






前言:最近有个项目用了西门子1215PLC和台达的ASD-B2伺服驱动,电机是台达17位的编码器型号。
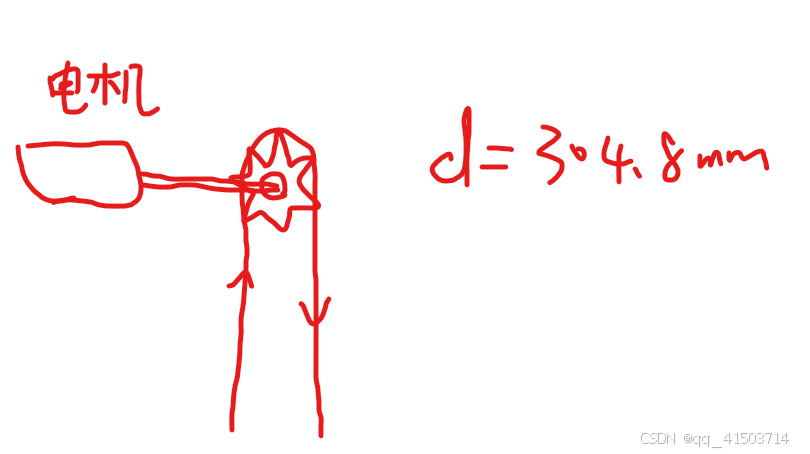
项目用电机带动拖链,导程是304.8mm,电机减速器是1:100。
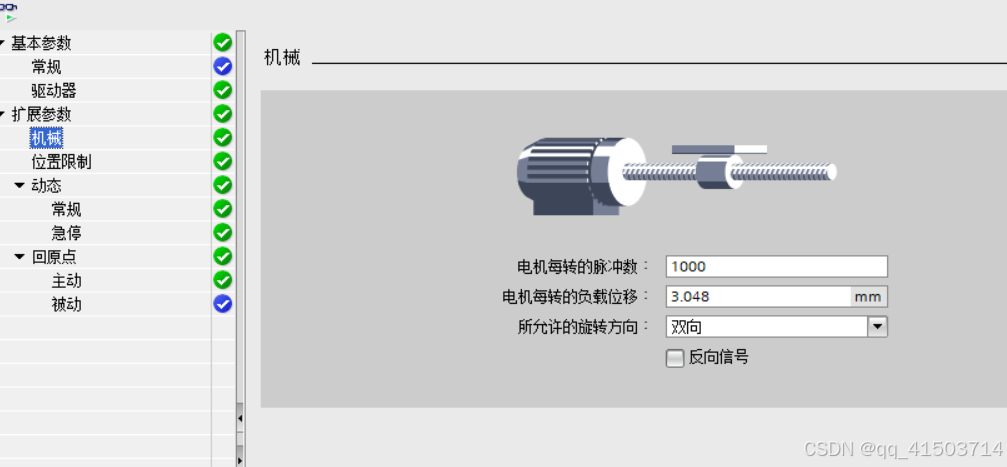
博图工艺对象
我用的是1215自带的PTO
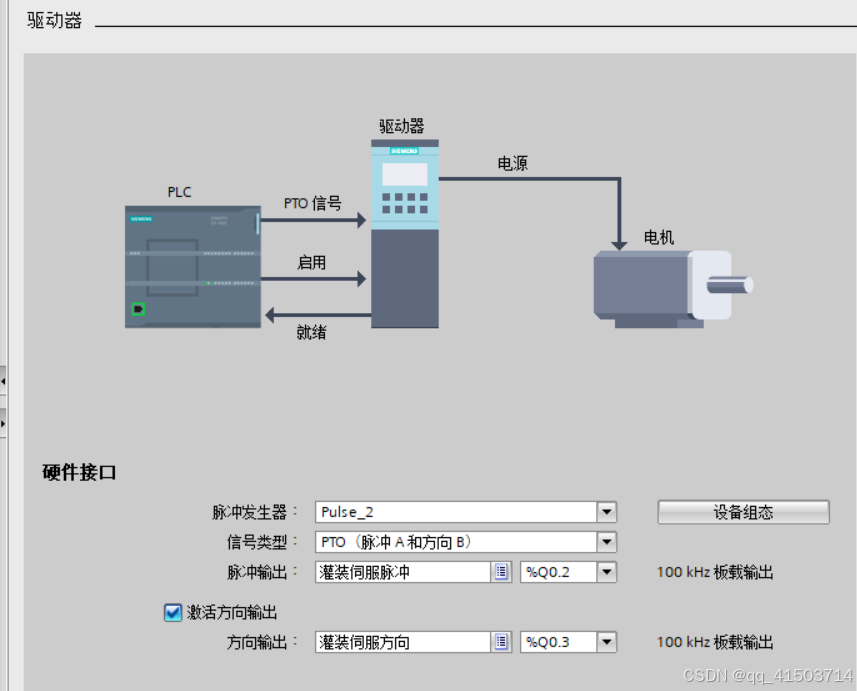
主要是这页
台达伺服驱动设置

