






目录
2.1.1 热压法(Thermo-compression Method)
2.1.3 热超声波法(Thermosonic Bonding)
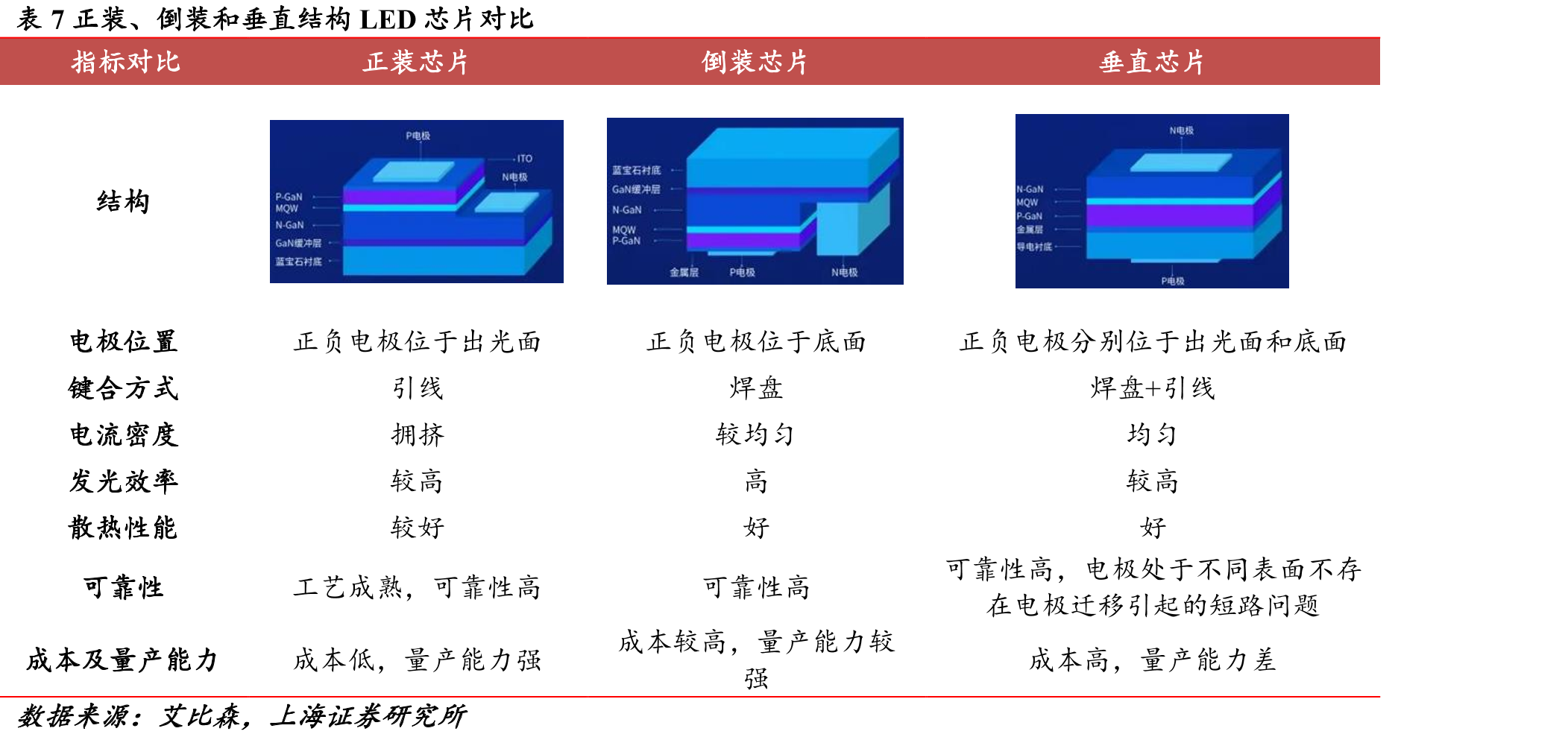
1.什么是LED的键合
LED晶圆键合是指将发光二极管(LED)芯片与支撑基底(通常为硅晶圆)键合在一起的工艺过程。
LED键合主要有哪几种方式:
倒装(焊盘)键合(Flip Chip Bonding)和引线键合(Wire Bonding)
随着倒装工艺led的发展,倒装键合的发展趋势不容小觑但目前主要键合方式还是以引线键合为主。(有时候不一定越先进就能全部取代旧工艺,市场会根据工艺成本以及产品定位选择。2 8法则也适用于此,80%都是入门低价产品无需高成本工艺。)
2.引线键合
引线键合是最早且最常用的键合技术,通过金属引线(通常是金线或铝线)将芯片焊盘与基板焊盘连接。
其工艺实现方式主要有以下几种:
2.1.1 热压法(Thermo-compression Method)
原理:将芯片焊盘加热至200℃左右,通过劈刀向焊盘施加压力,使金属引线与焊盘连接。
优点:早期广泛应用,技术成熟。
缺点:高温可能导致芯片损伤,目前较少使用。
2.1.2 超声波法(Ultrasonic Method)
原理:在楔形劈刀上施加超声波振动,使金属引线在焊盘上摩擦变形,实现连接。
优点:常温操作,成本低。
缺点:键合强度较弱,容易脱落。
2.1.3 热超声波法(Thermosonic Bonding)
原理:结合热压和超声波的优点,利用超声波去除焊盘表面氧化层,加热使原子扩散形成致密层。
优点:键合强度高,可靠性好。
缺点:工艺复杂,对设备要求高。
2.1.4 金丝球键合法(Ball Bonding)
原理:金丝穿过毛细管劈刀,加热末端形成金丝球,粘合到加热的焊盘上,完成一次键合;二次键合通过热、压力和超声波振动完成。
优点:广泛应用于LED封装,可靠性高。
缺点:对工艺参数(温度、压力、超声波功率)控制要求严格。
行业中对于拉力测试的判定标准是A点和E点不能断 开,否则视为不良品,换而言之,B、C、D任一点 断开时的拉力越大,表示器件的连接性越好,可靠性越高。
3.BSOB与BBOS焊线模式
在LED封装中,BSOB(Bond Stitch on Ball)和BBOS(Bond Ball on Stitch)是常见的焊线模式。
3.1 BSOB正打(Forward Bonding)
• 工艺流程:先在支架上键合金球,再从芯片电极键合到金球。
• 优点:工艺简单,适合常规封装。
• 缺点:在机械应力和热应力下可靠性较差。
3.2 BSOB反打(Reverse Bonding)

