







参考文献
[1]娄宇翔. 基于PLC与伺服系统控制的电子凸轮应用研究[D].大连理工大学,2014.
[2]张少林. 基于网络的多轴运动控制技术及电子凸轮实现[D].华中科技大学,2013.
前置知识:机械原理- 机械凸轮设计
1基础
1.1机械凸轮基础
机械凸轮(CAM)是一种能够按照动力学特征和运行学特征的要求,具有曲线或着曲面轮廓作为高副元素的构件。
从动件(Driven Link)是机构中除了主动件以外随着主动件运动的其余可动构件。
凸轮曲线(CAM Curve)是凸轮驱动从动件的运动曲线。
两个构件之间接触的点、线、面的组合称为副元素。如果副元素为点或线,则运动副为高副。


机械凸轮通常作连续等速转动,也可作往复摆动和移动,从动件根据使用要求设计使它获得一定规律的运动。
简单来讲,机械凸轮通过凸轮的轮廓形状将两轴的运动联系起来,通过设计不同的凸轮轮廓曲线,使两轴具有合适的运动规律。

1.2电子凸轮基础
电子凸轮(ECAM)是利用构造的凸轮曲线来模拟机械凸轮,以达到机械凸轮系统相同的凸轮轴于主轴之间相对运动的软件系统。电子凸轮相当于无数个各种类型的机械凸轮的集合体,只需进行参数配置,即可适用于各种方案,典型的电子凸轮应用有:飞剪、旋切、追剪、飞锯、跟随、同步、追及等。
电子凸轮相比于机械凸轮的优点:
- 兼容性: 机械凸轮一种结构只能实现一种运动动作,电子凸轮可以通过程序修改
- 运行精度: 电气元件精度远高于机械精度
- 设备结构: 电子凸轮机构上的组成通常仅需一套简单的传送机构
- 安全性能: 伺服系统的制动时间远短于机械动态制动
电子凸轮根据动作特点分类:
5. 单向型:一致执行同向运动,如飞剪、旋切、追及等;
6. 双向型:执行的往复运动如追剪、飞锯等;
7. 特殊型:根据自由的曲线进行动作的曲线,如跟随、同步等;
电子凸轮系统由4部分构成:上位机(如PLC)、驱动部分(如伺服电机)、执行部分(如直线滑台)和检测部分(各类传感器)。

电子凸轮的基本运动实现过程:将电子凸轮曲线导入上位机,上位机根据电子凸轮曲线的位置数据对相应的执行部分进行控制,通过外部信号或内部逻辑进行电子凸轮运动的启动和停止。
1.3典型工艺
在这里查看电子凸轮“追剪”、“飞剪”示意动画
追剪:剪切机构平行于被剪切物体,剪切机构做往复运动,通过改变在非同步区的速度达到改变剪切长度的目的。
飞剪:或称旋切,剪切机构一般为圆周运动,与被剪切物体同向运动,通过改变剪切机构运行中的速度,达到改变剪切长度的目的。
2相关名词释义
定义凸轮为主轴,推杆为从轴,那么凸轮的实质就是从轴Y对应主轴X的一种函数关系,Y=CAM(X)。
2.1主轴
一般将一个运行周期内,以固定速度进行传动的轴作为主轴,主轴是在凸轮曲线中作为X轴的变量函数。
主轴可以是实际的轴(实轴),或虚拟的轴(虚轴)。
获取主轴位置的方法
- 虚轴:
通过软件虚构出的轴,或通过总线通信的方式传递过来的轴代替真实的主轴,其位置可以用软件设置代替。 - 实轴:
●运动控制轴:通常为伺服,可以是指令位置,也可以是编码器反馈位置
●编码器轴:通过外置的位置检测装置反馈数值获取,如变频轴机构装载的编码器
2.2从轴
从轴是根据凸轮曲线进行运转的,在凸轮曲线中作为Y轴的变量函数,从轴的作用类似机械凸轮机构中的凸轮作用,因此只能是实际的轴,但可以有多个从轴。以电子凸轮为核心的运动控制都是以主轴和一个从轴或者多个从轴为基础的运动系统,即多轴控制系统,其核心部分为智能化的运动控制器和通信总线。
从轴的位置控制一般采用伺服实现:
●日系的低成本伺服采用输出脉冲的方式,其可能的缺点为丢脉冲,以及响应的实时性能不足。
●欧系伺服采用总线通信方式实现,同步能力更为精确。
2.3电子凸轮曲线
电子凸轮曲线(Cam Curve)就是主轴和从轴之间的位置关系,是一个二维坐标系。

