









摘 要
随着我国汽车生产水平的不断提高,塑料微阻尼器需求量更大,塑料微型阻尼器大量应用于汽车制造,家具生产,仪器生产,家用电器等行业,为防止运动部件的开关震动而导致损坏接头表面。塑料微阻尼器具有成本低,产量大的特点,随着自动化在制造业越来越受重视,高C精度微量注油技术也备受关注,阻尼器注油是阻尼器生产的重要环节,也是自动化生产必不可少的一部分,人工注油生产是现今塑料微阻尼器的主要生产方式,这种生产方式效率低且报废率高,劳动强度大成本高。故而,本文的研制了一种高效的塑料微阻尼器自动注油装置,并根据塑料微阻尼器的生产特点,研究了其高粘度测微计注油技术。主要研究工作和成果如下:
以某公司生产的塑料微阻尼器为对象,在调研了小零件注油技术在国内外的发展状况后,根据技术参数及注油工艺,并根据塑料微阻尼器的结构对自动注油技术进行了整改并优化。
详细研究了多工位塑料微阻尼器自动注油技术总体方案中涉及的关键技术。微量计量高粘度注油技术:由于高粘度阻尼油的流动性比较差,通过微量计量方法并不断进行实验检测。本机实现了输送量和体积微量计量100万cs阻尼油的0〜5 g微量注入功能。
本文研发的齿轮式注油机机构具备生产效率高、注油生产过程连续、生产产品质量高等优势,大大降低人工劳动强度、生产成本也得到降低。本文所研究的齿轮式注油机机构,也可广泛延伸使用于一些其它微小零部件的注油生产。
关键字: 自动注油机设计; 微量注油技术; 高粘度注油;微小部件注油
产品结构设计
自动注油机是一种应用于应用于微阻尼器自动装配线的注油工位。的专用设备,具有高精度注油、全自动定量注油等特点。它的主要构件为支架、弹簧、入油口、滑轨、滑块、气缸、联轴器、注油头等装置。总体结构如图1所示。
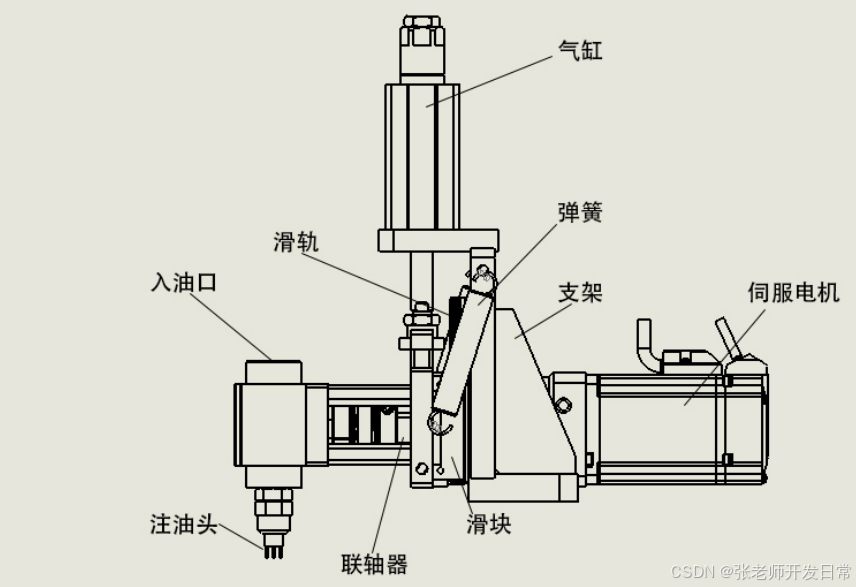
图1 齿轮注油机总体结构图
齿轮齿根弯曲疲劳强度校核
齿轮的危险部分目前分为两种陈述。一些危险部分采用抛物线法,有些采用30°切线法和标准齿条顶线法。 1976年至1978年,在分析双弧齿轮的光弹性弯曲应力时,郑州机械研究所发现了弯曲应力分布的“双峰现象”。有人提出,刘易斯方法仅适用于切线为30°的渐开线齿轮。该方法仅适用于压力角为20°的渐开线齿轮。渐开线齿轮中也存在应力分布的“双峰现象”。 1977年,IS0制定了抗弯强度计算方法。 1984年,中国还参照IS0方法制定了抗弯强度计算方法(GB3480-83),并全部采用30°切线法。如图
