






 本文提供了通用的蜗杆和梯形螺纹加工宏程序,适用于广数980TD等机床。通过直进、斜进、左右切削等方法的介绍,重点讲解了“分层切削”法,降低切削抗力,保证加工质量。程序简单易懂,方便不熟悉宏程序的工人使用。
本文提供了通用的蜗杆和梯形螺纹加工宏程序,适用于广数980TD等机床。通过直进、斜进、左右切削等方法的介绍,重点讲解了“分层切削”法,降低切削抗力,保证加工质量。程序简单易懂,方便不熟悉宏程序的工人使用。
本文参考部分资料编制了一个通用的加工蜗杆和梯形螺纹的程序,遇到蜗杆和梯形螺纹就可以直接套用该程序,这样即使对宏程序不太熟悉的工人也可以加工蜗杆和梯形螺纹了。
一、加工螺纹的一般方法
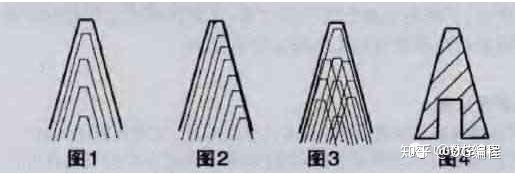
在数控车床加工螺纹一般有四种方法;直进法、斜进法、左右切削法和切槽刀粗切槽法四种。
1、直进法;如图1所示,螺纹刀间歇性进给到牙深处,采用此种方法加工梯形螺纹时,螺纹车刀的三面都参与切削,导致加工排屑困难,切削力和切削热增加,刀尖磨损严重,进刀量过大时,还可能产生扎刀现象。很显然,加工大螺距梯形螺纹和蜗杆是不可取的。
2、斜进法;如图2所示,螺纹车刀沿牙型角方向斜向间歇进给到牙深处,采用此种方法加工梯形螺纹时,螺纹车刀始终只有一侧刀刃参加切削,从而排屑比较顺利,刀尖的受力和受热情况有所改善,在车削中不易引起扎刀现象。
3、左右切削法;如图3所示,螺纹车刀沿牙型角方向交错间隙进给至牙深,该方法同于斜进法,在数控车床上采用宏程序编程来实现。
3、切槽刀粗切槽法;如图4所示,该方法先用切槽刀粗切槽,再用梯形螺纹车刀加工螺纹两侧面,这种方法在数控车中较难实现。
二、蜗杆和大螺距梯形螺纹特点和加工方法
车削加工蜗杆和大导程螺纹,无论用斜进法还是左右切削法,切削抗力非常大,以前只能用高速钢车刀低速车削加工,生产效率非常低。为了用硬质合金刀具也能加工,就得设法降低刀刃的切削深度,因此本文采用了“分层切削”的方法来加工。
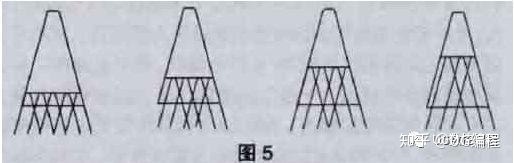
把螺纹或蜗杆的牙槽分成若干层,转化成若干个较浅的梯形槽来进行切削,每一层的切削都采用先直进后向左的车削方法。由于左切削时槽深不变,刀具只需做向左的方向!沿导轨方向,进给,这样就把左右切削法和斜进法有机地结合了起来,由于只有一个切削刃进行切削,还可以有效地控制切除余量,这样可以很好地保证表面质量和刀具的使用寿命。如图五所示。
三、加工蜗杆和梯形螺纹的宏程序
1、刀具的选择;由于中小企业多买经济型数控车床,常见国产机是广州数控和华中数控,因此本文以广数980TD为例来编程加工。车刀选用硬质合金车刀(刀头宽度略小于梯形螺纹的槽底宽度。
2、加工的宏程序;如加工Tr40×10-7e的梯形螺纹(其程序如下; O001!程序名,
T0101 M03 S350;!选取螺纹车刀(设定主轴转速每分钟350转,G99 G21 G97 M08;(每转进给(开切削液)
G65 H01 P#101 Q10;(螺距10mm)
G65 H01 P#102 Q5.25;(牙高5.25mm)
G65 H01 P#103 Q0;(初始化每次Z向偏移量)
G65 H01 P#104 Q0.2;(每次X向进给量)
G65 H01 P#105 Q15;(每次Z向起点)
G65 H01 P#106 Q-30;(梯形螺纹长度30mm)
G65 H01 P#107 Q40;(螺纹公称直径)
