






📊 PLC自动化设计 | 毕业设计指导 | 工业自动化解决方案
✨ 专业领域:
- PLC程序设计与调试
- 工业自动化控制系统
- HMI人机界面开发
- 工业传感器应用
- 电气控制系统设计
- 工业网络通信
💡 擅长工具:
- 西门子S7系列PLC编程
- 三菱/欧姆龙PLC应用
- 触摸屏界面设计
- 电气CAD制图
- 工业现场总线技术
- 自动化设备调试
📚 主要内容:
- PLC控制系统设计
- 工业自动化方案规划
- 电气原理图绘制
- 控制程序编写与调试
- 毕业论文指导
- 毕业设计题目与程序设计
✅ 具体问题可以私信或查看文章底部二维码
✅ 感恩科研路上每一位志同道合的伙伴!
(1)螺钉锁附作为工业加工现场最为常见的工艺之一,市场上对自动螺丝机的性能和效率要求越来越高。本文设计并开发了一款基于PLC的双通道自动螺丝机控制系统,该系统结合了PLC控制技术、伺服驱动技术和气动技术,实现了对工件锁附螺钉和冲孔过程的自动控制,提高了锁附螺钉及冲孔精度的同时,进一步提升了加工速度和效率。
首先,本文以某工件的螺钉锁附要求为出发点,分析了双面锁附两种小长径比自攻螺钉及定位冲孔的工艺流程。在设计过程中,考虑了振动送钉组件、治具移工件机构、锁附螺钉机构、冲孔机构及移载机构等关键组成部分。具体来说,振动盘搭配吸气式取钉法用于供应螺钉,两个振动送钉组件分别供应两种不同类型的螺钉;两条治具移工件机构负责将待锁附螺钉的工件移动到锁附点,并能够翻转工件以便于双面锁附;两条锁附螺钉机构则承载电批完成取钉、送钉和锁钉任务;冲孔机构用于将工件移动到冲孔点进行冲孔操作;两条移载机构分别用于对冲孔工件进行上料和下料。
总体工艺方案的设计充分考虑了各个工艺动作之间的协调性,确保整个系统的高效运行。例如,在锁附螺钉过程中,通过振动盘和吸气式取钉法的配合,可以实现快速而准确的螺钉供应。同时,通过设置翻转装置,使得工件可以在锁附螺钉时进行定角度翻转,从而实现双面锁附。此外,引入了扭矩检测功能,以控制螺钉锁附过程中的扭矩,防止滑锁和浮锁现象的发生。
(2)针对自动螺丝机的工艺方案,本文对控制系统的硬件配置进行了详细设计和选型。为了提高系统的可靠性和稳定性,选择了高性能的PLC作为控制核心,并配备了相应的输入输出模块。考虑到伺服驱动技术在精确定位方面的优势,采用了CAN总线来控制伺服系统,实现了高精度的位置控制。同时,通过设置扭矩检测传感器,实时监测螺钉锁附过程中的扭矩值,确保每个螺钉都能达到预定的锁紧力矩。
在硬件选型方面,振动送钉组件选用了具有高稳定性的振动盘,结合吸气式取钉法,确保螺钉的连续供应。治具移工件机构则采用了直线导轨和伺服电机组合,能够精确地将工件移动到指定位置,并且具备翻转功能。锁附螺钉机构配备了高精度的电批,通过伺服电机驱动,可以实现螺钉的快速锁附。冲孔机构同样采用伺服电机驱动,能够准确地将工件移动到冲孔位置。移载机构则使用气动元件和伺服电机相结合的方式,确保上下料过程的高效和精准。
控制系统电路设计中,特别注意了各个组件之间的电气连接和信号传输。通过合理布线和屏蔽措施,减少了电磁干扰对系统的影响。此外,还设置了多种安全保护装置,如急停按钮、限位开关等,以确保设备在异常情况下能够及时停止运行,保障人员和设备的安全。