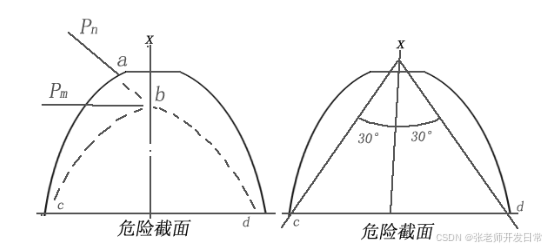
图1 双峰现象图解
电机安装尺寸
通过本文1部分对电机的选型计算,可知选取得电动机型号为Y315M-4,通过查《松下电机选型手册》如表,电机安装尺寸如图
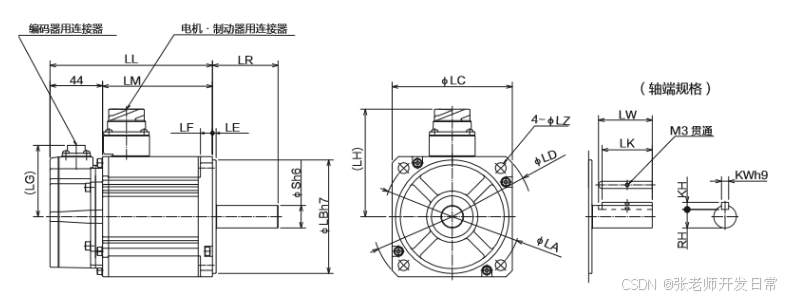
图 电机安装尺寸图
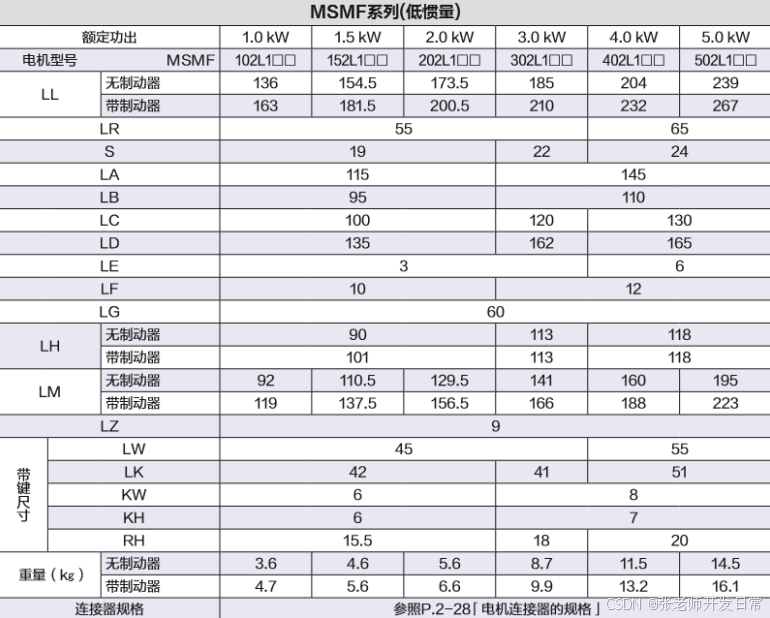
表 电机安装尺寸表
轴承选型
滚动轴承通常由四个部分组成:外圈,内圈,滚动元件和保持架。外圈通常组装在零件座上,并直接与框架或外壳接触。内圈通常直接与轴接触。这样,内圈和外圈起着固定轴承的作用,内圈和外圈之间的滚动元件主要起到减小摩擦的作用,沿着内圈和外圈之间的滚道滚动,保持架的作用是使滚动体和滚动体保持一定距离,以免被挤在一起。滚动轴承通常可以根据轴承载荷方向和内部滚动元件的形状进行分类,按照承受载荷方向可分类如表4.1
表1 轴承参数表
轴承种类 向心轴承 推力轴承
接触方式 径向接触 角接触 角接触 轴向接触
公称接触角α α=0° 0°<α≤45° 45°<α<90° α=90°
根据滚动体的形状,可分为调心球轴承,调心滚子轴承,圆锥冷却器轴承,推力球轴承,深沟球轴承,圆柱滚子轴承,滚针轴承和角接触轴承。如图1深沟球轴承结构示意图。
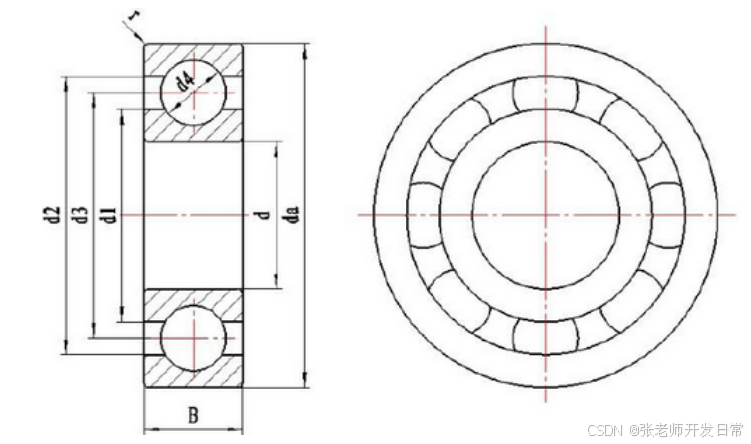
图1 深沟球轴承结构示意图
结论
本文主要研究齿轮式注油机结构所需功能,确定了齿轮式注油机结构得整体设计方案和对其主要部分的计算和校核。以某公司生产的塑料微型阻尼器为对象,分析了注油过程和技术参数,重点解决了注油量必须定量供给,无外泄现象,零件通过注油后其内腔应均匀;要求单头自动注油,无需人工干预,油脂不得回收;注油机应运转平稳,工作可靠,结构简单,易于拆装,易于维护和调节。尽可能使用标准零件,通用零件和外包零件,以降低制造成本;使用电气零件控制等问题。
本文研究的塑料微阻尼器自动装配线具有装配过程连续、产品质量一致性好、生产效率高等优点,可有效减少劳动强度、节约生产成本。本文研究的塑料微阻尼器自动装配技术及其装配线,可推广应用于其它微小零部件的自动装配。
参考文献
[1] 孙廷刚.自动装配线(机)设计的关键技术研究及应用[D].成都:四川大学,2007.