G65 H01 P#130 Q3.5;(螺纹刀头宽度3.5mm)
G65 H01 P#131 Q3.928;(螺纹槽底宽3.928mm)
G65 H03 P#132 Q#131 R#130;(螺纹槽底宽减去刀头宽)
G65 H02 P#108 Q#107 R3;(偏离公称直径3mm,如果是加工内螺纹则改为H03)
G00 X#108;(X向起刀点)
N100 G65 H03 P#120 Q#105 R#103;(计算Z向起点)
G00 Z#120;(Z向起刀点)
G65 H03 P#109 Q#107 R#104;(X向的进给深度)
G92 X#109 Z#106 F#101;(梯形螺纹加工)
G65 H03 P#103 Q#103 R0.2;(Z向偏移量每次减0.2mm)
G65 H03 P#110 Q#102 R#104; G65 H33 P#111 Q2 R15;!正切值计算(如果是蜗杆则R20, G65 H04 P#121 Q#111 R#110; G65 H02 P#133 Q#112 R#132;(每层Z向移动量)
G65 H86 P100 Q-#103 R#133;(若每层没切完(则返回N100,注意负号)
G65 H02 P#104 Q#104 R0.2;
G65 H04 P#114 Q#102 R2;
G65 H03 P#116 Q#107 R#114;(每层X向移动量)
G65 H01 P#103 Q0;(每层切完Z向返回初始值)
G92 X#109 Z#106 F#101;(精加工右侧面第一刀)
G92 X#109 Z#106 F#101;(精加工右侧面第二刀)
G92 X#109 Z#106 F#101;(精加工右侧面第三刀)
G65 H03 P#134 Q#105 R#132;(精加工左侧面起刀点计算)
G00 Z#134;!精加工左侧面Z向起刀点,
G92 X#109 Z#106 F#101; !精加工左侧面第一刀,
G00 Z#134;
G92 X#109 Z#106 F#101; !精加工左侧面第二刀,
G00 Z#134;
G92 X#109 Z#106 F#101; !精加工左侧面第三刀,
G00 X100 Z100 M09;!远离工件(关切削液,
M05;!主轴停,
M30,!程序结束,
四、使用方法
把上述程序输入到机床中保存下来,如果在加工中遇到梯形螺纹或蜗杆,就把些主要参数在该程序中进行些修改,参数主要是大径、螺距、牙深、槽宽,以及刀具的刀具号、刀头宽度(修改的位臵见程序中括号内所描述。检查正确后就可以加工了,十分方便,不需要操作者有很高的宏程序编辑能力。
实践证明,采用“分层切削”法加工蜗杆和梯形螺纹,可以在保证刀具不打刀、不扎刀的情况下,高精度、高效率地完成蜗杆和大螺距螺纹的加工。
ps:如有错误之处还望大家指出,有不同方法也可以留言哦!
本文来自莫莫的微信公众号【UG数控编程】
学习UG编程,能力到了,薪资都不是问题。干操机累,即使干操机一个月五到七千,但那不是长之计,你每次换了工作薪资还是一样,没多大区别。而干编程,你越往后,积累的技术能力越强,薪资自然会更高。希望大家找对学习的方向,也希望在群192963572可以帮助到正在迷茫的你。

















 4838
4838

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









