乙烯,灰铸铁等材料制作密封元件,大多数型号分为:Y,L,J,U,V型而, O形圈密封件运行稳定,具有大的静摩擦系数,具有相对简单的密封结构并在当今得到了广泛应用,但其使用时常比其他类型的密封件稍微低一些。型Y型密封圈主要应用在动态密封,摩擦系数比其他类型小,磨损后具有自动校正功能,使用寿命长。
我设计的活塞密封结构采用0密封圈,密封件的可靠性和结构简单。安装后,0型密封圈的内径应比活塞杆小0.1mm至0.35mm。
结 语
毕业课程设计持续了三个多月,终于宣告结束,并且,这意味着四年大学生活也完全停止了。在指导教师的指导下,我完成了气动式定尺飞锯机的结构设计。
(1)此设计的创新之处在于:在切割装置的设计采用“ V”形摆臂的方式,该摆臂被采用的优点有“V”字方式摆臂可以在锯切过程中轻松实现摆动运动。添加夹紧紫色圆柱体可以大大提高切割精度。导轨的设计非常的简单实用。我设计的气动定长飞锯机价格便宜,易于操作且易于维护,因此受到大多数中小型公司的喜爱。
(2)尽管增加了增压缸和夹紧缸,但是切割精度仍然不能与电脑锯相比较,这是由于推动力靠气压提供而导致的。
(3)我们知道,中国的焊管行业仍然有待发展,而焊管行业最重要的设备——飞锯机仍需要发展。

















 1237
1237

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