(3)通过对控制系统工艺方案和硬件结构的深入分析,本文研究了基于CAN总线的自动螺丝机控制系统软件方案。首先,定义了伺服PDO变量映射,明确了各伺服电机与PLC之间的数据交换方式。然后,根据锁附螺钉、治具移工件及冲孔的工艺流程,绘制了详细的程序流程图和伺服点位图。这些图表不仅有助于理解整个控制逻辑,也为后续的编程工作提供了清晰的指导。
在软件设计方面,本文使用了SoMachine软件来编写PLC程序。SoMachine是一款功能强大的PLC编程软件,支持多种编程语言,包括梯形图、功能块图和结构化文本。通过SoMachine,可以方便地实现复杂的控制逻辑,并且易于调试和维护。对于触摸屏画面程序的设计,则采用了MCGS软件。MCGS是一款专业的组态软件,能够快速构建直观的人机交互界面。通过MCGS,操作员可以实时监控设备状态,调整参数设置,接收报警信息等,极大地提升了系统的易用性和可维护性。
在软件设计过程中,特别注重了各个工艺环节之间的协同控制。例如,在锁附螺钉过程中,PLC会根据当前的工艺步骤,控制振动盘启动、电批移动到指定位置、执行锁附动作,并实时监测扭矩值。一旦发现扭矩超出预设范围,系统会立即停止锁附,并发出报警信号。在冲孔过程中,PLC会控制冲孔机构将工件移动到冲孔位置,触发冲孔动作,并在完成后将工件移回初始位置。通过这种方式,确保了整个生产过程的高效和稳定。
(4)在完成了软硬件设计之后,本文对自动螺丝机控制系统进行了全面的运行调试。首先是通信调试,确保PLC与各个伺服电机、传感器和其他外部设备之间的通信正常。接着是气动回路调试,检查气动元件的工作状态,确保气压和气流符合要求。随后是伺服系统运行调试,验证伺服电机的运动精度和响应速度。最后是系统整体运行调试,模拟实际生产环境,对整个控制系统进行全面测试。
在调试过程中,发现了一些问题并进行了改进。例如,在某些情况下,振动盘的供钉速度不够快,导致生产线出现短暂的停顿。通过调整振动盘的频率和振幅,解决了这一问题。另外,在锁附螺钉过程中,偶尔会出现扭矩检测不准确的情况。通过优化扭矩传感器的安装位置和校准方法,提高了检测精度。经过多轮调试和完善,最终实现了系统的稳定运行。
// 定义输入输出点
I0.0 : START_BUTTON
I0.1 : STOP_BUTTON
I0.2 : EMERGENCY_STOP
Q0.0 : VIBRATOR_1
Q0.1 : VIBRATOR_2
Q0.2 : CONVEYOR_MOTOR
Q0.3 : ELECTRIC_DRIVER_1
Q0.4 : ELECTRIC_DRIVER_2
Q0.5 : PUNCH_MOTOR
Q0.6 : ALARM_OUTPUT
// 主程序
OB1:
// 初始化
LD I0.0
AND NOT I0.1
AND NOT I0.2
O M0.0
= M0.0
// 启动振动盘
LD M0.0
O TONR T37, 500
= Q0.0
= Q0.1
// 启动输送带电机
LD M0.0
O TONR T38, 500
= Q0.2
// 启动电批
LD M0.0
O TONR T39, 500
= Q0.3
= Q0.4
// 启动冲孔电机
LD M0.0
O TONR T40, 500
= Q0.5
// 停止所有设备
LD I0.1
OR I0.2
R T37
R T38
R T39
