






汽车电子行业,一些公司会禁用2010以上封装贴片阻容器件,更有谨慎的公司将1206/1210封装贴片阻容器件也列为需合理评估项,这是什么原因呢?
主要是以下方面的考虑
1. 热膨胀系数差异引起的失效
物体由于温度变化都有一定的胀缩现象,物理学上用热膨胀系数CTE来表征这一材料特性。如下图,电阻要稳定的焊接到PCB上,它的连接结构主要是由电阻、焊锡、铜箔、FR4板材这几部分构成。
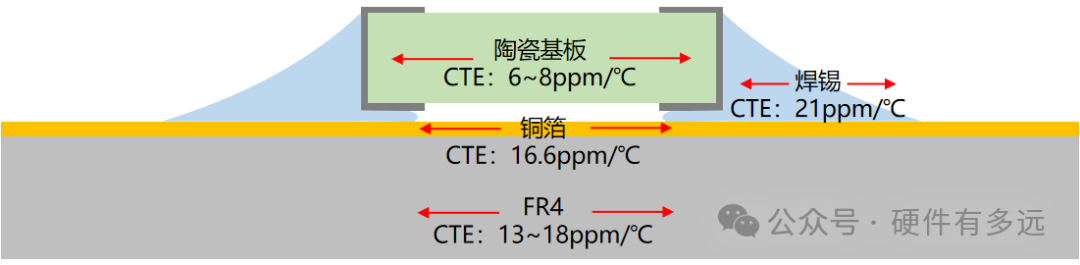
贴片电阻与PCB连接结构图
而这几种物质有着不同的热膨胀系数,陶瓷基板的热膨胀系数约为6~8ppm/℃,FR4板材的热膨胀系数约为13~18ppm/℃,铜箔的热膨胀系数约为16.6ppm//℃,焊锡的热膨胀系数约为21ppm//℃,不同的热膨胀系数意味着在不同温度下,这种看似牢靠的接触部位,会有不同程度的形变。那这会造成什么问题呢?
在实际的生产和整个产品生命周期中,会一直存在着存在环境温度变化的情况。例如贴片时的回流焊、自然环境温度的变化等。由于PCB FR4板材、铜箔、焊锡和器件这几种材料的热膨胀系数不同,造成这四种物质在温度变化过程中存在不同程度的拉伸和收缩现象,既而转换为对焊接处的横向应力,久而久之就会造成焊接材料的疲劳,出现裂纹甚至断裂,最终表现为器件功能失效。而封装越大这种现象就越明显,相应的失效率就会变高。
下面几张图片,展示了温度变化造成焊接裂纹失效的一个过程。

高温拉伸

低温收缩
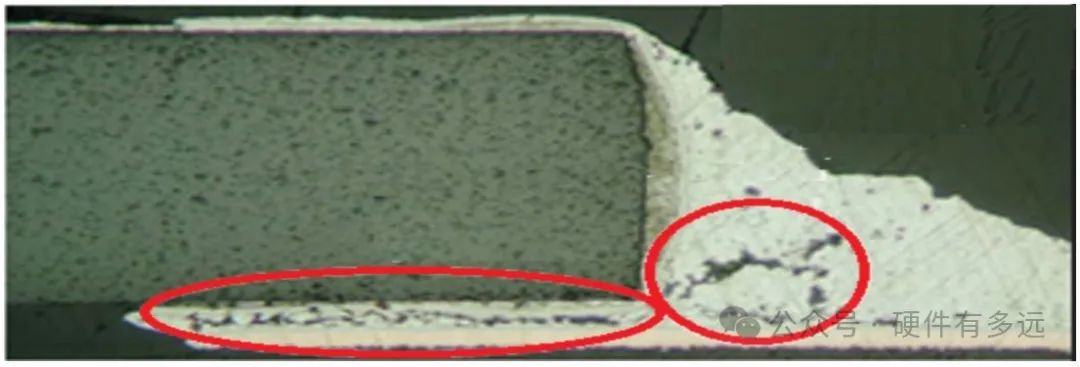
形成裂纹
汽车电子行业有自己成熟且完整的一套开发流程和试验标准,来保证产品开发的高质量。其中针对电子零部件的温度冲击实验,就是模拟环境温度快速变化的一种加速试验方法,其失效机理就是由于材料在长时间的快速温变过程中产生机械疲劳而导致的失效。
大封装贴片阻容器件的应用,就有可能不能顺利通过上百甚至几百小时的这个试验。
2. 机械应力引起的失效
大封装贴片阻容器件另外一个不得不考虑的失效因素就是机械应力。
在贴片、分板、装配、产测等过程中,都存在着对器件本体或PCB的机械应力,过大的机械应力会造成器件本身或者焊接处发生大的形变,既而造成器件本体或者焊接处出现裂纹甚至直接断裂,最终表现为功能失效。而陶瓷电容在这种失效下,多表现为短路,这种失效模式的危害往往更大。而封装越大,受到这种机械形变的影响就越明显,相应的失效率就会更高。

机械形变
那么在设计中该采取哪些措施来规避上述失效的发生呢?
1. 封装在1210以上的封装阻容器件尽可能不用,如果需要可以用多个相对小封装器件组合达到等效设计目的。如果必须要用,可以考虑用长边电极器件或成本更高的软端子器件,以减小上述情况对失效率的影响。

长边电阻
2. 封装在1206/1210的器件,在充分考虑降额及其他参数综合评估下,可考虑是否必须要使用1206/1210封装器件。
3. 如果要选择大的封装,可采用垂直于PCB长边的布局设计,如下图所示。

推荐的PCB布局示意
4. 布局于低应力区,要远离拼板分割区、螺丝孔等高应力区。
关于阻容器件更多的应用注意和失效机理讲解,以及关于复杂嵌入式系统的硬件开发、车载行业的相关测试、开发流程、ISO26262功能安全、WCCA、EMC、电源、高速信号、信号完整性等更多知识,可加///公众号:硬件有多远///关注,后续会定期更新。

















 2042
2042

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