电子凸轮的两种表达形式:
- 采用主轴作为X轴,从轴作为Y轴,建立的直角坐标系建立的XY点对点关系。适用于点位较少的方式。
- 采用主轴和从轴两者的函数关系式,即轴位置运算函数。
根据获得的电子凸轮曲线,测量出主轴的位置,就能计算出从轴的需要到达的位置,这样就能对从轴的电机进行控制,实现从轴和主轴的耦合运动。
电子凸轮曲线可分为双向型电子凸轮曲线和单向型电子凸轮曲线。
双向型电子凸轮曲线(闭环曲线):开始位置和最终位置是同一个位置,其电子凸轮曲线和坐标系形成一个封闭的曲线。
单向型电子凸轮曲线(开环曲线):开始位置和最终位置不是同一个位置,无法形成一个封闭的曲线。

为了保证设备运行的稳定性,在电子凸轮曲线的设计必须保证位置部分没有中断和跳动,且速度和加速度变化也必须平稳。电子凸轮曲线种类较多,可参考VDI 2143标准。
实际应用中多采用五次多项式(5th degree polynomial,poly5 )运动规律,其速度、加速度和加加速度均连续,因而不会产生刚性冲击与柔性冲击,适用于高速、中载运动的场合,且计算复杂度适中。

凸轮的运动过程包括加速过程、减速过程和匀速过程。五次多项式加减速法的速度、加速度、加加速度曲线图见下。基于位移曲线对时间求导可得速度曲线,基于速度曲线对时间求导可得加速度曲线,基于加速度曲线对时间求导可得加加速度曲线。

2.4电子凸轮表
电子凸轮曲线有多种描述方式,常采用数据列表的形式,即凸轮表(Cam Table)来替代图形编辑器。
以Codesys的CAM表为例:

表行可分为关键点行(points)和段行(segments),二者隔一行交替出现,用户可创建前者,而后者由软件自动生成。
在关键点行中,X代表主轴位置(X-position),Y代表从轴位置(Y-position),V代表从轴速度(Velocity),A代表从轴加速度(Acceleration),J代表从轴加加速度(Jerk,不可修改);
在段行中,用户仅可指定段类型为五次多项式(Poly5)或线性(Linear),位置限幅和速度、加速度限幅由软件根据相邻关键点行的参数自动设定。

3电子凸轮的实现
- 确定控制方案,最大限度的满足性能指标
- 设定主轴和从轴
- 设置电子凸轮的曲线
- 根据从轴位置实现电子凸轮的运行
3.1电子凸轮的具体实现