电子齿轮比N/M=160/1
这里有个问题困扰我好久,就是台达伺服电机的每转脉冲数的值,如果按17位来算=1310172pulse/转,结果实际跑的值有误差。直到我看了这页。
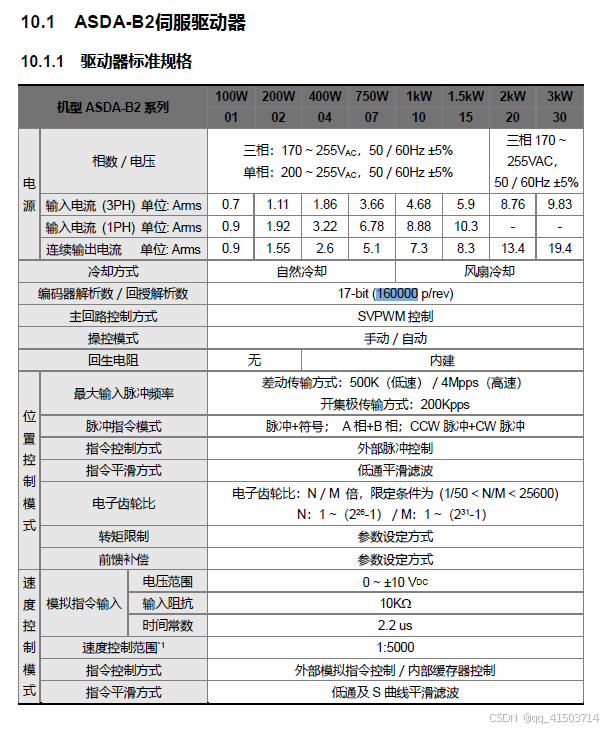
可以看到它17位的是16000p/r,看了论坛似乎台达的每转脉冲数按照基数的几倍来算,不是2的幂数来算。
电子齿轮比计算和工艺对象设置
导程D=304.8;
每转脉冲数F=16000;
减速器转速比a/b=1/100;
电子齿轮比N/M设置了160/1;
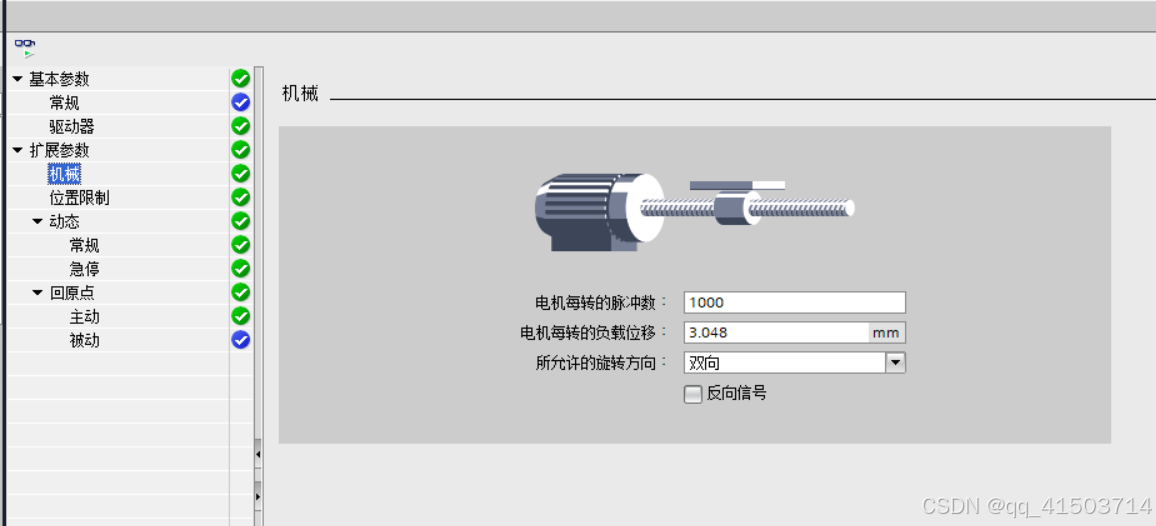
工艺对象设置电机每转脉冲数f=1000;
负载每转位移d为计算值;
计算公式:
(F/D)(M/N)(a/b)=f/d;
(16000/304.8)(1/160)(100/1)=1000/d;
d=3.048;
故在博图工艺对象设置
当然,有的时候为了方便计算脉冲数和负载位移的关系,先定好工艺对象每转脉冲数和负载位移量,比如1000pulse对应1mm,这样只要根据公式,把电子齿轮比N/M改成(160/3.048/1),为了精确需要写成分子分母即16000/3048。

















 369
369

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









