







1. 产品日产量测定(加计数)
【功能】
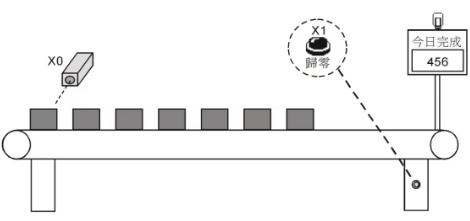
- 生产线可能停电或休息关掉电源,重新开始生产后需从停电前的记录开始对产品进行计数
- 计数到达指定数量时,目标完成指示灯亮,提醒工作人员做好记录
- 按下归零按钮,产品重新计数
【I/O表】
| PLC 装置 | 控制说明 |
|---|---|
| X0 | 光电感测器,当检测到产品时,X0=On |
| X1 | 归零按钮 |
| Y0 | 指示灯 |
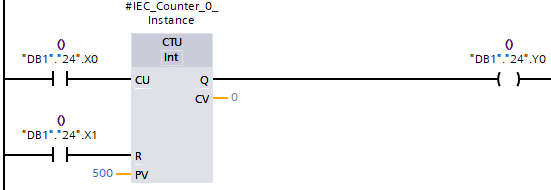
计数器R复位无需母线电压支持,只需当前引脚被On,计数器即可清零
【程序实现】
【说明】
- 有产品经过X0时,开始计数,到达指定数量PV后,计数器Q点导通Y0=On
- X1=On,复位计数器
注:计数器具有停电保持功能
2. 产品出入库数量监测(计数累加)
【功能】
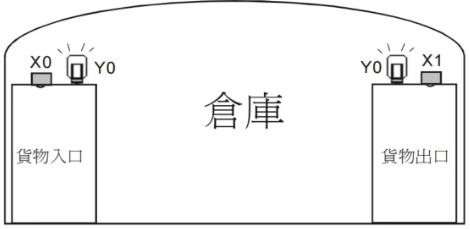
- 对仓库内的产品数量进行监控,并且当仓库内的产品数量达到 10个时,开始报警。在仓库的入出口处均设置有检测产品的光电感测器。
【I/O表】
| PLC 装置 | 控制说明 |
|---|---|
| X0 | 入库检测光电感测器,有货物入库时X0=On |
| X1 | 出库检测光电感测器,有货物出库时X1=On |
| Y0 | 报警灯 |
【程序实现】
【说明】
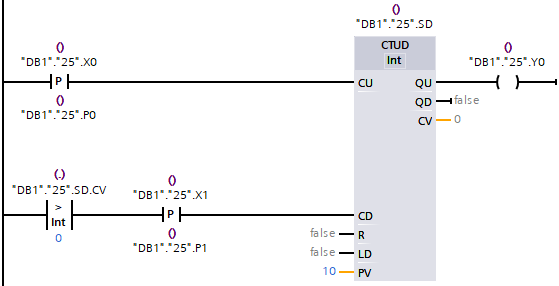
- 当入库X0=On 计数器CU加计数
- 当库内有产品且出库X1=On 计数器CD减计数
- 当计数器当前值CV到达指定PV数量后,QU导通Y0=On
3. 24小时时钟(计时)
【功能】
- 实现24小时时钟功能
- 按下开始按钮开始计时开始
- 按下清零按钮计时器清零
- 计时24h后自动重新开始计时
【I/O表】
| PLC 装置 | 控制说明 |
|---|---|
| S1 | 开始计时 |
| S2 | 计时清零 |
| s | 秒针 |
| m | 分钟 |
| h | 小时 |
【程序实现】
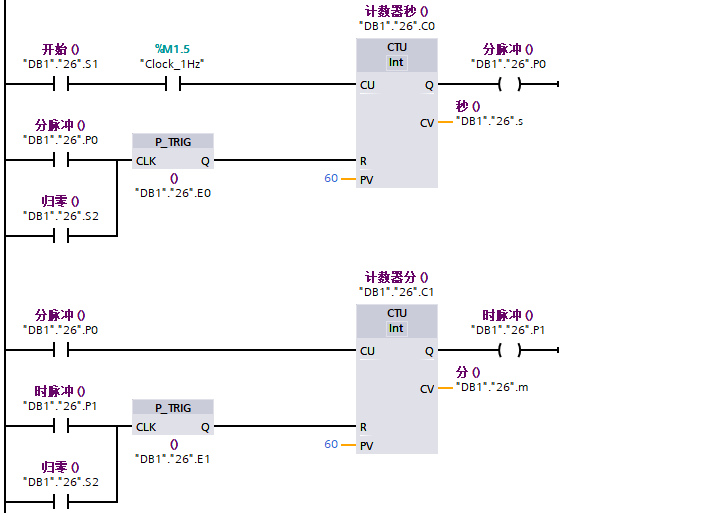
【说明】
- 激活PLC时钟功能,M1.5为1S脉冲信号,当计数器C0(秒计数)到60S时置位P0(分脉冲),同时复位计数器C0,秒(Int)数值为C0.CV
- P0=On同时计数器C1(分计数)加1,到60分钟时置位P1(时脉冲),同时复位计数器C1,分(Int)数值为C1.CV
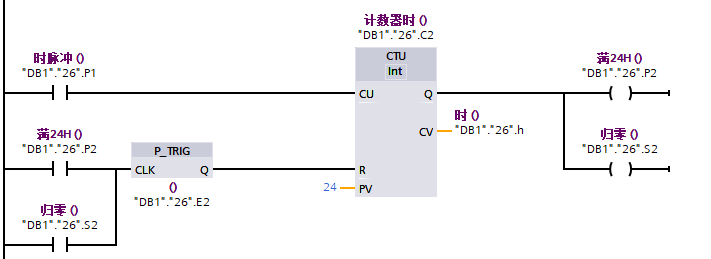
- P1=On同时计数器C2(时计数)加1,到24小时后复位


















 3425
3425

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