电子离合:用于控制电子凸轮主从轴的啮合与分离,从而实现关闭电子凸轮功能或跳过几个循环周期的效果。
无量纲化(nondimensionalize):指通过一个合适的变量替代,将一个涉及物理量的方程的部分或全部的单位移除,以求简化实验或者计算的目的
凸轮曲线的缩放、偏移:通过调整凸轮曲线来适应一些复杂应用。
3.2 PLCopen电子凸轮功能块
在PLCopen运动控制规范中定义了一些电子凸轮功能块,如MC_CamTableSelect(凸轮表选择)、MC_CamIn(凸轮耦合)、MC_CamOut(凸轮解耦),本文不再赘述。
4电子凸轮应用——飞剪
本节参考了Smart Servo Home中同飞剪有关的博文,大家可以对照原文研究一下。
4.1飞剪工艺简述
飞剪(flying saw)是一种典型的电子凸轮应用,常见于包装机行业等。
飞剪的动态示意图见电子凸轮“追剪”、“飞剪”示意动画
主轴即送料轴,用来输送材料,一般为匀速运行;从轴即旋切轴,在从轴上装有切刀以剪切材料至指定长度
L
L
L;切刀顶端到轴心的距离,即旋转半径
r
r
r。
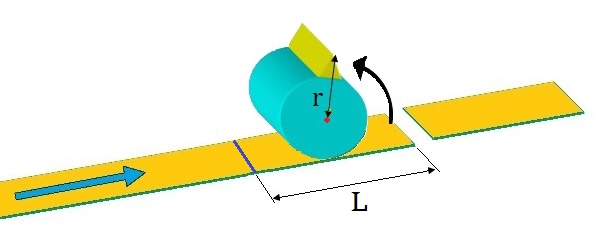
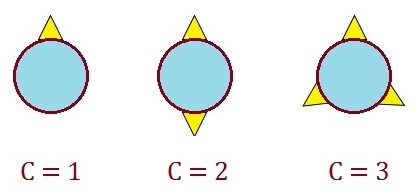
刀具可以有任意把,存在
C
C
C把刀时(
C
C
C>1),在轴上需要等分安装。
主轴和从轴不存在反向运行的情况,即总是单向运行。
4.2飞剪曲线组成
典型飞剪曲线可分为5个阶段,除同步阶段必须存在外,其它调整阶段是可选的。
- 等待阶段1:等待主轴达到飞剪要求。
- 加速阶段:主轴达到飞剪要求时,从轴加速到同主轴速度相同 。
- 同步阶段:从轴与主轴的速度相同,两轴相对静止,系统进入同步状态。
- 减速度段:当剪切完成从轴脱离同步状态,开始减速直到速度为零。
- 等待阶段2:等待主轴达到飞剪要求。
飞剪曲线示意见下,其具体形态视具体工艺参数将发生改变,见后文。
上图引用自汇川《TechHCMaterialShear库的使用手册(2.2.0.4)》