• 工艺流程:先在电极上键合金球,再从支架键合到金球。
• 优点:键合顺序与正打相反,适合某些特殊结构。
• 缺点:仍不如BBOS模式可靠。
3.3 BBOS焊线模式

• 工艺流程:先在支架上键合金球,从芯片电极键合到金球,最后在支架上的键合点加焊覆盖球。
• 优点:在机械应力和热应力下表现出更高的可靠性。
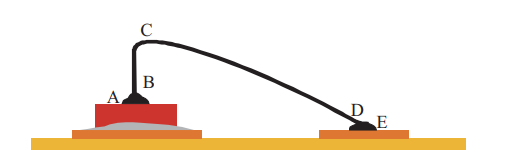
4.拉力测试

拉力测试是一种破坏性测试,是LED封装行业用 来测试器件焊线薄弱点的理想测试方法,来对比样品在不同焊线模式下金线拉力 是否有明显的差异,拉力测试示意图如图5所示。 行业中对于拉力测试的判定标准是A点和E点不能断开,否则视为不良品,换而言之,B、C、D任一点 断开时的拉力越大,表示器件的连接性越好,可靠性越高。
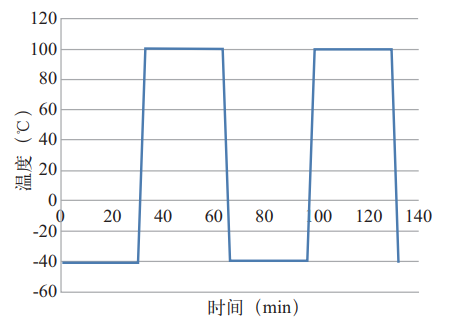
5.冷热冲击试验
冷热冲击试验是从高温到低温、低温到高温等 高低温循环瞬间变化环境的模拟,这种极速的高低 温环境转换产生的内应力可以加速检测出产品的品质。
本试验标准依照美军标MIL-STD-202G《电子 电气零部件测试方法》系列条款,测试方法引自SJ/ T 11394—2009《半导体发光二极管测试方法》,温 度:TA=-40 ℃,TB=+100 ℃,时间:各30 min,温 度转换时间≤3 min,温度循环曲线如图所示。将 样品放入试验箱,分别在200、300、400、500个周 期时取出进行点测,确认是否失效并统计失效数。
6.

















 8599
8599

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









