







摘 要
在改革开放以来,随着我国国民经济以及机械加工方面的高速发展,在模具方面的需求量也开始越来越大,传统的一些加工方式已经无法满足生产生活的加工需求,现在社会在各个产业与国际接轨越来越快,随着接轨的过程中,市场的竞争也越来越大,人们逐渐发现现有的产品竞争力已经不足了,所以在产品的质量方面、成本方面以及新式产品的研发方面是十分重要的,而模具在生产加工的整个链条中是最基础的也是最重要的环节,因此本文设计了一台封闭式棒料冲压模具,一般棒料模这样的设备都是根据用户的生产流程、生产需要而应生设计研发生产的,原有的金属棒带下料毛坯工艺一直是传统的弓锯床,这种传统的锯断工艺生产效率较低材料浪费也大,对于断面的质量也不能得到很好的掌控(每班产500根金属棒料,或者锯800根左右的金属棒料时就会使锯带发生损坏需要更换一条锯带)。在绝大多数的金属加工行业中,第一步的工序一直都是金属棒料的下料,在下料后,断面质量好坏,会直接影响到接下来的工序中成品的质量。目前国内外切断模设备形式多样,各种各种半自动、自动化、开式,半封闭式和全封闭式的冲压切断模设备在各类机械加工行业得到广泛的应用。
关键词:冲压工艺; 模具; 棒料; 冲裁力
1 冲压裁剪部分设计
1.1 弯曲件展开部分尺寸设计
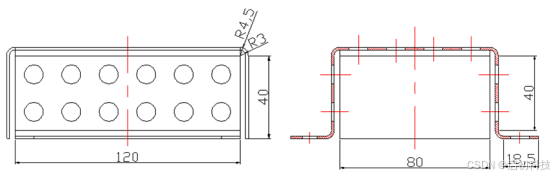
图3.1.1弯曲件
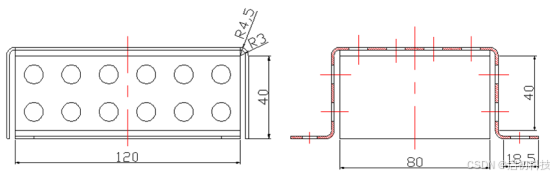
图3.1.2 冲压件弯曲部分
2 下料的排样及材料的利用率
此零件毛坯展开形状是不规则的,所以不适合采用传统的排样方式,由于长宽尺寸不相同,选择斜向下料虽可以提高材料利用率,但是如何确定下料的方位不容易,并且模具还得转一定,需要进一步增加人工调整。浪费时间且增加成本,而且会导致横向尺寸增大,选模架的尺寸也会增大[9]。因此最后还是选单排直排方案,如图3.2所示:
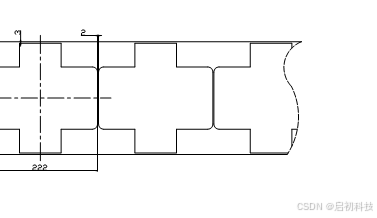
图3.2. 3排样图
3 弯曲部分
回弹综合效应包括曲率角度稳定性回弹及曲率角度回弹两个基本方面,此角度回弹是弯曲变形稳定区与不弯曲变形区两部分角度回弹产生的综合作用效应的结果[17]。
3.1 回弹的因素
弯曲回弹的因素是由很多因素影响的例如:
(1) 坯料本身的性能
(2) 料弯曲部分的变形程度超过了曲率
(3) 模具弯曲部分的中心角度变形的程度比较大
(4) 模具设计问题造成的间隙大
(5) 弯曲部分的形状和本身选用材料的化学性质
(6) 冲压件整体的力学性质及结构问题
3.2 回弹值如何确定
必须要确定回弹值的原因是:只有知道了原因,才能克服回弹,来使零件达到生产生活的要求。通常回弹值的方法主要以下三种:1.查图法2.查表法3.计算法,但是这些只能是大概确定,因为会造成回弹的因素有很多,且相互间参杂产生很多种复杂的情况,因此现在不论是国内或者国际上都在对回弹进行研究,并没有一个可以固定的准确的计算公式来确定[18]。所以对于回弹值的确定,一般是在实际加工生产环节中对于不同的模具及不同客户的要求来进行模拟加工之后修改的但是当弯曲件的相对弯曲反弹值在径向旋转反弹半径大于r/t<(58)时,弯曲件相对旋转半径的径向旋转反弹角度大大变化小,可以考虑查表值但不予纳入考虑,仅根据需要查表考虑弯曲件相对旋转反弹角度的相对半径回转反弹值的大小变化。由于其旋转时的角度确定r/t=2,查表达式可以直接得出确定与其相对应的回旋反弹值为1°30′2°30′[19]。
3.3 控制回弹的措施
目前我们有以下几种方法来控制:
(1) 选择弯曲性能好的材料。这类材料便于加工,质量较高,除屈服强度这一点外还要考虑材料本身的质量问题例如:毛坯料的厚度、毛坯断面的质量等。
(2) 选择较小的相对弯曲半径。
(3) 选择需要的模具间隙。上文中提到模具间隙对冲压件的尺寸、精度的影响特别大 因此合理的模具间隙可减小回弹。采用可调间隙的模具,对控制回弹是很有好处的。
(4) 工件形状需要进行合理的设置。
(5) 组织状态(进行退火的操作)需要合适。
3.4 最小相对弯曲半径