由图中可以看出2个等待阶段距离和2个加减速阶段距离是一致的,不需要分开计算。
这里还要提一下通常在飞剪应用中,主轴单位为mm,而从轴单位为degree(周期为360°),两者单位不同,则在同步区中其主从轴速度比值不为1,但经过用户单位换算后,主从轴速度是相同的。在一些资料中,为了统一单位,也会将从轴单位换算为mm(即周长, 2 ∗ p i ∗ r 2*pi*r 2∗pi∗r),但这种换算方式会引入pi值,导致周期值小数部分求不尽,因此不建议采用。
4.3切长比对飞剪曲线的影响
飞剪曲线的具体形态由切长比 R R R决定:
R = L (产品切长)/ l (单位切刀长) R=L(产品切长)/l(单位切刀长) R=L(产品切长)/l(单位切刀长)
其中单位切刀长 l l l表示1把刀走的距离:
l = 圆周长/刀数 = 2 π r / C l=圆周长/刀数=2πr/C l=圆周长/刀数=2πr/C
切长比可分为3种情况。
- R = 1
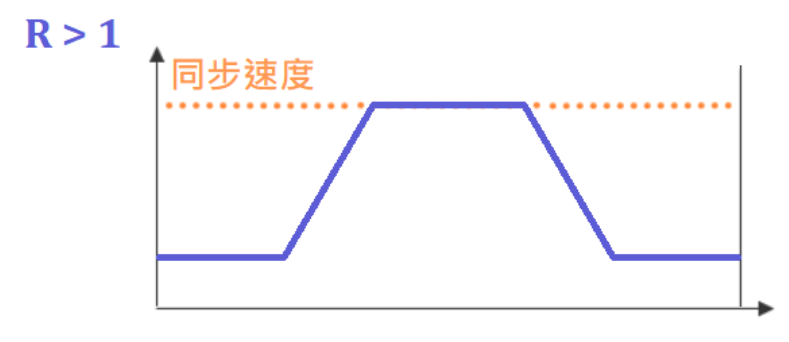
曲线仅由同步段构成,主从轴就以同步速度维持匀速运动。 - R > 1
由于 L L L大于 l l l,因而切刀需要减速以等待产品长度到达;若减速到0时产品长度仍未达到要求,则切刀需要停下等待直到产品长度满足要求,然后重新加速以进入同步区。
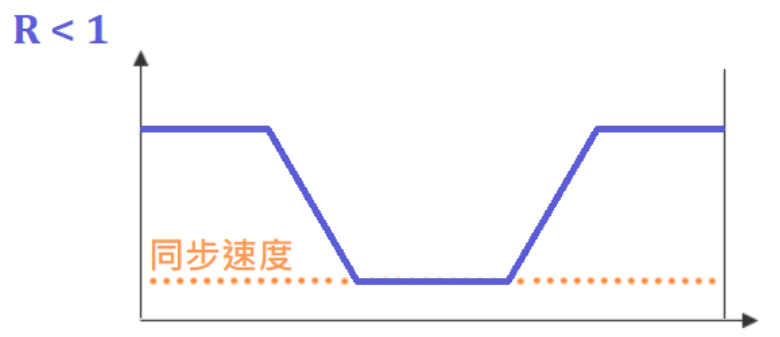
- R < 1
由于 l l l大于 L L L,从轴需要急加速以保持主从轴位置关系,然后重新减速以进入同步区;若 R R R值过小,会导致过高的加速度以及较大的机械振动,因此存在一个最小值 L m i n Lmin Lmin。
4.4飞剪曲线设计
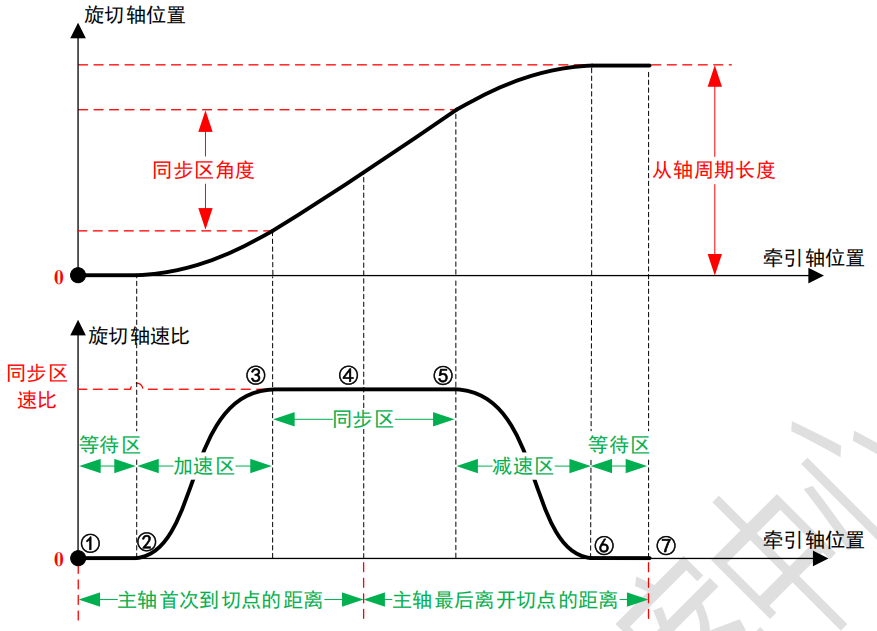
同步区角度计算
当进入同步区时,主从轴速度应保持一致,否则将造成扯膜现象。
同步区角度
Y
Y