[2] 倪俊芳,莫建中.面向装配自动化的产品设计方法[J].苏州丝绸工学院学报,1999.2:12-14.
[3] 吴季良.柔性装配单元和柔性装配系统[J].机械工业自动化,1987,(3):53-56.
[4] Salour A,Cunov J,Prat P. Flexible Assembly System[C]. F:159-166.
[5] Wu N,Zhou M C,LiZ W. Resouree orienteA Petd net for deadlock avoidance in flexible assembly systems[J]. Systems,Man and Cybernetics,Part A:Systems and Humans,IEEE Transactions on,2008,38(1):56-69.
[6] 姜中威.自动化装配技术与柔性装配系统探索[J].黑龙江科技信息,2005,(10):26.
[7] Cavalcanti A. Assembly automation with evolutionary nanorobots and sensor based control applied to nanomedicine[J]. Nanotechnology,IEEE Transactions on,2003,2(2):82-87.
[8] 李绍炎,钟健,熊伟棠.自动化装配生产线结构原理及节拍优化设计[J].深圳职业技术学院学报,2008,1:22-24.
[9] Peter Grondahl,Mauro Onori. Standardised flexible automatic assembly evaluating the Mark IV approach[J]. Assembly Automation,2007,20(3):217-224.
[10] 陈满足.全自动手表分轮装配系统的研制[D].厦门:厦门大学,2009.
[11] 熊永家,山传文.装配自动化与产品设计[M].北京:机械工业出版社,2009,1:1-5.
[12] 王要敏.国外自动化装配发展概况[J].国外组合机床,1975,s4:1-4.
[13] 王镛.自动化装配技术的研究与发展[J].组合机床与自动化加工技术,1990,11:2-10.
[14] Erik Hultman,Mats Leijon. Utilizing cable winding and industrial robots to facilitate the ma-n ufacturing of electric machines[J]. Robotics and Computer Integrated Manufacturing,2013,29(1):246.
[15] 徐秀娟.套筒与轴自动装配机的设计与研究[D].陕西:陕西科技大学,2005.
[16] 郑建鑫.基于成组技术的零件分类编码研究[D].上海:上海交通大学机械与动力工程学院,2009,10.
[17] 田风雷.微硬盘自动装配站的设计与仿真[D].武汉:华中科技大学,2006.
[18] M Weck,C Peschke. Equipment technology for flexible and automated icro-assembly[J]. Micr-o system Technologies,2004(10):241-246.
[19] Makoto Mizukawa. Robot Technology(RT)Trend andStandardization[C]. 2005 IEEE Worksh-o
p on Advanced Robotics and its Social Impacts,Nagoya,Japan,2005:249-253.
[20] Woern H. Flexible micro-robots for micro-assembly tasks[C]. IEEE International Conference of Intelligent Robot s and Systems,2000:135-143.
[21] Sam Cubero. Industrial Robotics:Theory,Modelling and Control[M]. PLV pro literatur Verlag Robert
Mayer-Scholz,2007.
[22] 周炜.单元化装配规划关键技术研究[D].上海:华东理工大学,2011.
[23] Homem DeMello LS,Sanderson AC. Evaluation and seleetion ofassembly Plans[A]. Proeeedings of the1990 IEEE Intemational Conferenee on Roboties and Automation[C]. 1990,3:1588-1593.
[24] Sukan L,Gil SY. Assembly Planning based on subassembly extraetion[A]. Proeeedings of the l990IEEE Intemational Conference on Roboties and Automation[C]. 1990,3:1606-1611.
[25] 张旭堂,刘文剑,金天国.机械产品非线性装配顺序规划研究[J].计算机集成制造系统一 CIMS, 2004,10(l):88-94.
[26] 顾成章.挂锁主体自动装配系统研究[D].杭州:杭州电子科技大学,2012.
[27] M. E. Merchant. World trends in flexible manufacturing systems[J]. The FMS Magazine,1982,1(1): 4-5.
[28] 何家盼.多品种柔性化装配线设计与仿真研究[D].苏州:苏州大学,2014,4.
[29] 李玉.微系统自动化装配技术[M].北京:电子工业出版社,2008,3.

















 432
432

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