当冲压件发生弯曲时,半径越小,坯料外表面的变形程度就越大,若弯曲半径太小,那么甚至会出现坯料表面裂缝甚至坯料断裂的情况,造成坯料的报废,因此在能够保证弯曲半径和变形程度都在相应的极限区域内时,材料的外表面就不会因为弯曲而发生变形裂纹,这个时候弯曲件的排列和表面半径所能行成的最小半径被称为最小的弯曲圆角半径[20]。
最小弯曲厚度半径与弯曲件流体内壁外表厚度的应力比值约为rmin/t,又可简称为最小相对弯曲厚度半径,又我们可以将其简称为最小弯曲厚度半径应力系数,是目前流体力学领域衡量其应力变形的一个重要的指标。
影响其因素有:
(1) 材料的相对力学性能分析材料的相对力学塑性性质越好,其主要的力学可塑性测量指标就相对韧性越高,材料能被许可的最小相对弯曲的角度半径也越小。
(2) 相对弯曲变形角的大小从理论上讲,只与变形半径大小有关,而与变形区的中心角大小无关。但实际上,当弯曲变形区的中心角较小时,由于弯曲变形区不大,那么接近变形区中心角的直边部分(不属于变形区)无法产生变形,所以长度会延申,因此在中心角处的坯料在变形程度上会得到一定减轻,使其半径的减小。
(3) 板料的焊接弯曲表面焊接质量与控制板料焊接剪切面和断面的焊接质量有关板料的弯曲表面中当出现质量有限的划痕,裂纹,毛刺等变形缺陷时,弯曲易反而造成焊接板料的内部应力过分集中,使弯曲件过早的直接受到应力破坏。在这些具有缺陷的应用情况下还需要尽量减少选用较大的弯曲角度半径。
(4) 板料对宽度的应力影响窄板弯曲时,在过程中板料的流体沿宽度方向的流动应力相对为零,宽度方向的应力使材料在弯曲时可以自由倾斜方向流动,可会弯曲半径减小。
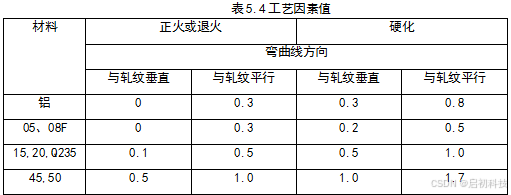
(5) 材料的方向性弯曲钢板材料中所采用的冷轧钢板,沿弯曲线方向的塑性指标要求远远好于弯曲线垂直方向。故当材料的弯曲线与半径的方向完全垂直时,材料可以具有较大的横向抗拉能力和强度,不易被弯曲和拉裂,最小相对弯曲线和纤维半径的数值就小,反之则大。
(6) 通过实验来确定:由于直接影响板坯料最小相对弯曲半径的工艺因素较多,故在实际的应用中主要考虑了部分坯料工艺质量因素的直接影响,其工艺因素数值一般由相应的实验方法进行确定。下表为通过实验方法计算得到的实验方法数值,可直接从表中选取。
5.10 设备参数校核
本弯曲件初选压力机为J23-10。
弯曲力校核:
总弯曲力F=78.64kN.
设备的一个公称平均压力系数值为零:p=100kn>1.2f=94.4kn。可以轻松满足实际生产使用的各种要求[25]。
闭合整体校核:
整体装配高度为h=200mm,大于大型压力机的最大高度模具安装闭合高度,不满足适用要求条件的也可按用户要求及时进行模具更换。其基本参数为1-j23-16。以下为参数:
压力/t:16
闭合高度/mm:220
模高度/mm:180
连杆的长度/mm:45
工作台尺寸/mm: 前后 300
左右 370
模柄孔尺寸/mm:Φ40×60
模具总装配图如下:

图5.10模具总装图
4 结 论
通过以上的分析可知,冲压工艺在现代机械加工行业所占据的举足轻重的地位,而模具的发展又是冲压行业能否快速发展的重要前提。冲压模具在实际生产生活中是按照客户需求来制定的,因现代各行各业都开始与国际接轨,竞争压力打,因此高质量、高效率、高精准度是越来越被人们重视以及需要的。
本次设计的冲压模具结构上还是比较简单适用于,生产结构简单、市场需求量打并且对精度要求不高的冲压零件或者半成品,其优点就是成本较低、效率高、使用寿命长、但其缺点也十分明显,无法加工对于精密度有较高要求的零件、只能生产简易的,应用的方面有局限性,仅适用于小微企业来进行加工生产。
本文首先介绍了冲压工艺与冲压模具的概念与关系,分析了国内外发展状况,然后对冲压模具的关键部分进行了分析,最后对封闭式棒料冲压机整体结构进行了设计,并完成了三维图。

















 2957
2957

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