R T40
R M0.0
= Q0.0
= Q0.1
= Q0.2
= Q0.3
= Q0.4
= Q0.5
// 报警处理
LD I0.2
S Q0.6, 1
LD NOT I0.2
R Q0.6, 1
// 定时器T37初始化
T37:
PT 500
END_TIMER
// 定时器T38初始化
T38:
PT 500
END_TIMER
// 定时器T39初始化
T39:
PT 500
END_TIMER
// 定时器T40初始化
T40:
PT 500
END_TIMER
// 子程序:故障检测
FB1:
IN FaultSignal: BOOL
OUT FaultDetected: BOOL
// 故障信号检测
IF FaultSignal THEN
FaultDetected := TRUE
ELSE
FaultDetected := FALSE
END_IF
END_FUNCTION_BLOCK
// 调用子程序
CALL FB1
IN FaultSignal := I0.2
OUT FaultDetected := M0.1
// 扭矩检测
FB2:
IN TorqueValue: INT
IN Setpoint: INT
OUT TorqueOK: BOOL
// 检测扭矩是否在设定范围内
IF TorqueValue >= (Setpoint - 10) AND TorqueValue <= (Setpoint + 10) THEN
TorqueOK := TRUE
ELSE
TorqueOK := FALSE
END_IF
END_FUNCTION_BLOCK
// 调用子程序
CALL FB2
IN TorqueValue := 25 // 假设的扭矩值
IN Setpoint := 25 // 设定点
OUT TorqueOK := M0.2
// 翻转装置控制
FB3:
IN FlipSignal: BOOL
OUT Flipped: BOOL
// 控制翻转装置
IF FlipSignal THEN
Flipped := TRUE
ELSE
Flipped := FALSE
END_IF
END_FUNCTION_BLOCK
// 调用子程序
CALL FB3
IN FlipSignal := M0.3
OUT Flipped := M0.4
// CAN总线控制
FB4:
IN Position: INT
IN Speed: INT
IN Acceleration: INT
OUT ServoReady: BOOL
// 通过CAN总线控制伺服电机
ServoReady := TRUE // 假设伺服电机已准备好
END_FUNCTION_BLOCK
// 调用子程序
CALL FB4
IN Position := 100 // 目标位置
IN Speed := 50 // 速度
IN Acceleration := 10 // 加速度
OUT ServoReady := M0.5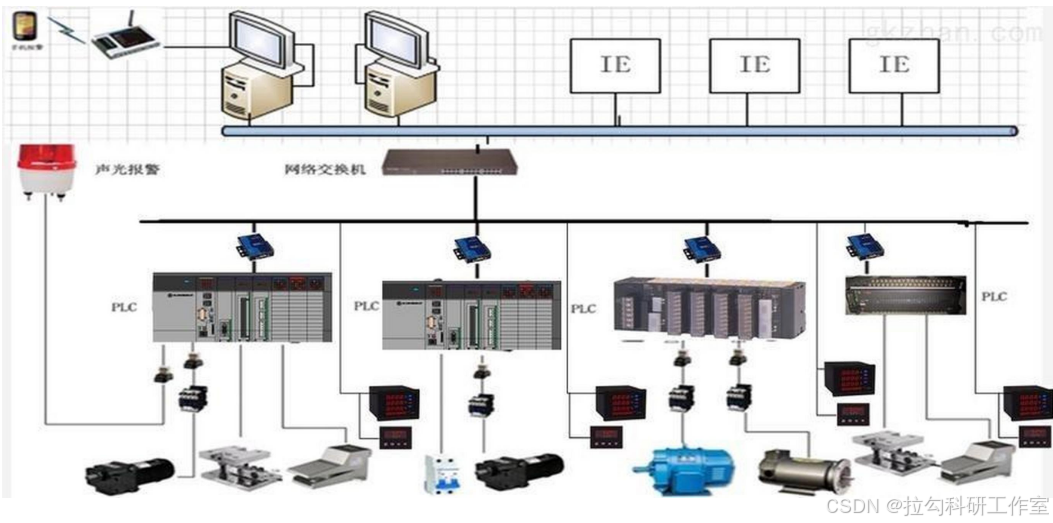

















 1万+
1万+

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