Y计算公式为见下。可以在此计算结果下适当扩大同步区,但不宜过大,否则将挤占其他区段。
Y
=
K
/
L
∗
360
°
Y=K/L*360°
Y=K/L∗360°
K
K
K值表示刀宽。
等待区角度计算
本节图片引用自飞剪追剪曲线规划
一般情况下,等待区角度为0即可,此时加减速段距离最大,则加减速越缓和。
但是,等待区角度为0时,可能存在从轴反转的情况。见下图,可见从轴速度在加速区存在负值,即从轴反转。
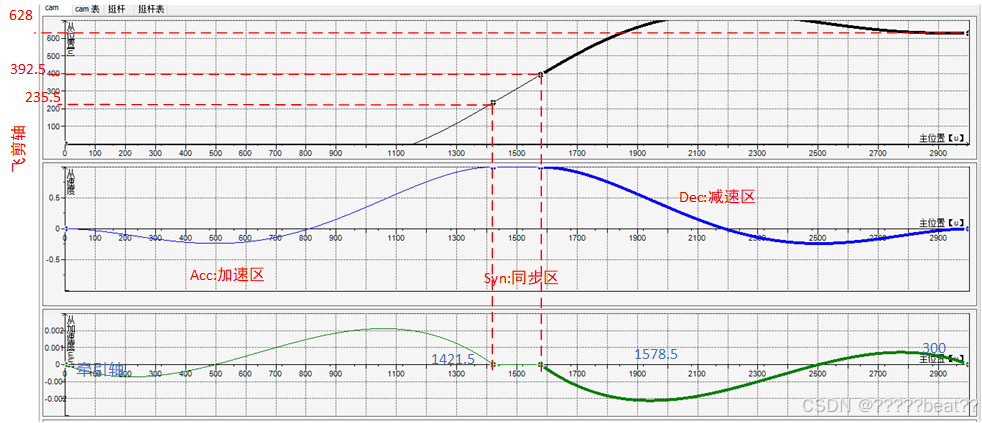
这时候必须建立等待区,并调整等待区角度值至从轴反转情况消除:
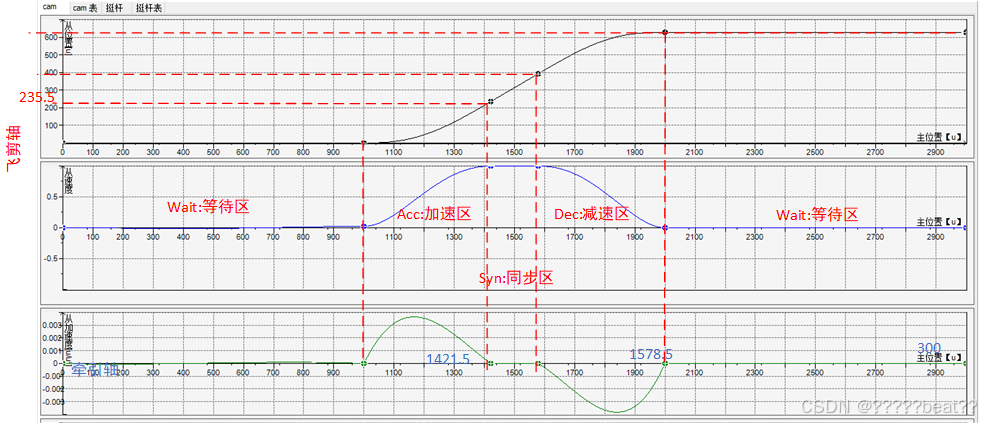
飞剪曲线的初速度可以不为0。初速度同同步速度越接近,则加减速段的速度曲线越缓,对机构的冲击也越小。
下图中加速段的最大速度值同初速度存在一个较大的速度差Δv:
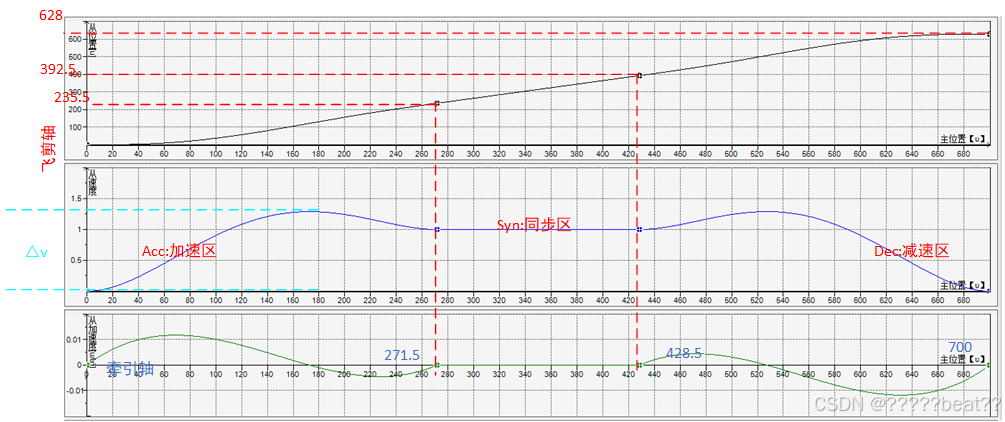
通过调整初速度值,即可缩小速度差。修改后的曲线图见下:

加减速区角度计算
完成同步区角度和等待区角度计算后,即可求得加减速区角度。
加速区角度
=
减速区角度
=
(
从轴周期值
−
同步区角度
−
2
∗
等待区角度
)
/
2
加速区角度=减速区角度=(从轴周期值-同步区角度-2*等待区角度)/2
加速区角度=减速区角度=(从轴周期值−同步区角度−2∗等待区角度)/2
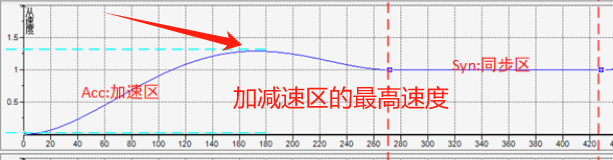
加减速曲线越陡,则所需转矩越大,电机长期在此条件下运行,会使电机温升增大。可以通过扩大加减速区角度,或调整初速度值(见上文)的方式来使运动过程中的最高速度变小,从而使加减速曲线减缓。另需要注意加减速区出现的最高速度是否超过电机允许的峰值,否则会影响性能。

















 6733
6733

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









